N9 N9
4
;о
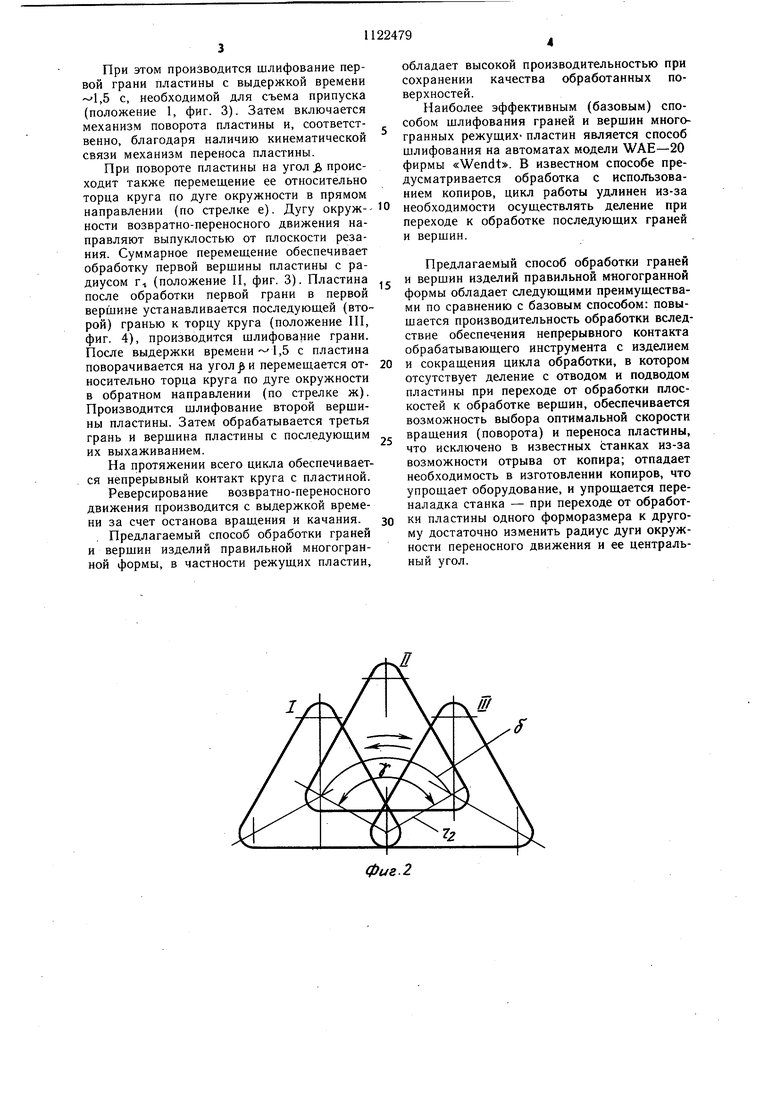
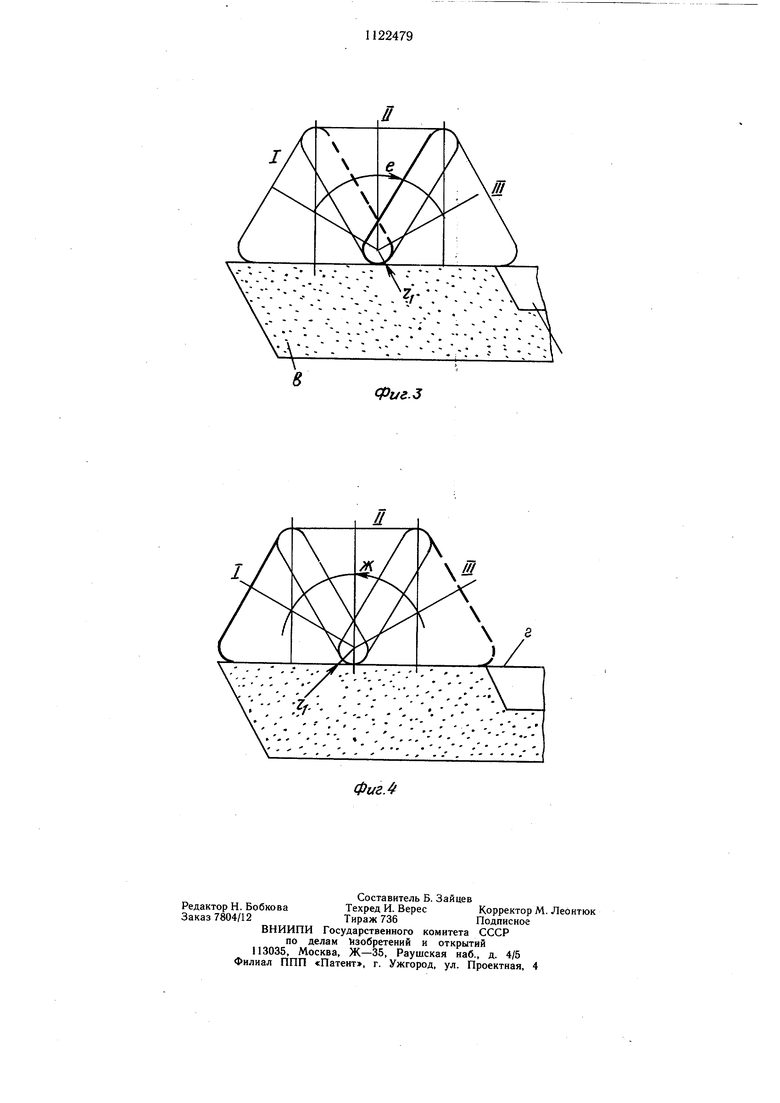
Фыг.-f Изобретение относится к обработке граней и вершин изделий многогранной формы и может быть использовано при изготовлении режущих пластин шлифованием. Известен способ обработки граней и вершин изделий правильной многогранной формы, например режуш.их пластин, при котором изделию сообщают вращательное и возвратно-переносное движения относительно обрабатывающего инструмента 1. Недостатками известного способа являются низкая производительность и невысокая точность изготовления изделий, сложность специального оборудования. Цель изобретения - повышение производительности обработки.. Поставленная цель достигается тем, что согласно способу обработки граней и вершин изделий правильной многогранной формы, при котором изделию сообщают вращательное и возвратно-переносное движения относительно обрабатывающего инструмента, возвратно-переносное движение осуществляют поступательно по дуге окружности, центр которой располагают на расстоянии от плоскости резания, равном радиусу при вершине изделия, причем упомянутую дугу окружности направляют выпуклостью от плоскости резания. Кроме того, радиус дуги окружности возвратно-переносного поступательного движения изделия выбирают равным расстоянию между центром вписанной в изделие окружности и центром радиуса при вершине а угол поворота изделия и центральный угол дуги окружности возвратно-переносного поступательного движения принимают равным центральному углу между соседними верщинами изделия. На фиг. 1 изображена обрабатываемая пластина при ее враш,ении в процессе обработки соседних граней и вершин между ними; на фиг. 2 - схема возвратно-переносного поступательного движения; на фиг. 3 - положение изделия в процессе обработки как сумма вращательного и возвратно-переносного поступательного движений относительно обрабатывающего изделия в прямом направлении; на фиг. 4 - то же, в обратном направлении. Пластина а (фиг. 1) правильной трехгранной формы изображена в трех положениях, в которых она оказывается при обработке; I и III положения соответствующие обработке граней II - промежуточное положение, соответствующее процессу обработки вершины с радиусом ri . Изображены также d - диаметр вписанной окружности; О - центр вписанной окружности, Ог - центр радиуса при верщине;с - центральный угол между соседними верщинами трехгранной пластины; li - расстояние между центрами О и угол поворота пластины из положения I в положение II; б (фиг. 2) Траектория возвратно-переносного перемещения пластины из положения I в положение III, соответствующая дуге окружности радиуса Га , ау - центральный угол дуги окружности «б. Жирными линиями (фиг. 3 и 4) обозначены участки пластины, прошедшие обработку шлифовальным кругом в, расположенным в плоскости резания г. Пластина а в процессе обработки совершает вращение вокруг оси, проходящей через центр О в одном (например, по стрелке д) направлении непрерывно. Одновременно пластнна соверщает возвратно-переносное плоскопараллельное (оставаясь параллельной самой себе и плоскости трехгранника) перемещение из положения I через положение II в положение III в одном (например, по стрелке е) направлений. При этом обрабатывается одна грань и одна верщина с радиусом 1. Затем из положения III через положение II пластина перемещается в обратном направлении по стрелке ж, при этом обрабатывается другая грань и следующий радиус . Приведенная последовательность движений сохраняется и при обработке последующих граней и вершин. Переход от прямого к обратному переносному движению осуществляется либо непрерывно, либо с выдержкой времени синхронно с вращательными движениями. Непрерывное вращение и перемещение пластины осуществляют при предварительной или черновой обработке. Прерывистые Движения целесообразно осуществлять при чистовой обработке. Возможно комбинация непрерывного и прерывистого движений в процессе обработки пластины при ее вращении на несколько оборотов. Для обеспечения обработки без подрезаний углЫс,,3 должны быть равны между собой. Обработку пластин с другим числом граней и вершин осуществляют аналогичным образом. Пример. Проводят шлифование трехгранных пластин (d 12,7 мм) из твердого сплава ВК6 на универсальном заточном станке мод. ЗА64. Алмазному шлифовальному кругу сообщают главное движение - вращение. Обрабатываемая пластина закрепляется в патроне специального приспособления, устанавливаемого на стол станка. Вращение патрона с пластиной кинематически связано с ее возвратно-переносным движением с помощью шарнирного четырехзвенника. Расстояния между шарнирами четырехзвенника берутся равными между собой, причем расстояние между двумя парами щарниров равно радиусу rj. Угол качания подвижных рычагов четырехзвенника ограничивается упорами и равен углу. Кинематической связью обеспечивается равенство угла поворота патрона с пластиной и угла качания рычагов четырехгранника. Стол с приспособлением подается «на круг на глубину обработки.
При этом производится шлифование первой грани пластины с выдержкой времени --1,5 с, необходимой для съема припуска (положение 1, фиг. 3). Затем включается механизм поворота пластины и, соответственно, благодаря наличию кинематической связи механизм переноса пластины.
При повороте пластины на угол f происходит также перемещение ее относительно торца круга по дуге окружности в прямом направлении (по стрелке е). Дугу окружности возвратно-переносного движения направляют выпуклостью от плоскости резания. Суммарное перемещение обеспечивает обработку первой верщины пластины с радиусом г (положение II, фиг. 3). Пластина после обработки первой грани в первой вершине устанавливается последующей (второй) гранью к торцу круга (положение III, фиг. 4), производится шлифование грани. После выдержки времени-1,5 с пластина поворачивается на уголки перемещается относительно торца круга по дуге окружности в обратном направлении (по стрелке ж). Производится шлифование второй верщины пластины. Затем обрабатывается третья грань и верщина пластины с последующим их выхаживанием.
На протяжении всего цикла обеспечивается непрерывный контакт круга с пластиной.
Реверсирование возвратно-переносного движения производится с выдержкой времени за счет останова вращения и качания.
, Предлагаемый способ обработки граней и верщин изделий правильной многогранной формы, в частности режущих пластин.
обладает высокой производительностью при сохранении качества обработанных поверхностей.
Паиболее эффективным (базовым) способом шлифования граней и вершин многогранных режущих- пластин является способ шлифования на автоматах модели WAE-20 фирмы «Wendt. В известном способе предусматривается обработка с использованием копиров, цикл работы удлинен из-за необходимости осуществлять деление при переходе к обработке последующих граней и верщин.
Предлагаемь1й способ обработки граней и верщин изделий правильной многогранной формы обладает следующими преимуществами по сравнению с базовым способом: повыщается производительность обработки вследствие обеспечения непрерывного контакта обрабатывающего инструмента с изделием и сокращения цикла обработки, в котором отсутствует деление с отводом и подводом пластины при переходе от обработки плоскостей к обработке верщин, обеспечивается возможность выбора оптимальной скорости вращения (поворота) и переноса пластины, что исключено в известных станках из-за возможности отрыва от копира; отпадает необходимость в изготовлении копиров, что упрощает оборудование, и упрощается переналадка станка - при переходе от обработки пластины одного форморазмера к другому достаточно изменить радиус дуги окружности переносного движения и ее центральный угол.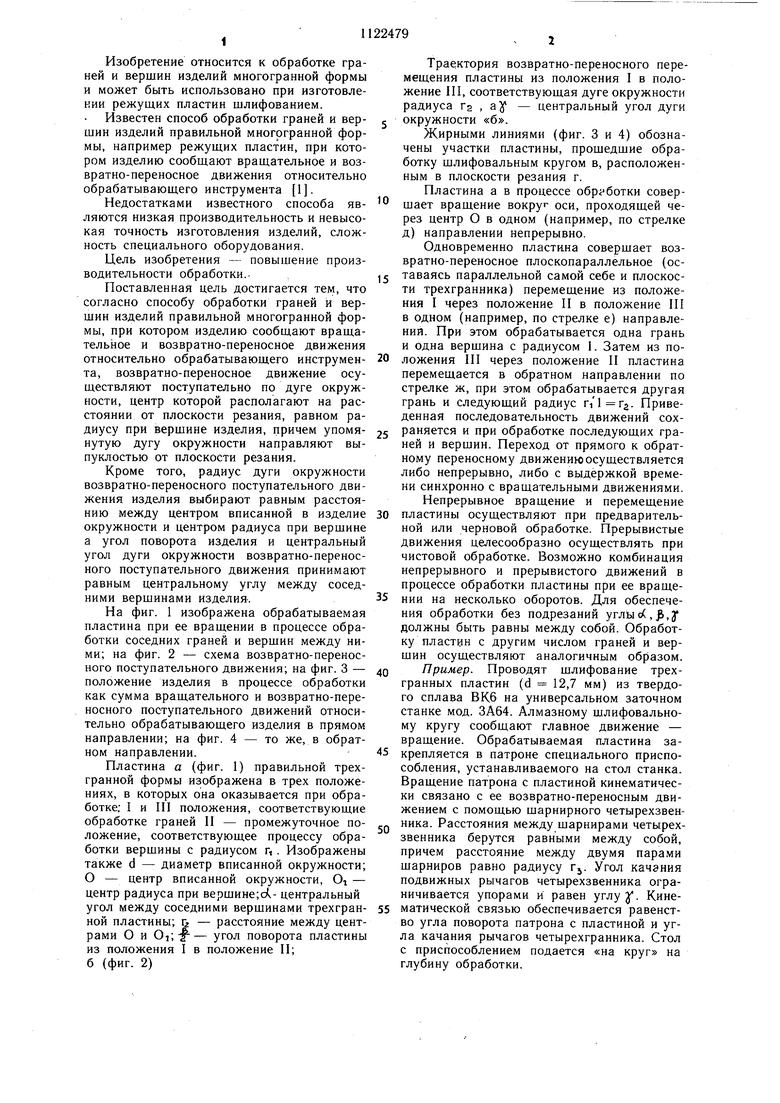
| название | год | авторы | номер документа |
|---|---|---|---|
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ | 1992 |
|
RU2043903C1 |
| Способ обработки цилиндрической детали с многогранным поперечным сечением | 1981 |
|
SU1009726A1 |
| Способ точения многогранной поверхности | 1989 |
|
SU1668045A1 |
| СПОСОБ ЧИСТОВОЙ ОБРАБОТКИ ЦИЛИНДРИЧЕСКИХ ЗУБЧАТЫХ КОЛЕС | 1989 |
|
RU2029663C1 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2472895C2 |
| Способ точения многогранных поверхностей | 1989 |
|
SU1748957A1 |
| СПОСОБ ПОЛУЧЕНИЯ МНОГОГРАННОЙ РЕЖУЩЕЙ ПЛАСТИНЫ | 2007 |
|
RU2362662C2 |
| СПОСОБ ФОРМИРОВАНИЯ ПРОФИЛЯ ГОЛОВКИ РЕЛЬСОВ | 2010 |
|
RU2456144C2 |
| Способ обработки резанием циклоидальных поверхностей | 1985 |
|
SU1337202A1 |
| Способ шлифования зубьев пары сопряженных зубчатых изделий | 1982 |
|
SU1031658A1 |
1. СПОСОБ ОБРАБОТКИ ГРАНЕЙ И ВЕРШИН ИЗДЕЛИЙ ПРАВИЛЬНОЙ МНОГОГРАННОЙ ФОРМЫ, например режущих пластин, при котором изделию сообщают вращательное и возвратно переносное движения относительно обрабатывающего инструмента, отличающийся тем. что, с целью повыщения производительности обработки, возвратно-переносное движение осуществляют поступательно по дуге окружности, центр которой располагают на расстоянии от плоскости резания, равном радиусу при вершине изделия, причем упомянутую дугу окружности направляют выпуклостью от плоскости резания. 2. Способ по п. 1, отличающийся тем, что радиус дуги окружности возвратно-переносного поступательного движения изделия выбирают равным расстоянию между центром вписанной в изделие окружности и центром радиуса при вершине, а угол поворота изделия и центральный угол дуги окружности возвратно-переносного поступательного движения принимают равным центральному углу между соседними вершинами изделия.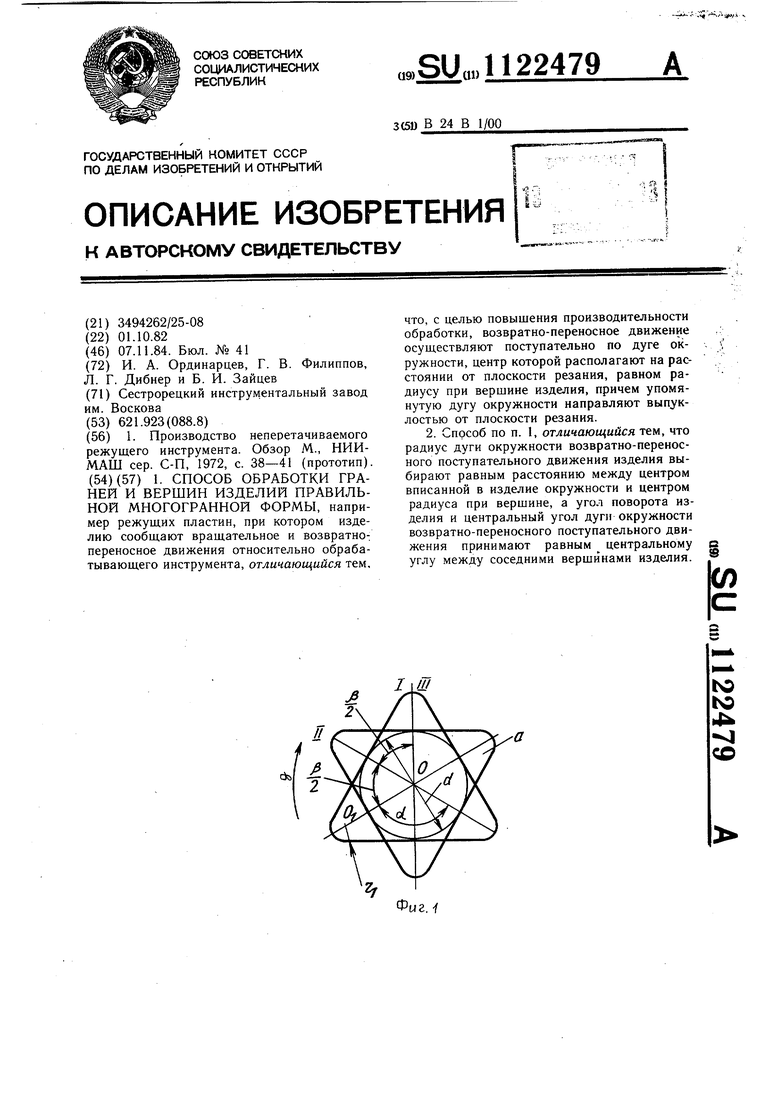
/
/Т/
Фиг. 2
I
л .. . -
. -; 1- .,,:.. .-.- --... - - -:- / --.-- -
- -. -,Ш
Фиг.З
Фиг.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Производство неперетачиваемого режущего инструмента | |||
| Обзор М., НИИМАШ сер | |||
| С-П, 1972, с | |||
| Способ сужения чугунных изделий | 1922 |
|
SU38A1 |
