Изобретение относится к станкостроению, в частности к способам шлифования круговых торцовых зубьев зубчатых полумуфт, применяемых, например, в двигателях внутреннего сгорания.
Известен способ шлифования зубьев пары сопряженных зубчатых изделий чашечным кругом, который враш,ают вокруг его геометрической оси со скоростью резания и сообщают осциллирующее качательное движение вокруг оси, расположенной на нормали к линии зуба обрабатываемого колеса в плоскости, перпендикулярной оси инструмента 1.
Недостатком известного способа является то, что он не дает возможности равномерного распределения зоны температурного нагрева по профилю зуба.
Цель изобретения - повышение качества обработки зубьев зубчатых полумуфт с прямолинейным поперечным профилем зуба путем исключения прижогов.
Указанная цель /юстигается тем, что согласно способу шлифования зубьев пары сопряженных зубчатых изделий чашечным кругом, который вращают вокруг его геометрической оси со скоростью резания и сообщают осциллирующее качательное движение вокруг оси, расположенной на нормали к линии зуба, перпендикулярной оси инструмента, щлифование осуществляют кругом с эвольвентным профилем в сечении плоскостью, проходящей через ось круга, которому сообщают дополнительные согласованные между собой качательное движение вокруг оси, перпендикулярной его геометрической оси, проходящей через центр основных окружностей эвольвентных сечений профиля круга, и возвратно-поступательное движение в торцовой плоскости обрабатываемого колеса.
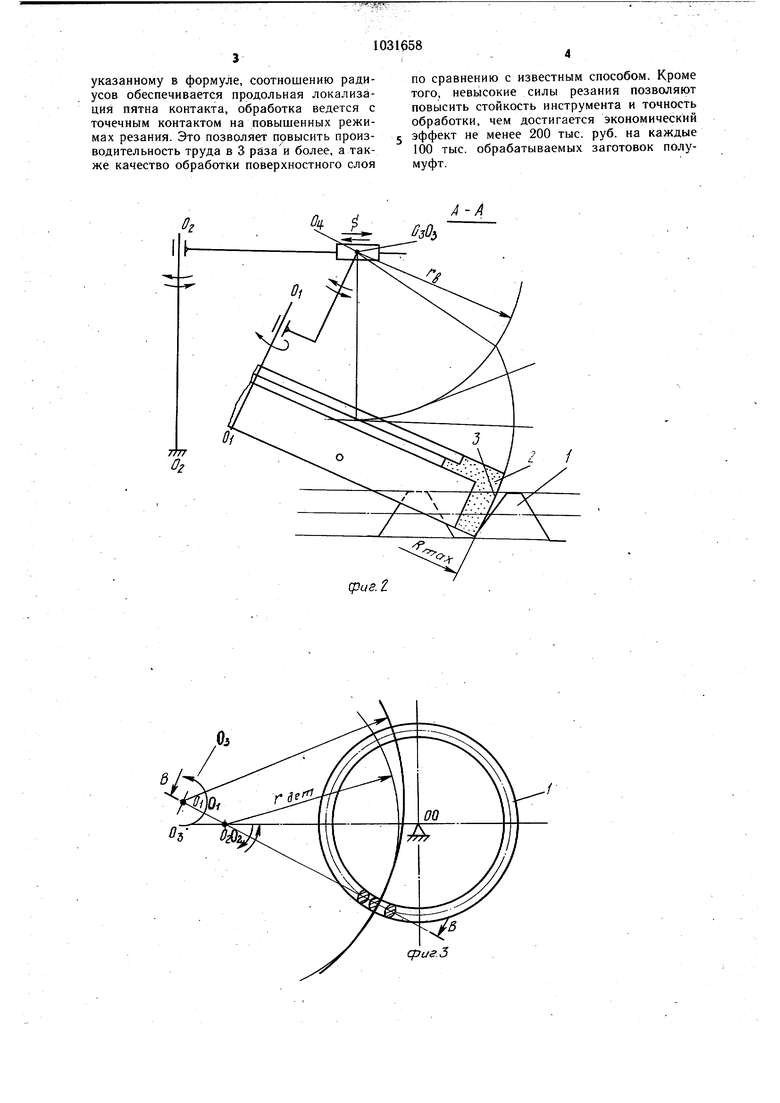
На фиг. 1 показана общая схема реализации способа при обработке полумуфт с вогнутыми зубьями; на фиг. 2 - разрез А-А на фиг. 1; на фиг. 3 - общая схема реализации способа при обработке полумуфт с выпуклыми зубьями; на фиг. 4 - разрез В-В на фиг. 3.
Обрабатываемая полумуфта 1 с круговыми торцовыми зубьями имеет геометрическую ось 00. Чашечный круг 2 имеет ось вращения Oj02. Режущая 3 часть круга 2 имеет эвольвентный профиль в нормальном сечении плоскостью А-А, проходящей через ось 0) О, круга.
Кругу 2 сообщают качательное движение вокруг оси OgOj, параллельной геометрической оси 00 полумуфты и расположенной в центре кривизны продольного профиля зуба. Кроме того, имеется ось ОзОз, перпендикулярная геометрической оси 0,0, круга и проходящая через центр 0. основных окружностей с радиусом г эвольвентных сечений профиля круга 2. Кругу 2 сообщают возвратно-поступательное движение в торцовой плоскости полумуфты 1, согласованное с качательным движением вокруг оси ,.
Круг 2 имеет наибольший радиус R режущей части больший радиусаr gr кривизны зубьев колеса в торцовом сечении при обработке полумуфт с выпуклыми зубьями. При обработке полумуфт с вогнутыми зубьями наименьший радиус режущей части круга 2 выполнен меньшим кривизны зубьев полумуфты в торцовом сечении.
Способ осуществляют следующим образом.
Обрабатываемую полумуфту 1 устанавливают в начальном положении, соответствующем обработке первого кругового торцового зуба. Вращающемуся со скоростью резания кругу 2 придают качательное движение вокруг оси РгРг, параллельной оси О О полумуфты и расположенной в центре кривизны продольного профиля зуба, а также вокруг оси OsOj,, перпендикулярной его геометрической оси О, О,, проходящей через центр Oyj основных окружностей эвольвентных сечений профиля. Кроме того, кругу 2 со скоростью подачи придают возвратно-поступательное движение со скоростью S в торцовой плоскости полумуфты 1, согласованное с качательным движением вокруг оси ОзОз.
Наличие качательного движения круга вокруг оси ОгОз обеспечивает обработку всей продольной линии зуба. (При реализации способа качательное движение может совершать и полумуфта).
Благодаря тому, что профиль зубьев круга в нормальном сечении плоскостью А-А, проходящей через ось круга, эвольвентный, обеспечивается поперечная локализация пятна контакта и одновременно профилирование прямого поперечного профиля полумуфт. Причем обработка полного профиля с локализацией возможн.а из-за наличия качательного движения вокруг оси ОзОд, перпендикулярной его геометрической оси OjOj, проходящей через центр основных окружностей эвольвентных сечений профиля круга, так как только благодаря этим движениям эвольвентный профиль круга, обкатываясь, огибает прямолинейный профиль зуба обрабатываемой полумуфты.
В частном случае, когда обрабатываются материалы, относительно легко шлифуемые, обработку можно производить с . линейчатым контактом. Для этого радиус Tg основной окружности эвольвенты профиля круга в нормальном сечении принимают равным бесконечности, в результате чего эвольвентный профиль становится прямолинейным и исключает качательное движение вокруг оси OjOj.
Благодаря тому, что круг имеет два независимых параметра и благодаря выбору.
указанному в формуле, соотношению радиусов обеспечивается продольная локализация пятна контакта, обработка ведется с точечным контактом на повышенных режимах резания. Это позволяет повысить производительность труда в 3 раза и более, а также качество обработки поверхностного слоя
0;
по сравнению с известным способом. Кроме того, невысокие силы резания позволяют повысить стойкость инструмента и точность обработки, чем достигается экономический эффект не менее 200 тыс. руб. на каждые 100 тыс. обрабатываемых заготовок полумуфт.
xf-
V
Р
.
5(ри8.2.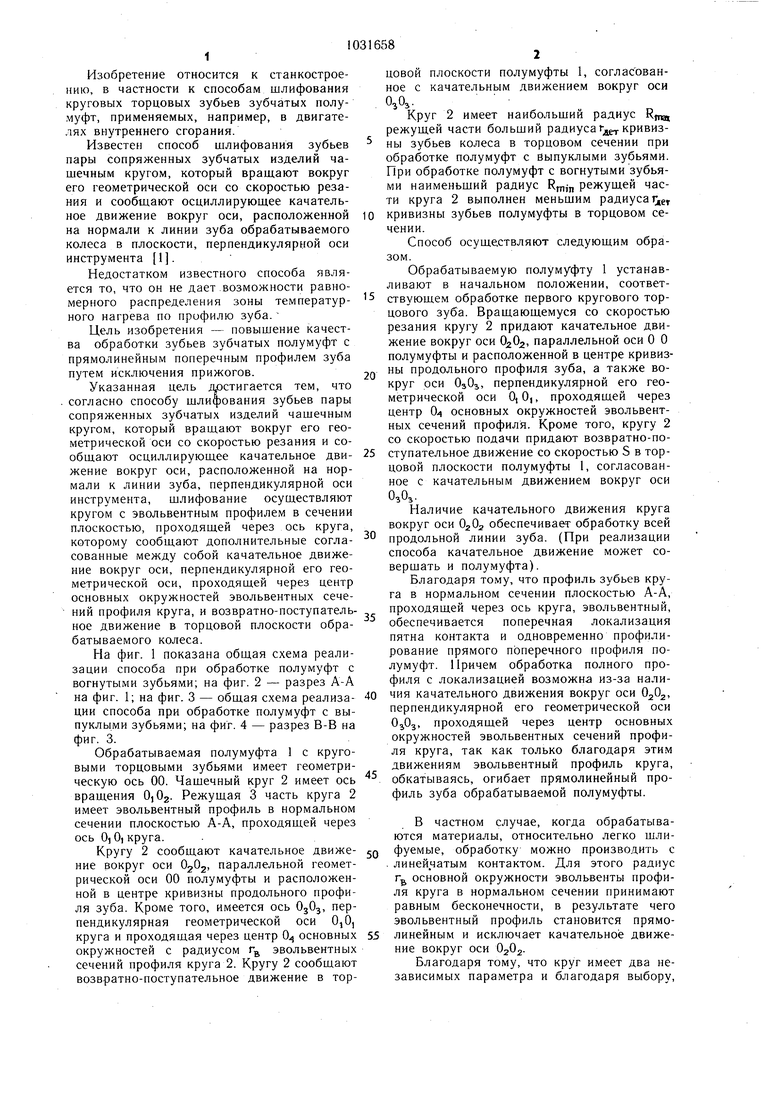
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ шлифования зубчатыхКОлЕС | 1979 |
|
SU810407A1 |
| СПОСОБ ШЛИФОВАНИЯ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2047430C1 |
| Способ шлифования зубчатых колес с круговыми зубьями и станок для его осуществления | 1982 |
|
SU1079380A1 |
| СПОСОБ ОБРАБОТКИ ЭВОЛЬВЕНТНЫХ ПРОФИЛЕЙ КРУГОВЫХ ЗУБЬЕВ ЦИЛИНДРИЧЕСКИХ КОЛЕС | 1992 |
|
RU2049608C1 |
| Способ обработки бочкообразных зубчатых колес | 1980 |
|
SU1006113A1 |
| Прямозубое цилиндрическое колесо | 1982 |
|
SU1076664A1 |
| Способ обработки пространственных зубчатых колес | 1982 |
|
SU1168360A1 |
| Устройство для шлифования эвольвентных зубчатых колес | 1981 |
|
SU1009657A1 |
| Способ нарезания сферических зубчатых колес | 1989 |
|
SU1636144A1 |
| Способ шлифования зубчатых колес с круговыми зубьями | 1984 |
|
SU1247202A1 |

СПОСОБ ШЛИФОВАНИЯ ЗУБЬЕВ ПАРЫ СОПРЯЖЕННЫХ ЗУБЧАТЫХ ИЗДЕЛИЙ чашечным кругом, который вращают вокруг его геометрической оси со скоростью резания и сообщают осциллирующее качательное движение вокруг оси, расположенной на нормали к линии зуба обрабатываемого колеса в плоскости, перпендикулярной оси инструмента, отличающийся тем, что, с целью повышения качества обработки зубьев зубчатых полумуфт с прямолинейным поперечным профилем зуба путем исключения прижогов, шлифование производят кругом с эвольвентным профилем в сечении плоскостью, проходящей через ось круга, которому сообщают дополнительные согласованные между собой качательное движение вокруг оси, перпендикулярной его геометрической оси, проходящей через центр основных окружностей эвольвентных сечений профиля круга, и возвратно-поступательное движение в торцовой плоскости обрабатываемого колеса. С2 S (Л со О5 сл ОС
огсриг.5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ регулирования длины пятна контакта пары конических колес | 1977 |
|
SU753565A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
