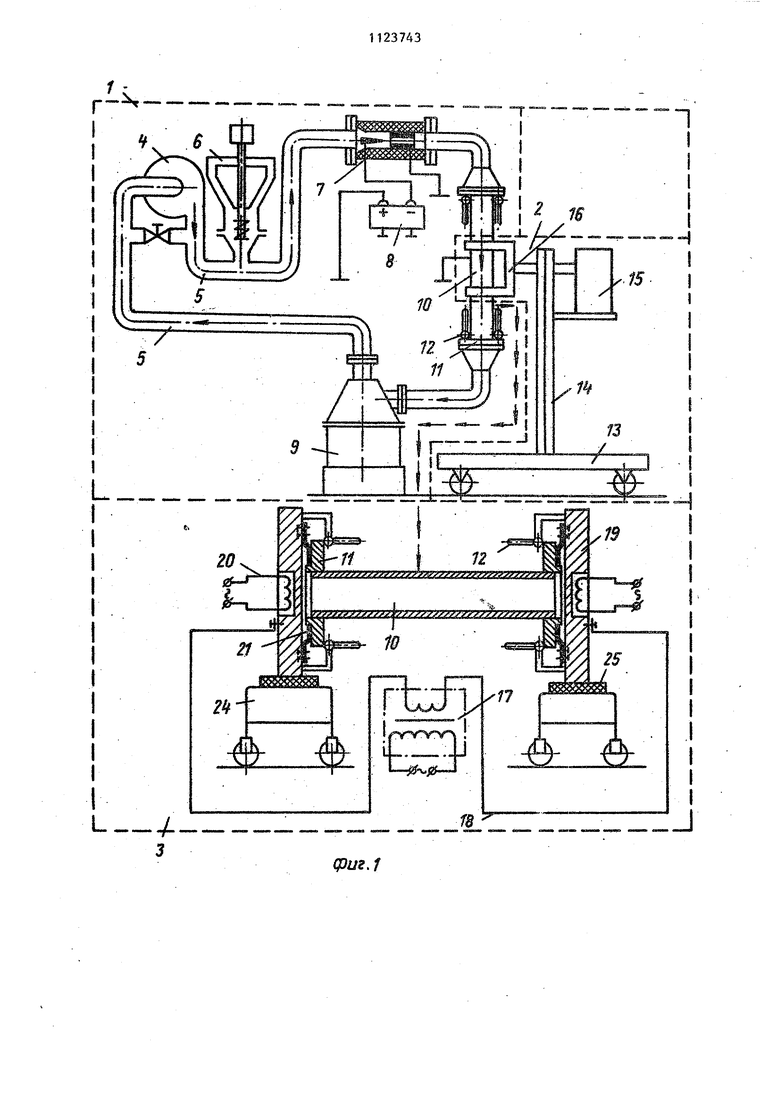
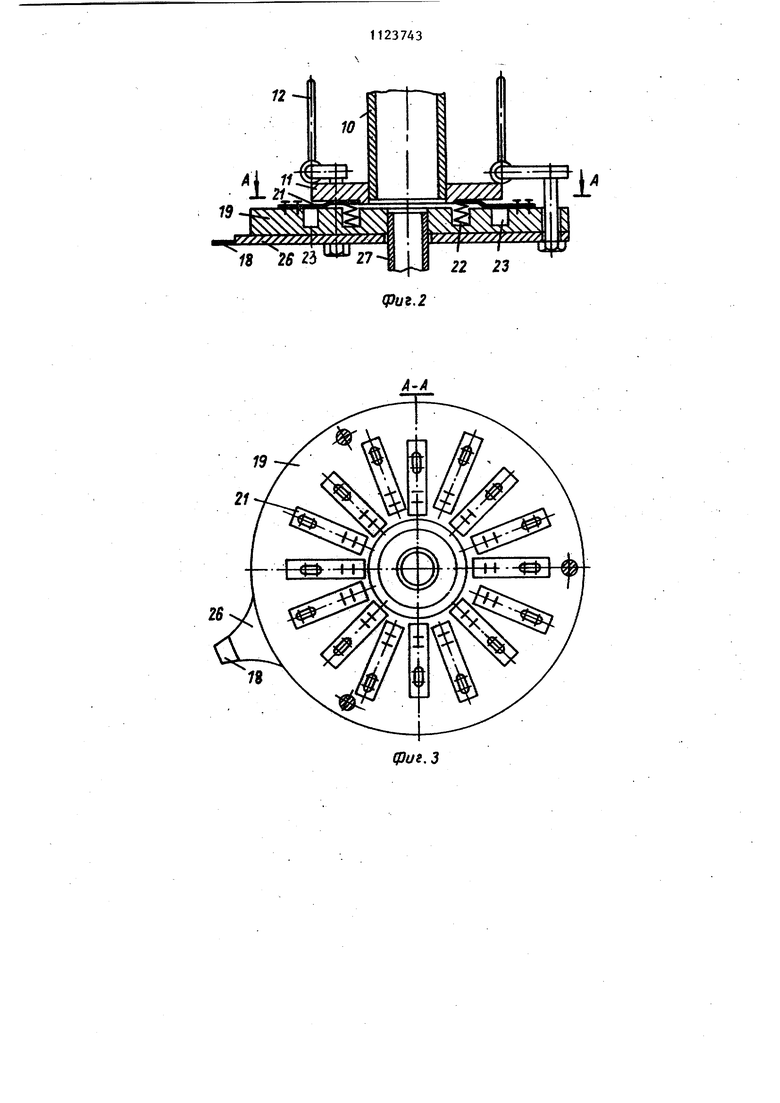
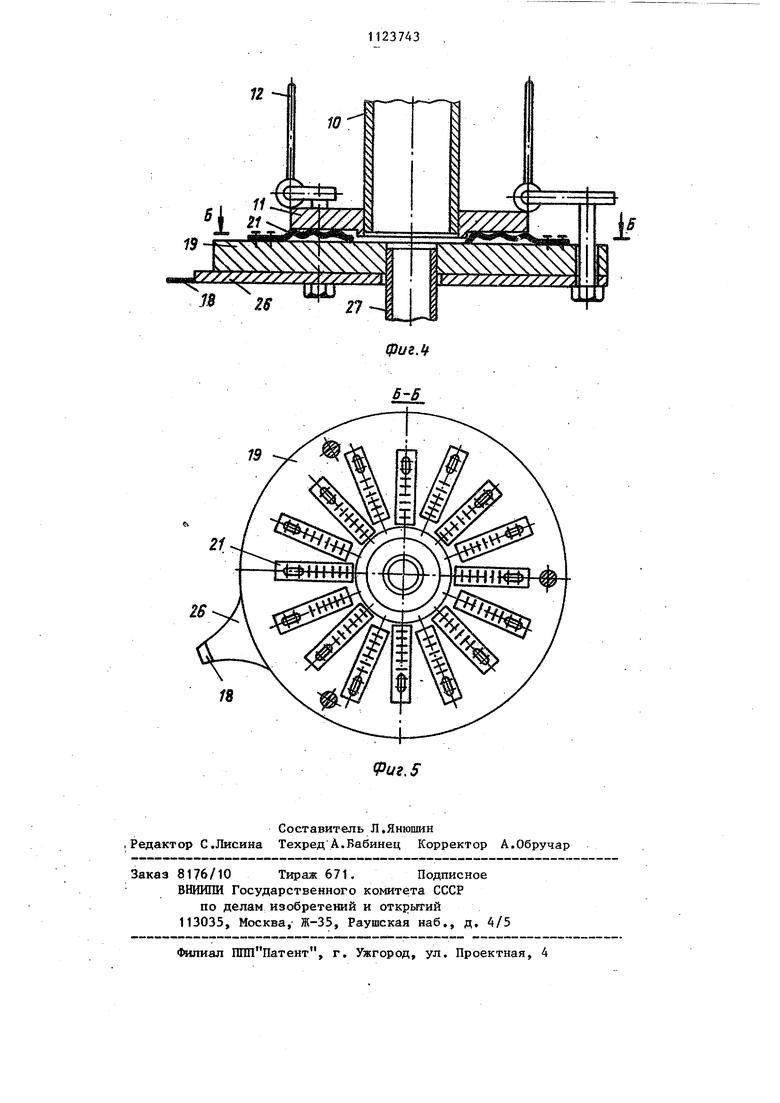
Изобретение относится к технологи нанесения полимерных порошковых покрытий и может найти применение при нанесении покрытий из порошковых полимеров на токопроводящие трубные изделия с фланцами или другие аналогичные изделия. Известна установка для нанесения Полимерных порошковых покрытий на внутреннюю поверхность труб малого диаметра, содержащая устройство напыления покрытия, включающее бункернакопитель заряженных частиц, иониза тор с коронирующими электродами и источник высокого напряжения, при это Вункер-накопитель заряженных частиц располсжен между ионизатором и покрываемой трубой. Установка содержи также устройство термического формирования полимерного порошкового покрытия, выполненное в виде понижающего трансформатора, вторичная обмот ка которого снабжена контактными шайбами, слзгасащими для установки и подключения покрываемой трубы m. Однако эта установка не позволяет получить качественное полимерное покрытие на внутренней поверхности трубы с фланцами и одновременно на уплотнительных фланцевых поверхностя покрываемой трубы., из-за того, что устройство термического формирования покрытия не обеспечивает равномерного распределения термператур в токопроводящих изделиях, имеющих разные толщины, т.е. в трубах с флан цами, ни в продольном вдоль оси изделия сечении, ни в поперечном сечении, например, на привалочной фланцевой поверхности. Так, продольная неравномерность температурного поля достигает в этой установке величины порядка 50-60°С, а в поперечном сечении - 40-ЗО С. В то же время для качественного нанесения полимерного порошкового покрытия отклонение температуры в режиме термического формирования не должно превьш1ать Наиболее близкой к предлагаемой по технической сущности и достигае- мому положительному эффекту является установка для нанесения полимерных порошковых покрытий на токопроводящ изделия, содержащая устройство для н пылен((я, транспортирующее устройство и устройство термического формирования полимерного порошкового покрытия выполненное в виде понижающего тран форматора с контактными шайбами во вторичной обмотке для установки и подключения изделия. Контактные шайбы снабжены устройством для дополнитель«ого подвода тепла, чтобы создать равномерное температурное поле в продольном вдольоси изделия направлении. Это необходимо, так как контактные шайбы в известной установке иг- . рают роль фланцев, т.е. создают разнотолщинность и способствуют, таким образом, созданию продольного градиента температур вдоль оси изделия iz, Однако устройство термического формирования известной установки имеет тот недостаток, что не позволяет обеспечить равномерное поперечное распределение температуры в изделиях с фланцами на уплотнительных фланцевых поверхностях, что не позволяет нанести на изделие качественного покрытия. Различие температур в разных по поперечному сечению точках фланца достигает 57 С, Недостаток известного устройства термического формирования покрытий в известной установке связан с тем, что оно не позволяет уст-. . ранить основную причину неравномерного распределения электрического тока по поверхности трубного изделия с фланцами, обусловленную плоским соприкосновением поверхности контактной шайбы с поверхностью фланца. При таком соприкосновении обязательно возникают места с плотным и неплотным контактом, обусловленные микрорельефом упомянутьк поверхностей. Все это ведет к появлению зон с повышенным и пониженным сопротивлением электрическому току, которые расположены случайно и неравномерно по поперечному сечению фланца. В местах повьш1енного сопротивления возникают местные перегревы фланца, в местах пониженного сопротивления возникает местньй недогрев фланцевой поверхности . Цель изобретения - повышение качества покрытий на токопроводяшнх изделиях с фланцами. Поставленная цель достигается тем, что в установке для нанесения полимерных порошковых покрытий на токопроводящие изделия, содержащей устройство для напьшения, транспортирукщее устройство и устройство термического формирования полимерного порошкового покрытия, выполненное в виде понижающего трансформатора с контактными шайбами во вторичной обмотке для установки и подключения изделия, каждая контактная шайба снабжена промежуточными контактами плас- тинчатой формы, выполненными из упру гого токопроводящего материала, ради ально расположенными на контактной шайбе равномерно по ее поверхности и прикрепленными к шайбе одним концом, в котором выполнен продольньй .паз для обеспечения возможности ради ального перемещения. Кроме того, промежуточные контакт выполнены .5 -образной формы, причем незакрепленные их концы подпружине, ны пружинами, установленными в выполненных в контактной шайбе отверс- тиях о Промежуточные контакты могут быть выполнены волнообразной формы с одинаковой амплитудой и длиной волны При этом, с целью упрощения эксплуатации установки, контактные шайбы снабжены механизмом их перемещения в виде транспортных тележек. На фиг. 1 представлена предлагаемая установка, общий вид,- на фиг, 2 соединение контактной шайбы с покрываемым по привалочной поверхности фланцем трубы, покрываемой по внутренней поверхности, через промежуточ ные контакты 5 -образной формы, продольный разрез} на фиг, 3 - разрез А-А на фиг. 2 (распределение промежуточных контактов 5 -образной формы на поверхности контактной шайбы)j на фиг, 4 - соединение контактной шайбы с. покрываемым по привалочной поверхности фланцем трубы, покрываемой по внутренней поверхности через промежуточные контакты волнообразной формы, продольный разрез на фиг. 5 - разрез Б-В на фиг. 4 (распределение промежуточных контактов волнообразной формы по поверхнос ти контактной шайбы). Установка содержит устройство 1 .напыления полимерного порошкового покрытия на внутренную поверхность трубного изделия и привалочную поверхность фланцев, транспортное устройство 2 для перемещения покрываемо го трубного изделия с фланцами, устройство 3 термического формирования покрытия на трубном изделии с фланцами. Устройство 1 напыления полимерного порошкового покрытия на внутреннюю поверхность трубного изделия и привалочную поверхностьфланцев выполнено в виде замкнутого циркуляционного контура, который содержит циркуляционньй вентилятор 4, соединенный с остальными элементами устройства с помощью соединительных трубопроводов 5, шнековый питатель 6 для подачи порошка полимера в контур, установленный вциркуляционном контуре со стороны нагнетательного патрубка циркуляционного вентилятора, зарядное устройство 7 коронного типа с внутренней зарядкой частиц порошка полимера, соединенное со шнековым питателем трубой контура, источник 8 высокого напряжения, соединенный с зарядкьш устройством, циклон 9 для . улавливания неосевших на изделие частиц порошка полимера, расположенный в циркуляционном контуре со стороны всасывакщего патрубка циркуляционного вентилятора, покрываемое трубное изделие10 с фланцами 11,. замьшающее циркуляционный контур между выходным трубопроводом из зарядного устройства и входным патрубком в циклон при помощи эксцентриковых механических зажимов 12. Транспортное устройство 2 служит для перемещения покрываемого трубного изделия с фланцами в устройство 1 напыления, в устройство 3 термического формирования покрытия на изделии, к месту складирования готовых изделий (не показано).. Транспортное устройство 2 содержит транспортирующую тележку 13, на основании которой укреплен на стойках 14 механизм 15 привода. На выходном валу которого укреплены захваты 16, служащие для установки и удержания покрываемого изделия в устройстве 1 напыления, а также в устройстве 3 термического формирования покрытия. Устройство 3 термического формирования порошкового полимерного покрытия содержит понижающий трансформатор 17и связанную с ним вторичную обмотку с подводящими электроэнергию к покрываемому изделию кабелями 18, . концы которых снабжены контактными 19. Для установки, подключения и удержания покрываемого изделия в устройстве 3 термического формирования контактные шайбы 19 снаб-
жены расположенными на их поверхности, обращенной к покрываемому изделию,, эксцентриковыми механическими зажимами 12 (фиг, 2), Контактные шайбы 19 снабжены также устройством 20 для подвода тепла, расположенньм в ;Теле контактной шайбы со стороны противоположной стороны контактной шайбы, обращенной к покрываемой фланцевой поверхности трубного изделия.
С фланцами 11 покрываемого трубного изделия 10 контактные шайбы 19 соединёны через промежуточные контакты
21,установленные на поверхности контактной шайбы, обращенной к покрываемому изделию. Кроме того, промежуточные контакты 21 снабжены пружинами
22,установленными в отверстиях 23, выполненных в теле контактной шайбы также на ее стороне, обращенной к покрываемому изделию.
Контактные шайбы 19 с подводящими к ним электроэнергию кабелями 18 вторичной обмотки размещены на транспортирующей тележке 24. Сам кабель 18 вторичной обмотки подсоединен к контактной шайбе 19 через токоподводящую пластину 26. Контактная шайба 19 при этом укреплена на центральной трубе 27, соединенной со стойкой (не показана), и укреплена на транспортной тележке 24 через тепло- и электроизоляционную прокладку 25.
Работа установки осуществляется следующим образом.
Изделие 10 после нанесения покрытия в циркуляционном контуре устанавливается в устройстве 3 термического формирования покрытия фланцами 11 на контактах 21, соединенных с контактными шайбами 19. Закрепление производят при помощи эксцентриковых механических зажимов 12. На трансформатор 17 подается напряжение требуемой величины, вследствие чего во вторичной обмотке кабеля 18 индуцируется ток, нагревающий трубное изделие 10 с фланцами 11 до необходимой температуры. При этом также подается напряжение требуемой величины в устройство 20 для дополнительного обогрева контактных шайб 19, чтобы выраннять температурное поле в продольном вдоль оси трубного изделия 10 нап завлении.
Для того, чтобы обеспечить термическое формирование указанньк типоразмеров трубных изделий с фланцами, контакты 21 расположены равномерно по рабочей поверхности контактной шайбы 19, причем половина промежуточных контактов 5 -образной формы расположена на максимальном расстоянии от центра контактной шайбы 19, а другая половина устанавливается на минимальном расстоянии от ее центра.
Промежуточные контакты 5 -образно формы работают следующим образом.
При установке в устройство 3 термческого формирования покрытия трубных изделий 10 малого диаметра в работу включаются контакты 21, нахор,ящ1еся на минимальном расстоянии, от центра контактной шайбы 19. По мере увеличения диаметра покрьшаемых изделий, промежуточные контакты, установленные на минимальном расстоянии от центра контактной шайбы 19, перемещают в пазу вдоль радиуса контактной шайбы 19, увеличивая этим их расстояние от центра контакной шайбы 19, для того,чтобы обеспечить целостность покрытия на привалочных фланцевых поверхностях 11 и равномерное распределение промежуточных контактов на увеличивающейся фланцевой поверхности изделия 10. При этом в работу включается часть поверхности промежуточных контактов, находящихся на максимальном расстоянии от центра контактной шайбы 19. При наибольшем диаметре покрываемого изделия в работу устройства 3 термического формирования включены все промежуточные контакты, находящиеся на поверхности контактной шайбы 19.
Применение контактов волнообразно формы позволяет отказаться от установки пружин 22 и вьтолнения отверстий 23 под пружины в тепе контактной шайбы 19, что ведет к упрощению конструкции. Это возможно благодаря тому, что промежуточный контакт волнообразной формы вьшолиби из упругой берйллиевой бронзы. Поэтому волнообразный элемент работает как пружина, деформируясь при установке его в рабочем положении в радиальном направлении. Обычно выполняют 3-6 волн при этом амплитуда волны превьш ает в обязательном порядке не менее чем в 2 раза высоту выступа на привалочной фланцевой поверхности. Диапазон упомянутых высот для труб лиаметром 50-150 мм, покрываемых в предлагаеМой установке, составляет 1-3 мм, амплитуда волны волнообразного промежуточного контакта составляет 14 м а длина волны f составляет 12 мл,число волн - 4 шт. Соответствующее число устанавлива мых на контактной шайбе 19 промежуточных контактов определяется из условия обеспечения максимального вьщеления тепла на изделии 10, а не на подводящих к нему электроэнергию кабелях 18 вторичной обмотки понижающего трансформатора 17 и промежуточных контактах. Для этого суммар ное электрическое сопротивление подв дящих кабелей 18 и контактов 21 долж но быть менее электрического сопроти ления издедгая 10 (обычно это соотношение вьвюлняют не менее чем в 2,0 раза). При этом условии обеспет чиваются меньшие теплопотери в подводящих . кабелях 18 и промежуточных контактах 21, и максимальное вьделение тепла происходит на изделии 10 1 38 Последнее важно для случая нанесения покрытия на трубные изделия из цветных металлов, имеющих разную и значиteльнyю величину теплопроводности. Таким образом, предлагаемая устайовка для нанесения полимерных порош ковых покрытий на трубные изделия с фланцами с использованием промежуточных контактов 21 позволяет наносить качественные покрытия на трубные изделия с фланцами и привалочные фланцевые поверхности, так как создает в поперечном сечении покрываемого изделия на привалочных фланцевых пов ерхностях равномерное по поперечному сечению температурное поле, обеспечкваущее минимальный перепад температур, допустимый по технологии теркмческого формирования полимерных термопластов и реактопорошков, не свыше 5-10 С темперапластов, туры термического формирования соответствующего полимерного порошкового покрытия.
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерных порошковых покрытий на токопроводящие изделия | 1984 |
|
SU1224015A1 |
| Установка для нанесения полимерных покрытий на длинномерные изделия | 1980 |
|
SU921636A1 |
| ПИСТОЛЕТ-РАСПЫЛИТЕЛЬ ЭЛЕКТРОСТАТИЧЕСКИЙ ДЛЯ ПОРОШКОВЫХ МАТЕРИАЛОВ | 1996 |
|
RU2115487C1 |
| Способ нанесения полимерного порошкового покрытия и устройство для его осуществления | 1980 |
|
SU887028A1 |
| Способ нанесения покрытий методом электроконтактного припекания | 1982 |
|
SU1087285A1 |
| СПОСОБ ПОДГОТОВКИ К ЭКСПЛУАТАЦИИ НАРЕЗНЫХ НЕФТЕГАЗОПРОМЫСЛОВЫХ ТРУБ И КОМПЛЕКС ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2006 |
|
RU2312201C1 |
| Способ защиты внутренней полости трубопровода от коррозии и абразивного износа | 2018 |
|
RU2684518C1 |
| Установка для нанесения покрытий на равнотолщинные токопроводящие изделия | 1977 |
|
SU667253A1 |
| Установка для нанесения полимерных покрытий | 1978 |
|
SU749438A1 |
| СПОСОБ СОЕДИНЕНИЯ ТРУБ С ВНУТРЕННИМ И НАРУЖНЫМ ПОКРЫТИЯМИ И УСТРОЙСТВО ДЛЯ ЕГО РЕАЛИЗАЦИИ | 2012 |
|
RU2485386C1 |
1. УСТАНОВКА ДЛЯ НАНЕСЕНИЯ ПОЛИМЕРНЫХ ПОРОШКОВЫХ ПОКРЬП:ИЙ НА ТОКОПРОВОДЯВДЕ ИЗДЕЛИЯ, содержащая устройство для напыления, транспортирующее устройство и устройство термического формирования полимерного порошкового покрытия, выполненное в виде понижающего трансформатора с контактными шайбами во вторичной обмотке рдя установки и подключения изделия, отличающаяся тем, что, с целью повьш1ения качества покрытий на токопроводящих изделиях с фланцами, каждая контактная шайба снабжена промежуточными контактами пластинчатой формы, выполненными из упругого токопроводящего материала, радиально расположенными на контактной шайбе равномерно по ее поверхности и прикрепленными к шайбе одним концом, в котором вьшолнен продольный паз для обеспечения возможности радиального перемещения. 2. Установка по п. 1, отличающаяся тем, что промежуточные контактны выполнены 3 -образной формы,причем незакрепленные их концы подпружинены пружинами,.установленными в вьшолненных в контатной шайбе отверстиях. .3. Установка по п. 1, отличающаяся тем, что промежуточные контакты выполнены волнообразной формы с одинаковой амплитудой и длиной волны. 4. Установка по пп. 1-3, о т л и- чающаяся тем, что, с целью уп- рощения эксплуатации установки, контактные шайбы снабжены механизмом их перемещения в виде транспортных тележек .
I I (Pijs.f
.ук«уухл ух; ;;ii c m g g -
/8 26 а
19
21
П
22 23
фиг. 2
фиг,3
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для нанесения покрытия на внутреннюю поверхность труб | 1980 |
|
SU942807A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Установка для нанесения покрытий на равнотолщинные токопроводящие изделия | 1977 |
|
SU667253A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
