Изобретение относится к технике анесения полимерных порошковых порытий и может быть использовано для олучения антикоррозионньгх и электрозоляционных покрытий на внутренней оверхности трубных изделий с фланами и других аналогичных изделий.
Цель изобретения - повьшение каества покрытий токопроводящих трубных изделий с фланцами за счет исклюения местных перегревов фланцев.
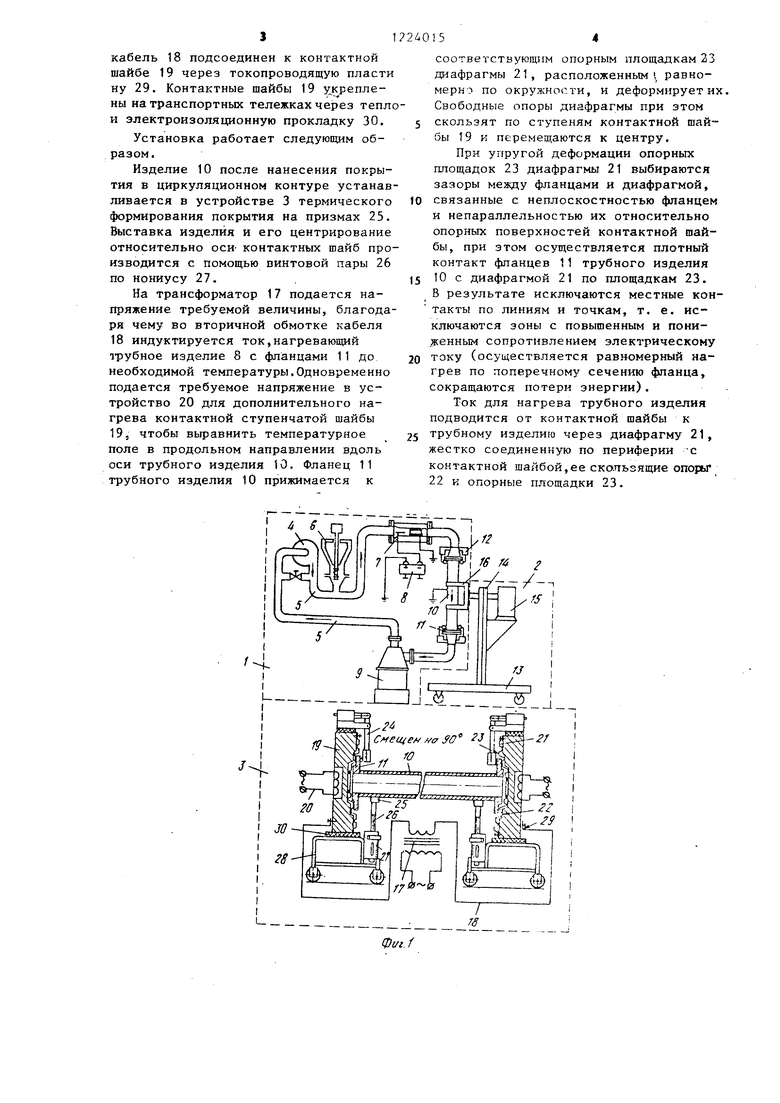
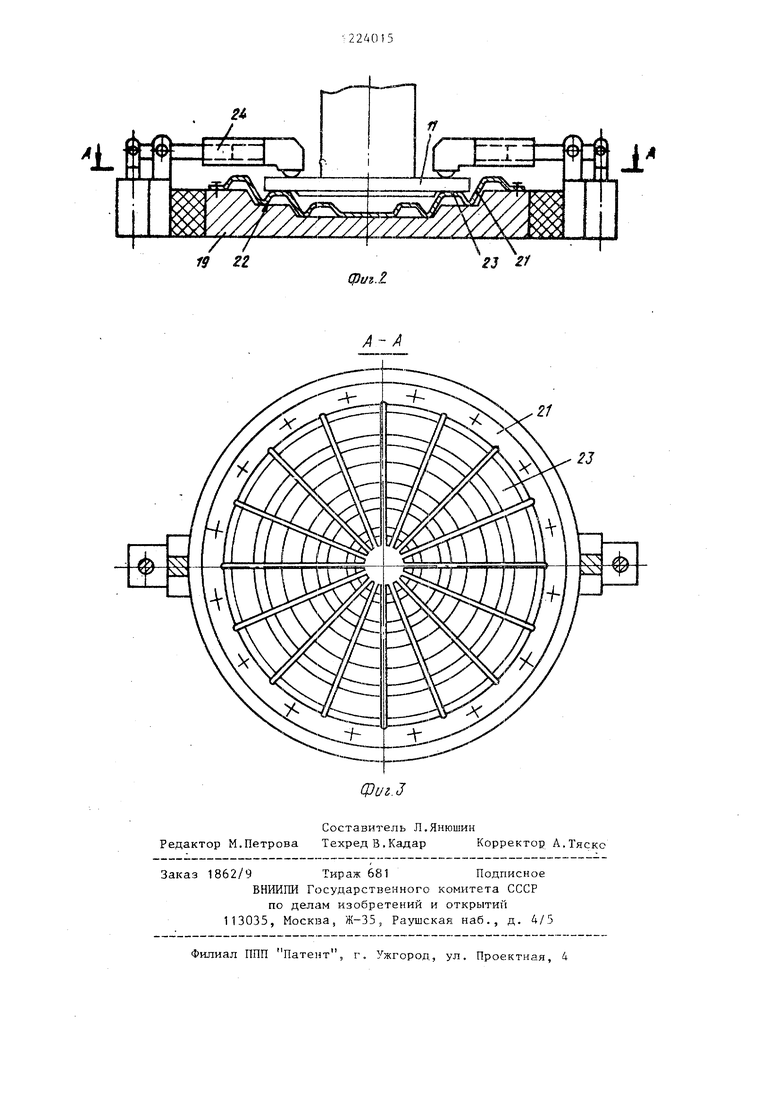
На фиг. 1 изображена установка, общий вид; на фиг. 2 - соединение контактной шайбы с покрываемым по привалочной поверхности фланцем трубы через ступенчатую многоопорную диафрагму; на фиг. 3 - ступенчатая многоопорная диафрагма с радиальными прорезями.
Установка содержит устройство 1 напыления полимерного порошкового покрытия на внутреннюю поверхность трубного изделия и привалочную по-- верхность фланцев, транспортное устройство 2 для перемещения покрываемого трубного изделия с фланцами, устройство 3 термического формирования покрытия на трубном изделии с фланцами.
Устройство 1 напыления полимерного порошкового покрытия на внутреннюю поверхность трубного изделия и привалочную поверхность фланцев выполнено в виде замкнутого циркуляционного контура, содержащего циркуляционный вентилятор А, которьй соединен с остальными элементами устройства с помощью соединительных трубопроводов 5, шнековый питатель 6 для подачи порошка полимера в контур, установленный в циркуляционном контуре со стороны нагнетательного патрубка пиз- куляционного вентилятора, зарядное устройство 7 коронного типа с внутренней зарядкой частиц порошка полимера, соединенное со шнековым питателем трубой контура, источник 8 высокого напряжения, соединенный с зарядным устройством, циклон 9 для улавливания не осевших на изделие частиц порошка полимера, расположенных в циркуляционном контуре со стороны всасывающего патрубка циркуляционного вентилятора, покрываемое трубное изделие 10 с фланцами 11,замыкающее циркуляционный контур мезкду выходами трубопроводом из зарядного устройства и входным патрубком в
циклон при помощи пневматических зажимов 12.
Транспортное устройство 2 служит для перемещения покрываемого трубного
изделия с фланцами в устройство 1 напыления, в устройство 3 термического формирования покрытия на изделии, к месту складирования готовых изделий (не показано).
Транспортное устройство 2 содержит транспортирующую тележку 13, на основании которой укреплен на стойках 14 механизм 15 привода, на выходном валу которого укреплены захваты 16,
служащие для установки и удержания покрываемого изделия в устройстве 1 напыления, а также н устройстве 3 термического формирования покрытия. Устройство 3 термического формирования порошкового полимерного покрытия содержит понижающий трансформа- гор 17 и связанную с ним вторичную обмотку с подводящими электроэнергию к покрываемому изделию кабелями 18,
концы которых снабжены контактными ступенчатыми шайбами 19 Последние снабжены устройством 20 для подвода тепла, расположенным в теле контактной шайбы
С фланцами 11 покрываемого трубного изделия 10 контактные шайбы 19 соединены через промежуточные ступенчатые многоопорные диафрагмы 21 с ра- диалькьгеш прорезями, причем опоры .ступеней 22 свободно опираются на
ступенчатую поверхность контактной шайбы, а ступени 23 диафрагмы упираются в привалочную поверхность флаи- ца изделия.
Для подключения к источнику нагрева и удержания покрываемого изделия в устройстве 3 термического формирования контактные шайбы 19 снабжены паевматнческими рычажными зажимами 24 (фиг, 2),
Дд1я. установки изделия, его цен- трир зания относительно оси контактных шайб устройство 3 термического формирования содержит призмы 25, на которые устанавливается покрь ваемое
изделие, и подъемные механизмы,пред- ставпяю)цие собой винтовую пару 26, на которой расположен нониус 27, от- тарированньм по условным проходам покрываемых изделий (Ну).
Контактные ступени шайбы 19 с под-, ВОДЯ111Д1МИ к ним электроэнергию кабелями 18 вторичной обмотки размещены на транспортирующей тележке 28. Сам
кабель 18 подсоединен к контактной шайбе 19 через токопроводящую пласти ну 29. Контактные шайбы 19 у 1 репле- ны на транспортных тележках через тепл и электроизоляционную прокладку 30.
Установка работает следуюпщм образом.
Изделие 10 после нанесения покрытия в циркуляционном контуре устанавливается в устройстве 3 термического формирования покрытия на призмах 25. Выставка изделия и его центрирование относительно оси- контактных шайб производится с помощью винтовой пары 26 по нониусу 27. .
На трансформатор 17 подается напряжение требуемой величины, благодаря чему во вторичной обмотке кабеля 18 индуктируется ток,нагревающий арубное изделие 8 с фланцами 11 до необходимой температуры.Одновременно подается требуемое напряжение в устройство 20 для дополнительного нагрева контактной ступенчатой шайбы 19, чтобы выравнить температурное поле в продольном направлении вдоль оси трубного изделия 10, Фланец 11 трубного изделия 10 прижимается к
- 5
Ю15
2025
соотвегствую1цим опорным площадкам 23 диафрагмы 21, расположенным, равномерно по окружности, и деформирует их. Свободные опоры диафрагмы при этом скользят по ступеням контактной шайбы 19 и перемещаются к центру.
При упругой деформации опорных площадок 23 диафрагмы 21 выбираются зазоры между фланцами и диафрагмой, связанные с неплоскостностью фланцем и непараллельностью их относительно onopiibFx поверхностей контактной шайбы, при этом осуществляется платный контакт фланцев 11 трубного изделия 10 с диафрагмой 21 по площадкам 23. В результате исключаются местные контакты по линиям и точкам, т. е. исключаются зоны с повышенным и пониженным сопротивлением электрическому току (осуществляется равномерный нагрев по поперечному сечению фланца, сокращаются потери энергии).
Ток для нагрева трубного изделия подводится от контактной шайбы к трубному изделию через диафрагму 21, жестко соединенную по периферии -с контактной шайбой,ее скользящие опорьГ 22 к опорные площадки 23.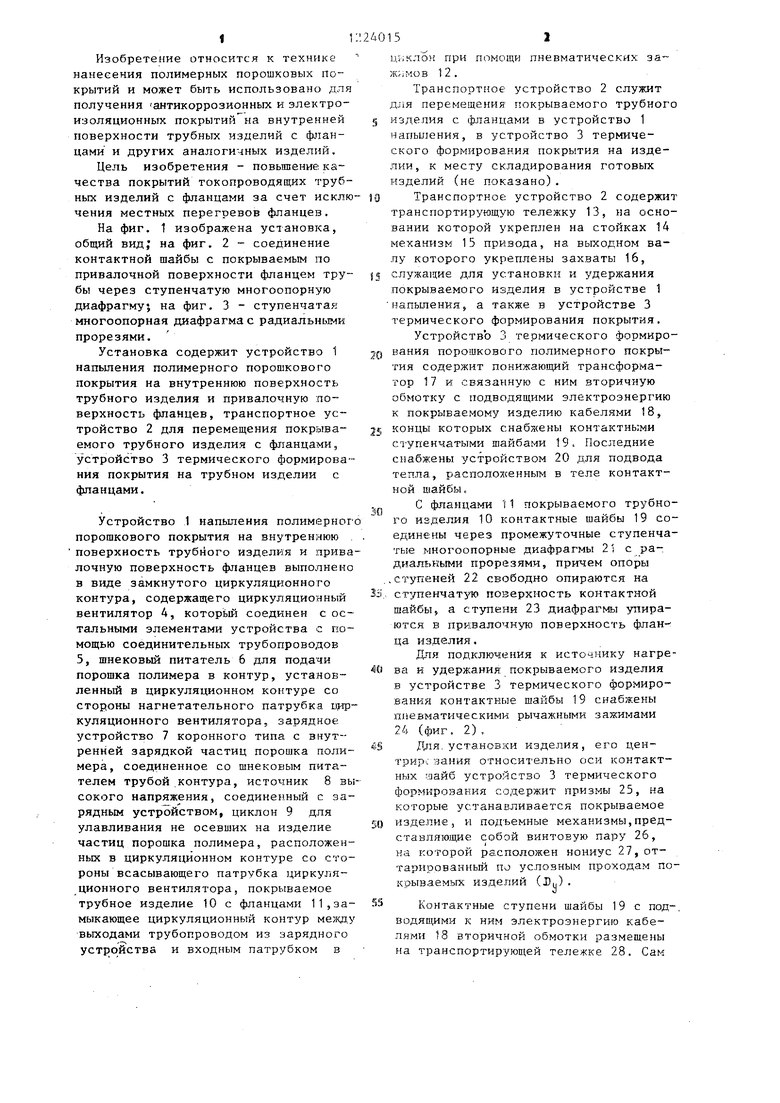
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для нанесения полимерных порошковых покрытий на токопроводящие изделия | 1983 |
|
SU1123743A1 |
| Установка для нанесения полимерных покрытий на длинномерные изделия | 1980 |
|
SU921636A1 |
| Способ нанесения полимерного порошкового покрытия и устройство для его осуществления | 1980 |
|
SU887028A1 |
| Устройство для нанесения полимерных покрытий | 1976 |
|
SU582845A1 |
| Электрохимический реактор и установка для электрохимического синтеза смеси оксидантов | 2019 |
|
RU2729184C1 |
| УСТРОЙСТВО ДЛЯ НАНЕСЕНИЯ ПОКРЫТИЙ ИЗ ПОЛИМЕРНЫХ ПОРОШКОВЫХ КОМПОЗИЦИЙ ЭЛЕКТРОГАЗОПЛАМЕННЫМ СПОСОБОМ | 2015 |
|
RU2600643C2 |
| УСТРОЙСТВО ДЛЯ УСКОРЕННЫХ ИСПЫТАНИЙ МНОГООПОРНЫХ ДОЖДЕВАЛЬНЫХ МАШИН ФРОНТАЛЬНОГО И КРУГОВОГО ДЕЙСТВИЯ | 1998 |
|
RU2129262C1 |
| Устройство для нанесения покрытий из дисперсных полимерных материалов | 1982 |
|
SU1053888A1 |
| Устройство для нанесения покрытий из дисперсных полимерных материалов | 1982 |
|
SU1069864A2 |
| СПОСОБ ПРОИЗВОДСТВА МНОГОСЛОЙНОГО ИЗДЕЛИЯ | 2011 |
|
RU2481955C2 |

21
23
Составитель Л.Янюшин Редактор М.Петрова Техред В.Кадар Корректор А.Тяско
Заказ 1862/9 Тираж 681Подписное
БНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Филиал ППП Патент, г. Ужгород, ул. Проектная, 4
фиг.
| Установка для нанесения покрытий на равнотолщинные токопроводящие изделия | 1977 |
|
SU667253A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
| Установка для нанесения полимерных порошковых покрытий на токопроводящие изделия | 1983 |
|
SU1123743A1 |
| Кипятильник для воды | 1921 |
|
SU5A1 |
