сл
to
00
оо to
со
Изобретение относится к области машиностроения, а именно к способу изготовления тонкостенных длинномерных обечаек малого диаметра.
Известен способ изготовленя обечаек, включающий формовку обечайки, сборку стыка под сварку на опоре путем пржима кромок стыка к съемной медной подкладке вводимой внутрь обечайки, и дуговую сварку стыка 1 .
Согласно известному способу при сборке стыка под сварку съемную подкладку укладывают на опоре и совместно вводят внутрь обечайки. Однако при сварке тонкостенных длинномерных обечаек малого диаметра, невозможно получить качественное соединение, так как нежесткость опоры вызванная его большой длиной и малым сечением, ведет к прогибу опоры и к изменению длины дуг по длине шва и, как следствие, к некачественному соединению.
Цель изобретения - повышение качества сварки за счет исключения прогиба опоры по ее длне.
Поставленная цель достигается тем, что согласно данно.му способу изготовления обечаек, включающему формовку обечайки, сборку стыка под сварку на опоре путем прижима кромок стыка к съемной медной подкладке, вводимой внутрь обечайки и дуговую сварку стыка, обечайку формуют с удлиненным сечением, высота которого соответствует толщине медной подкладки, и вместе с медной подкладкой устанавливают плоскостью на жесткую опору, а после сварки осуществляют правку обечайки.
Такое техническое рещение позволяет изготавливать тонкостенные длинномерные обечайки малого даметра разных типоразмеров на жесткой опоре и тем самым повысить качество сварного соединения.
На чертеже изображена обечайка малого диаметра, собранная в соответствии с предлагаемым способом.
На чертеже приняты следующие обозначения: обечайка 1, съемная подкладка 2, жесткая опора 3, прижим 4.
Применене предлагаемого способа позволяет сваривать на одной и той же подкладке длинные обечайки около 1,5 м малого (80-150 мм) и большого (более 200 мм) диаметра без переналадки приспособления, обеспечивая высокое качество продольного шва обечайки, так как большая жесткость опоры позволяет прикладывать значительненые усилия поджатия без изгиба щва обечайки в вертикальной плоскости. Такие усилия поджатия предотвращают наползание соединяемых кромок в процессе сварки друг на друга. Поэтому толщина шва не увеличивается и соединение будет лучше воспринимать циклическую нагрузку, характерную для работы компенсаторов.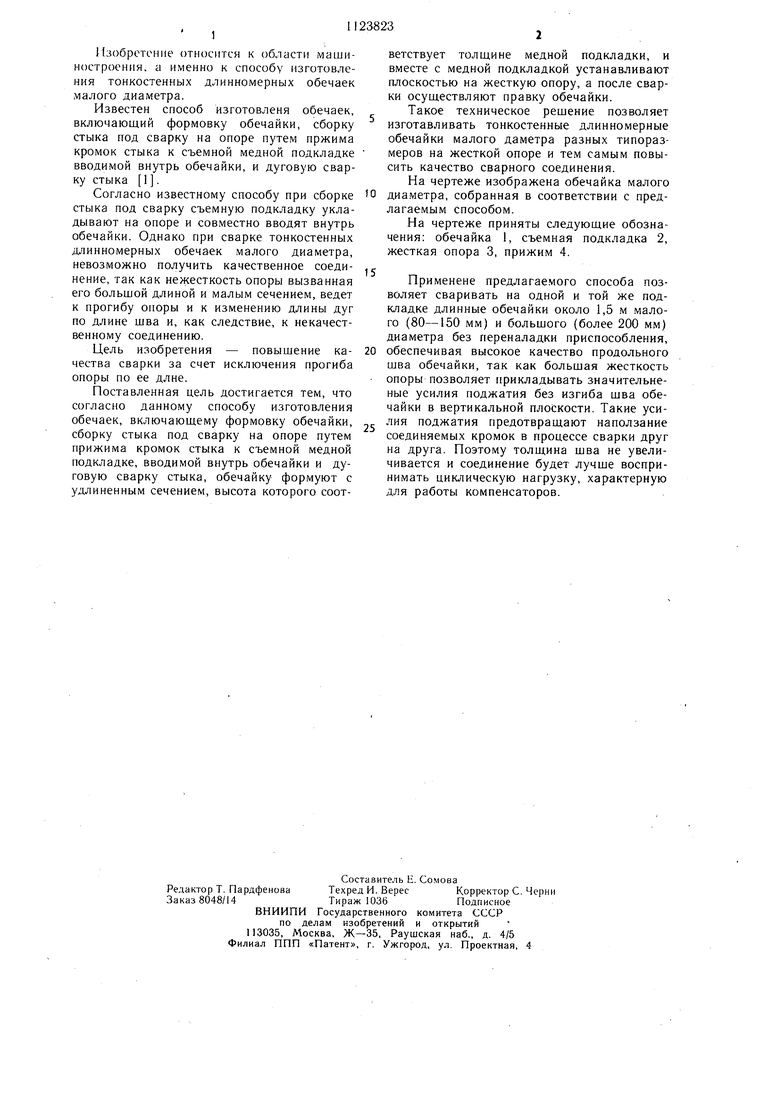
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОБОЛОЧКИ ИЗ КОНСТРУКЦИОННОЙ КОМПЛЕКСНОЛЕГИРОВАННОЙ ХОЛОДНОДЕФОРМИРУЕМОЙ СТАЛИ | 2014 |
|
RU2566109C1 |
| УСТРОЙСТВО ДЛЯ ФОРМИРОВАНИЯ СВАРНОГО ШВА | 2010 |
|
RU2425744C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ОСЕСИММЕТРИЧНЫХ СВАРНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2014 |
|
RU2562200C1 |
| СПОСОБ ДУГОВОЙ СВАРКИ ТОНКОСТЕННЫХ СТЫКОВЫХ СОЕДИНЕНИЙ | 1984 |
|
RU1243248C |
| Устройство для формирования обратной стороны шва | 1990 |
|
SU1710257A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВЫСОКОПРОЧНЫХ ОСЕСИММЕТРИЧНЫХ ОБОЛОЧЕК, РАБОТАЮЩИХ ПОД ВЫСОКИМ ДАВЛЕНИЕМ | 2011 |
|
RU2454307C1 |
| Способ дуговой сварки стыковых соединений | 1982 |
|
SU1117168A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СВАРНЫХ СОСУДОВ ВЫСОКОГО ДАВЛЕНИЯ | 2012 |
|
RU2510784C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДЛИННОМЕРНЫХ ИЗДЕЛИЙ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1998 |
|
RU2156184C2 |
СПОСОБ ИЗГОТОВЛЕНИЯ ОБЕЧАЕК, преимущественно тонкостенных длинномерных, малого диаметра, включающий формовку обечайки, сборку стыка под сварку на опоре путем прижима кромок стыка к съемной медной подкладке, вводимой внутрь обечайки, и дуговую сварку стыка, отличающийся тем, что, с целью повышения качества сварки за счет исключения прогиба опоры по ее длине, обечайку фор.муют с удлиненным сечением, высота которого соответствует толщине медной подкладки, и вместе с медной иодкладко устанавливают плоскостью на жесткую опору, а после сварки осуществляют правку обечайки.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Атлас | |||
| Технология изготовления сварных конструкций | |||
| Под ред | |||
| А | |||
| С | |||
| Куркина | |||
| М., 1962, стр | |||
| Способ очистки нефти и нефтяных продуктов и уничтожения их флюоресценции | 1921 |
|
SU31A1 |
| Способ получения морфия из опия | 1922 |
|
SU127A1 |
