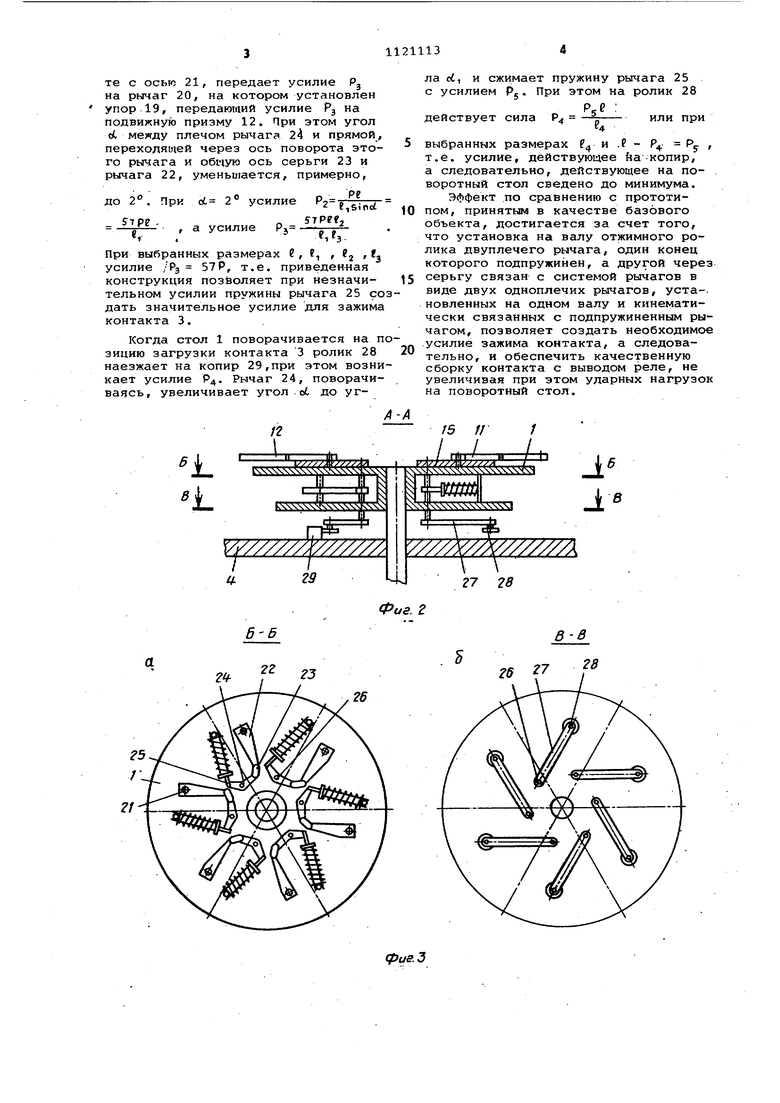
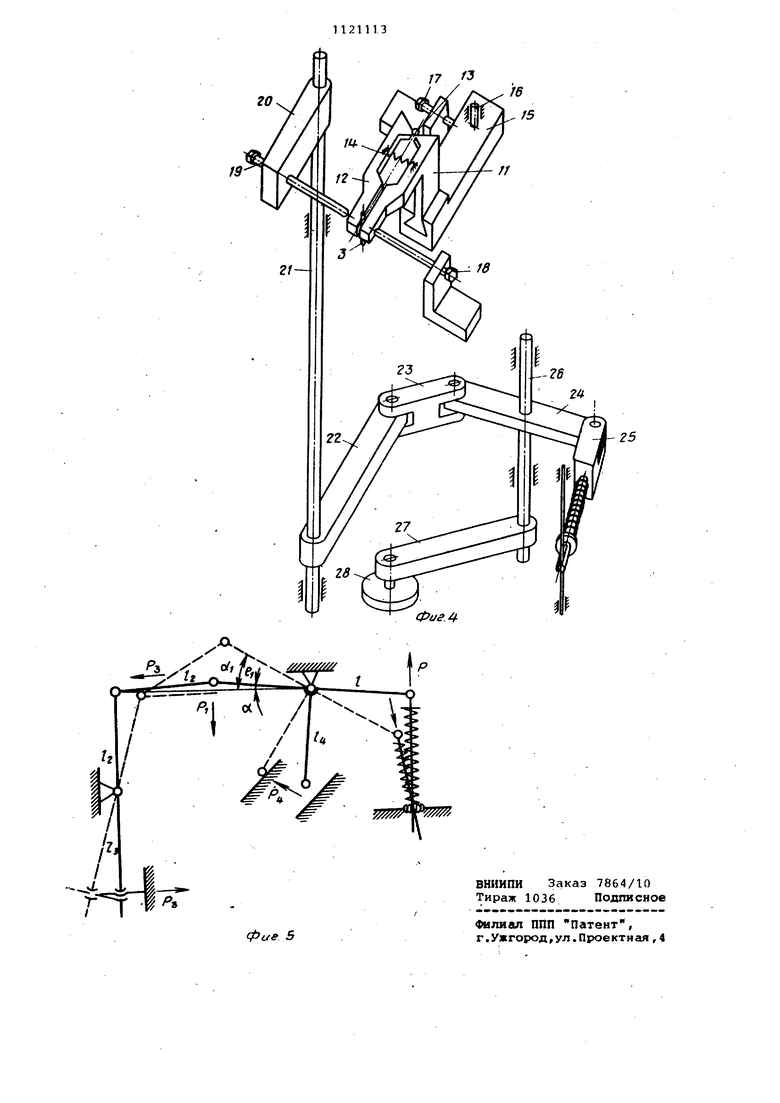
Изобретение относится к сварке при производстве электромагнитных р ле и может быть использовано при крупносерийном и массовом их проиэволстве. Известно устройство для приваркой проволочных выводов к корпусу ра диодеталей, содержаиее механизм подачи и фиксации корпусов, привод с кулачково-распределительным валом, каретку с.размещенными на ней механизмом подачи проволоки и механизмом зажима вывода, а также механизм создающий усилие осадки во время сварки tl. Недостаток; этого устройства неудовлетворителБНое качество сварки из-за повышенной инерционности механизма подачи выводов на позицию сварки. Наиболее близким к изобретению п технической сущности и достигаемому результату является автомат для сбо ки контакта с выводом реле, содержа щий поворотный стол с приспособлени ми для зажима контакта, каждое из . которых выполнено в виде призмы и подпружиненного рычага, установленного с возможностью взаимодействия с копиром через отжимной ролик, механизмы поштучной выдачи контактов и выводов и сварочный механизм f23. Однако известный автомат характе ризуется неудовлетворительным качеством сборки и сварки и невозможностью его применения для сборки контактов реле, диаметр контакта ко торых равен диаметру вывода. Цель изобретения - расширение те нологических возможностей и повышение качества сборки. Поставленная цель достигается тем, что автомат для сборки контактов с выводом реле, содержащий пово ротный стол с приспособлениями для зажима контакта, каждое из которых выполнено в виде призмы и подпружиненного рычага, установленного с возможностьб взаимодействия с копиром через отжимной ролик, механизмы поштучной выдачи контактов и выводов и сварочный механизм, снабжен двуплечим рычагом, серьгой и двумя одноплечими рычагами с осью, установленными на поворотном столе, при этом двуплечий рычаг одним концом подпружинен, а другим -через серьг и два одноплечих .рычага, установлен ных на одной оси, кинематически свя зан с подпружиненным рычагом приспо собления для зажима контакта, На фиг.1 показана схема предлага мого автомата; на фиг.2 - разрез Ана фиг.1; йа фиг.За --разрез на фиг,2; на Фиг.Зб - разрез В-В на фиг.2; на фиг.4 -;:принципиальная схема приспособления с приводом зажима контакта; на фиг.5 - схема привода в зажатом и разжатом положениях. Автомат для сборки контакта с выводом реле содержит поворотный стол 1 с приспособлениями 2 (см.фиг.1) для зажима контакта 3 (см. фиг,4). На плите 4 согласно технологической последовательности установлены механизм 5 поштучной выдачи контактов 3 с вибробункером 6, сварочный механизм 7, механизмы 8 передачи, выдачи и загрузки выводов с вибробункером 9, механизм 10 съема собранных узлов. Приспособление 2 для зажима контакта 3 содержит неподвижную 11 и подвижную 12 призмьл, соединенные между собой шарниром 13 и пружиной 14. Неподвижная призма 11 посредством направляющей,в виде ласточкиного хвоста, укреплена в основании 15, установленном на оси 16. С неподвижной призмой 11 контактируют регулируемые упоры 17 и 18, а с подвижной призмой 12 - регулируемый упор 19, установленный на одноплечем рычаге 20. Рычаг 20 через ось 21 (см. фиг.За) связан с вторым одноплечим рычагом 22, который через серьгу 23 и двуплечий рычаг 24 связан с подпружиненным pHiaroM 25. Рычаг 25 установлен на оси 26. На консоли этой оси установлен рычаг 27, отжимной ролик 28 (фиг.Зб), контактирующий с копиром 29. Автомат для сборки контакта с выводом реле работает следующим образом. Из вибробункера 6 сориентированный контакт 3 посредством механизма 5 загружается в гнездо между неподвижной 11 и подвижной 12 призмайи. Призмы в момент загрузки открыты, так как отжимной ролик 28 находится, на конце 29, В это же время происходит загрузка вывода Б свароч ный механизм 7 посредством механизмов 8 из вибробункера 9. При повоpOTe стола контакт 3 переносится на позицию сборки, срабатывает сварочный механизм 7 и происходит ударностыковая сварка контакта с выводом. При очередном повороте стола собранный узел снимается посредством механизма 10, Неподвижная 11 и подвижная 12 призмы постоянно находятся в зажатом положении, кроме моментов загрузки контакта и снятия собранного узла. Необходимое усилие зажима обеспечивается пружиной рычага 25, который дави1 с силой р t,cM, фиг, 5) на один конец двуплечего рычага 24, Рычаг 24, поворачиваясь вокруг оси 26, вторым концом воздействует на серьгу 23 с усилием -РТ, а серьга 23 в свою очередь действует на рычаг 22 с усилиРычаг 22, поворачиваясь вмес; те с осью 21, передает усилие Pj на рычаг 20, на котором установлен упор 19, передаютий усилие РЗ на подвижную призму 12. При этом угол dl между плечом рычага 24 и прямой, переходящей через ось поворота этого рычага и обпую ось серьги 23 и ръмага 22, уменьшается, примерно, до 2°. При оС 2° усилие Р2 . р f,3. , а усилие е. При выбранных размерах , f, f 2 3 усилие /РЭ 57Р, т.е. приведен-ная конструкция позволяет при незначительном усилии пружины рычага 25 со дать значительное усилие для зажима контакта 3. Когда стол 1 поворачивается на п зицию загрузки контакта 3 ролик 28 наезжает на копир 29,при этом возни кает усилие Р4. Рычаг 24, поворачиваясь, увеличивает угол cL до угла cd, и сжимает пружину рычага 25 с усилием Pj. При этом на ролик 28 действует сила Рх или при и ,г - р р выбранных размерах , т.е. усилие, действующее йа копир, а следовательно, действующее на поворотный стол сведено до минимума. Эффект .по сравнению с прототипом, принятым в качестве базового объекта, достигается за счет того, что установка на валу отжимного ролика двуплечего рычага, один конец которого подпружинен, а другой через серьгу связан с системой рычагов в виде двух одноплечих рычагов, уста-. новленных на одном валу и кинематически связанных с подпружиненным рычагом, позволяет создать необходимое .усилие зажима контакта, а следовательно, и обеспечить качественную сборку контакта с выводом реле, не увеличивая при этом ударных нагрузок на поворотный стол.
в-в
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки | 1983 |
|
SU1207697A1 |
| Автомат для рельефной сварки сепараторов шарикоподшипников | 1980 |
|
SU1004043A1 |
| Автомат для контактной точечной сварки | 1985 |
|
SU1263474A1 |
| Сборочная машина | 1978 |
|
SU818802A1 |
| Автомат для сборки и сварки угловых швов деталей таврового сечения | 1971 |
|
SU381255A1 |
| Роторный автомат для лужения цилиндрических деталей | 1978 |
|
SU774841A1 |
| Установка для сварки сильфонов | 1984 |
|
SU1183340A2 |
| Станок для сборки узлов запрессовкой | 1978 |
|
SU745642A1 |
| АВТОМАТ ДЛЯ СНЯТИЯ НЕДОРЕЗА У ДЕТАЛЕЙ ТИПА ШТИФТОВ | 1971 |
|
SU295623A1 |
| СБОРОЧНО-СВАРОЧНЫЙ СТАН | 2007 |
|
RU2359799C2 |
АВТОМАТ ДЛЯ СБОРКИ КОНТАКТА С.ВЫВОДОМ РЕЛК, содержащий поворотный стол с приспособлениями для зажима контакта, каждое из которых выполнено в виде призмы и подпружиненного рычага, установленного с возможностью взаимодействия с копиром через отжимной полик, механизмы поштучной выдачи контактов и выводов и сварочный механизм, отличаю |ч. ийс я тем, что, с целью раазшрения технологических возможностей и повышения качества сборки, автомат снабжен двуплечим рычагом, серьгой и двумя одноплечими рычагами с осью, установленными на поворотном столе, при этом двуплечий рычаг одним концом подпружинен, а другим - через серьгу и два одноплечих рычага, установленных на одной оси, кинематически связан с подпружиненным рычагом приспособления для зажима конС такта. ;е IVD со
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент CIIA № 3509309, кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
