Изобретение относится к машиностроению и предназначено для заточки металлорежущих инструментов.
Известен способ заточки переходно-зачищающей кромки резца, при котором резец поворачивают относительно вертикальной оси, параллельной боковой поверхности резца и определяющей радиус заточки 1.
Однако известный способ не обеспечивает при заточке регламентированную длину активного участка переходно-зачищающей режущей кромки резца.
Цель изобретения - повышение качества заточки путем обеспечения регламентированной длины активного участка переходно-зачищающей режущей кромки резца.
Поставленная цель достигается тем, что согласно способу заточки переходно-зачищающей кромки резца, при котором резец поворачивают относительно вертикальной оси, параллельной боковой поверхности резца и определяющей радиус заточки, производят измерение активного участка переходно-зачищающей кромки шаблоном-угольником, нулевую отметку шкалы которого совмещают с плоскостью, параллельной боковой поверхности резца и проходящей через упомянутую ось поворота.
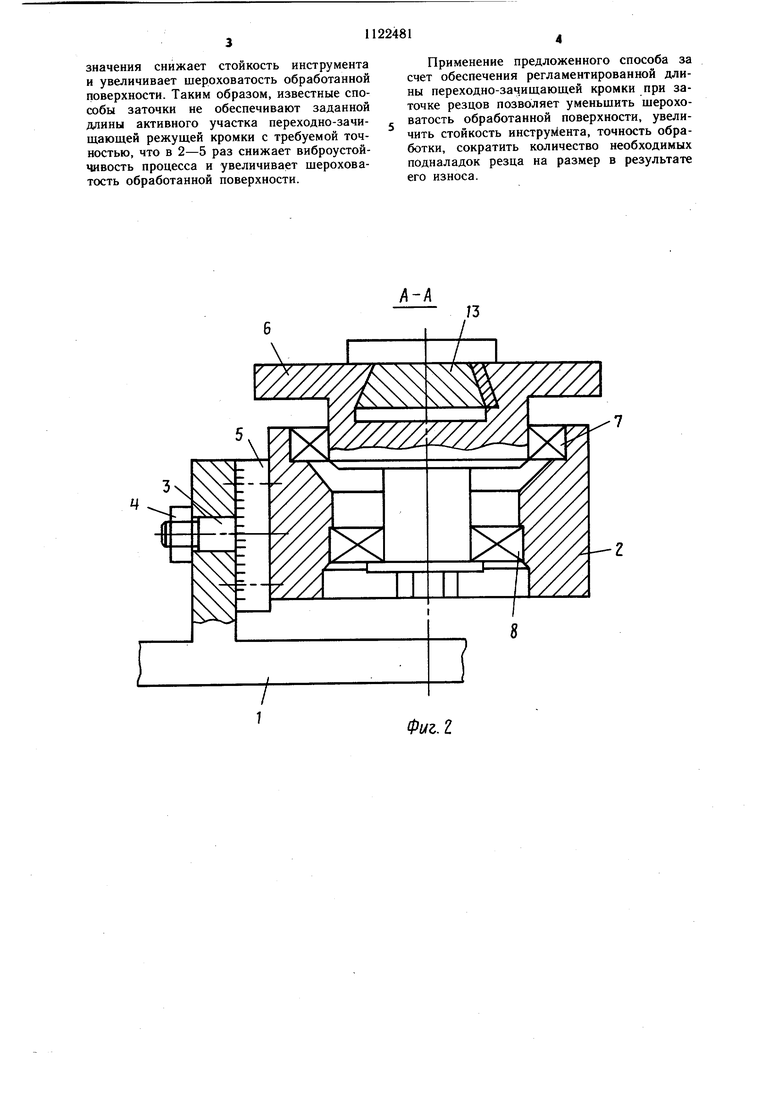
На фиг. 1 изображено приспособление для реализации предлагаемого способа, план; на фиг. 2 - сечение А-А на фиг. 1; на фиг. 3 - таблица сравнительных результатов, полученных при заточке резцов по известному и предложенному способам.
Приспособление, реализующее предложенный способ, состоит из основания 1, корпуса 2, имеющего ось 3 с целью поворота на необходимый задний угол резца, гайки 4 для фиксации корпуса в нужном положении лимба 5 для отсчета угла поворота на величину заднего угла, стола 6, установленного в отверстии корпуса на подшипниках 7 и 8 качения. На столе выполнен паз типа ласточкин хвост и измерительная плоскость 9 с риской 10, расположенной по горизонтальной оси приспособления. На столе крепится планка 11 и винт 12 для перемещения ползуна 13, на котором расположены установочная планка 14, планка 15 и винт 16, служащие для закрепления резца. Шаблон 17 выполнен в виде угольника с двумя взаимно перпендикулярными плоскостями и имеет шкалу 18, которая служит для установки щаблона и измерения радиуса заточки, и шкалу 19 для контроля величины смещения.
Шаблон 17 устанавливают по измерительной плоскости 9 и выдвигают относительно риски 10 и щкалы шаблона 17 на величину радиуса заточки с учетом необходимого припуска. Резец устанавливают на ползун 13, прижимают боковой поверхностью к установочной планке 14, выдвигают до соприкосновения со шкалой шаблона 17 и закрепляют винтом 16.
Корректировку положения вершины резца относительно линии, проходящей через
ось вращения стола, производят вращением винта 12 и измерением положения резца, после чего щаблон снимают с приспособления и резец подводят к щлифовальному кругу станка с помощью механизма подачи станка. Заточку переходно-зачищающей кромки осуществляют вращением стола, а поперечную подачу - с помощью механизма поперечной подачи стола заточного станка. По мере заточки резца периодически осуществляют контроль длины активной
части переходно-зачищающей режущей кромки по шкале шаблона 17. Для измерения резец выводят из зоны заточки с помощью механизма продольной подачи стола станка. Операции шлифования и контроля повторяют до достижения заданной длины переходно-зачищающей режущей кромки.
В предложенном приспособлении для заточки регламентированной переходно-зачищающей режущей кромки используются ус5 тановочная плоскость для базирования резца по боковой поверхности державки, измерительная плоскость, выполненная параллельно установочной плоскости, и шаблон для установки резца и измерения длины переходно-зачищающей режущей кромки.
Использование перечисленных элементов позволяет заточить переходно-зачищающую режущую кромку по дуге окружности, обеспечив заданную длину активного участ, ка переходно-зачищающей кромки.
Для выявления эффективности использования предложенного способа проводят сравнительные испытания по заточке резцов на известном и предложенном приспособлениях. Затачивается резец с длиной переходно-за0 чищающей режущей кромки равной 2 мм и радиусом 70 мм. Анализ результатов испытаний (фиг. 3) показывает, что доверительный интервал погрешности длины переходно-зачищающей режущей кромки для
5 резцов, заточенных по предложенному способу, на порядок меньше, чем для резцов, заточенных по известному способу.
На основании проведенных исследований установлено, что оптимальная длина 0 активного участка переходно-зачищающей режущей кромки составляет 1,55. Увеличение этой длины относительно оптимального значения снижает виброустойчивость системы и в связи с этим допускает применение резцов с переходно-зачищающей режущеи кромкой только при очень малых глубинах резания ,l мм), а уменьшение этой длины относительно оптимального
значения снижает стойкость инструмента и увеличивает шероховатость обработанной поверхности. Таким образом, известные способы заточки не обеспечивают заданной дайны активного участка переходно-зачищающей режущей кромки с требуемой точностью, что в 2-5 раз снижает виброустойчивость процесса и увеличивает шероховатость обработанной поверхности.
Применение предложенного способа за счет обеспечения регламентированной длины переходно-зачищающей кромки при заточке резцов позволяет уменьшить шероховатость обработанной поверхности, увеличить стойкость инструмента, точность обработки, сократить количество необходимых подналадок резца на размер в результате его износа.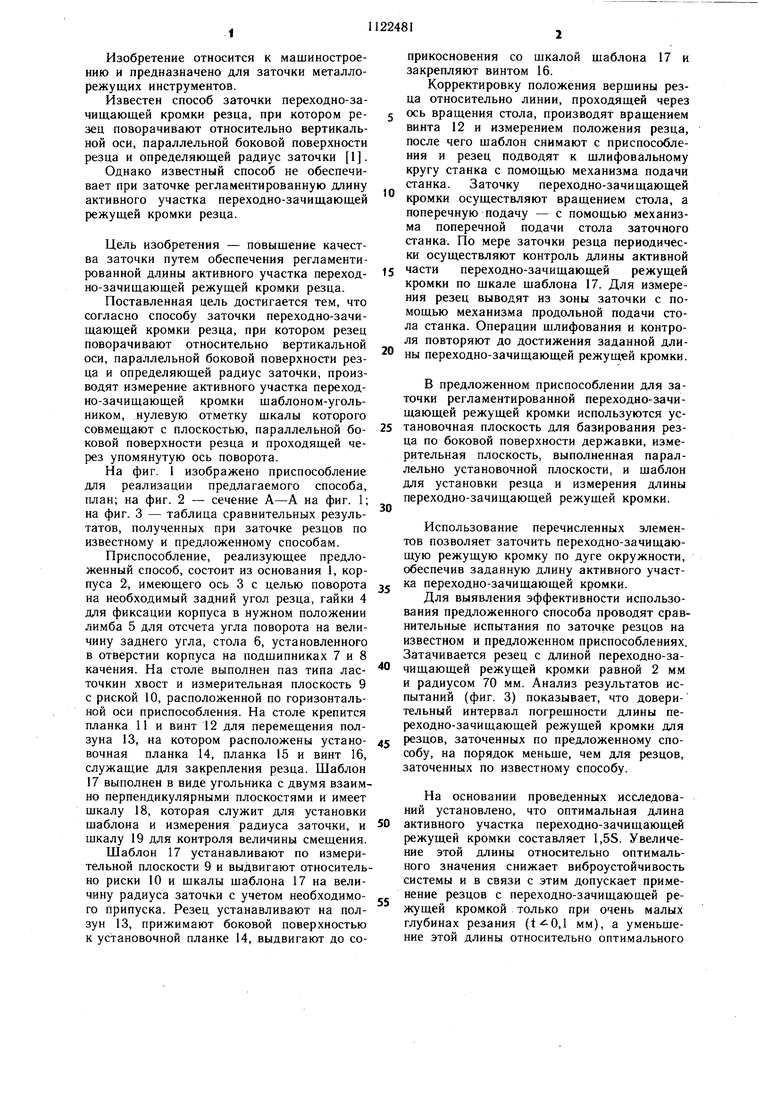
| название | год | авторы | номер документа |
|---|---|---|---|
| ПРИСПОСОБЛЕНИЕ ДЛЯ ЗАТОЧКИ КРИВОЛИНЕЙНЫХ РЕЖУЩИХ КРОМОК ИЗДЕЛИЙ ТИПА РЕЗЦОВ | 1969 |
|
SU247069A1 |
| СПОСОБ НАРЕЗАНИЯ ЛИМБА С ТРАПЕЦЕИДАЛЬНОЙ ФОРМОЙ ШТРИХОВ И КРУГОВАЯ ДЕЛИТЕЛЬНАЯ МАШИНА ДЛЯ ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2094205C1 |
| Устройство для заточки резцов | 1932 |
|
SU45178A1 |
| Способ торцевого фрезерования | 1936 |
|
SU52250A1 |
| Приспособление для заточки и доводки резцов | 1961 |
|
SU145147A1 |
| Способ изготовления фасонных резцов для зуборезных фрез | 1921 |
|
SU318A1 |
| Способ установки инструмента | 1973 |
|
SU478686A1 |
| Устройство для обработки некруглых отверстий | 1976 |
|
SU660782A1 |
| РОТАЦИОННЫЙ РЕЗЕЦ | 2011 |
|
RU2463130C1 |
| Приспособление для корректирования контура графического шаблона в станке, работающем при помощи фотоэлемента | 1936 |
|
SU55674A1 |

СПОСОБ ЗАТОЧКИ ПЕРЕХОДНО-ЗАЧИЩАЮЩЕЙ КРОМКИ РЕЗЦА, при котором резец поворачивают относительно вертикальной оси, параллельной боковой поверхности резца и определяющей радиус заточки, отличающийся тем, что, с целью повыщения качества заточки, производят измерение активного участка переходно-зачищающей кромки шаблоном-угольником, нулевую отметку шкалы которого совмещают с плоскостью, параллельной боковой поверхности резца и проходящей через упомянутую ось поворота. Ш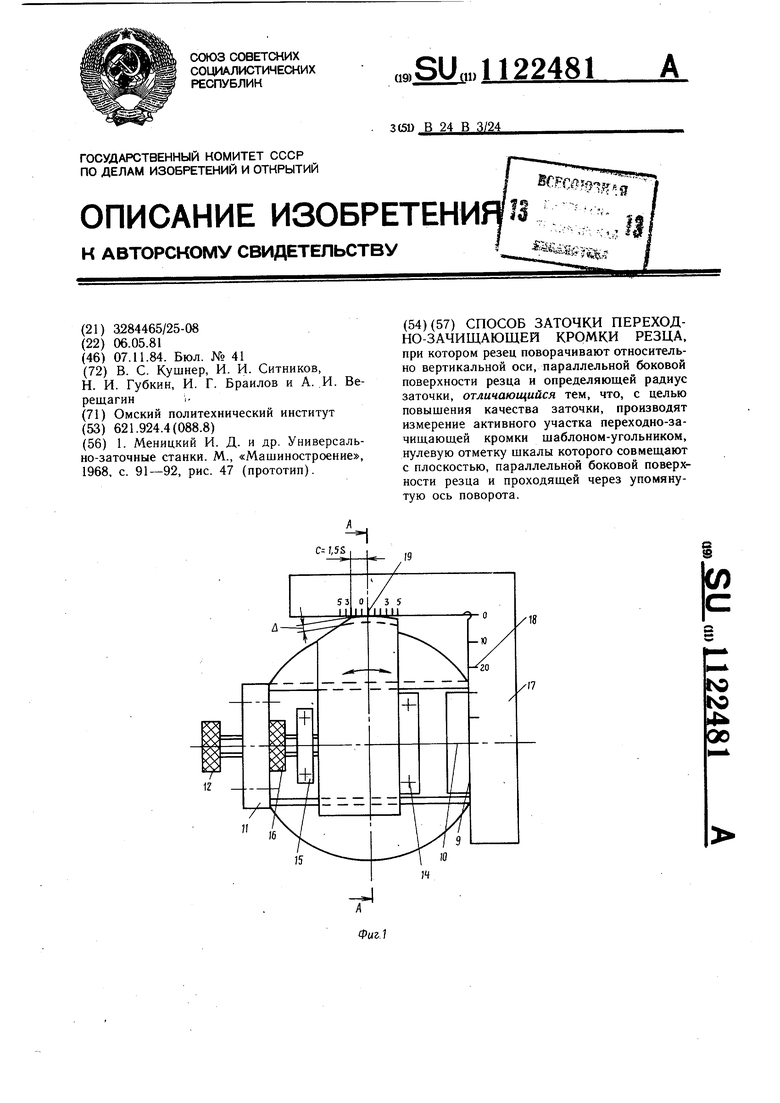
д-л
/3 Фиг,, г
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Меницкий И | |||
| Д | |||
| и др | |||
| Универсально-заточные станки | |||
| М., «Машиностроение, 1968, с | |||
| Огнетушитель | 0 |
|
SU91A1 |
| Способ очищения сернокислого глинозема от железа | 1920 |
|
SU47A1 |
