В координатно-расточных станках, например модбоТи 2А430, предназначенных для обработки отверстцГ с точным расстоянием между ними, отсчет координат производится индуктивным датчиком, основными деталями которого являются прецезионный винтякорь и полюсные наконечникиганки.
Точность отсчета координат, об спечиваемая датчиком, зависит главным образом от точности нарезки винта и качества корригирования системы. Однако прецезгюнное оборудование не позволяет изготовлять винты-якори с точностью, превышаюн1ей 8-10 мк по шагу и 6-9 мк внутри шага.
образом, после окончательной юстировки отсчетной систе.мы с индyктивны датчиком сохраняется погрешность системы, обусловленная внутренней ошибкой винта-якоря.
1звсстные индуктивные датчики с винтo f-якope ; п но.тюсным наконемниками-1аГ1к;1Ми .-ишь частич1 о устраняют влг1яние внутри шаговой иогреи ностг. винта-якоря на точность отсчета координат.
Ог1исываемы1 | ИНДУКТИВНЫ ii датчик позволяет значительно уменьшить этот недостаток.
С этой нелью ио.чюсные накоиечники-1айки выполнены с круговым oxвaтo j (360) винта-якоря и индуктивными катун1ками, оси которых соосны с осью винта-якоря.
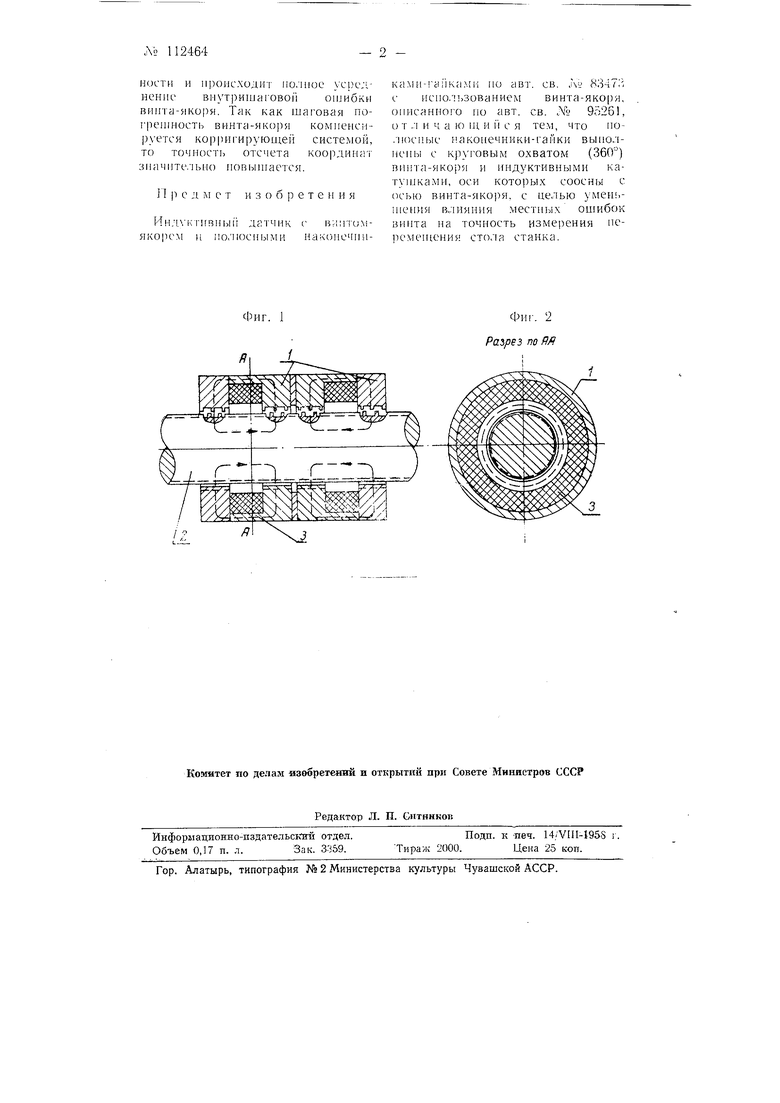
На фиг. 1 изоб|тажен ин.дуктив}тьи | датчик в осевом 1азрезс: на фиг. 2-разрез по Л.4 на фиг. 1.
Полюсные наконечники-гайки / охватывают кругом на 360 BIUITякорь 2, причем индуктивные катушки 3 соосны с его осью.
Благодаря ПОЛНОМУ охвату винта-якоря нитка его участвует в измерениях по всей своей окружности и проис.ходит полное усрс;г ненис внутришаговой OIIJHOKH випту-якоря. Так как шаговая погрешность винта-якоря комненснруется корригирующей системой, то точность отсчета коорлинат 311ачпте.-1Ы1о иовышается.
11 р е д м е т и 3 о б р е т е и и я
Инл.1 тивиы| 1 датчик с винтомякорем и iio,iiocnijiMH накоиочникамнмаГн-са. но авт. св. , 8347i; с нснользованием винта-якоря, 01н-1саниого но авт. св. Л 95261, о т .л и ч а 10 HI и и с я тем, что но.иосиые наконечники-гайки выполнены с круговым охватом (360°) В1Н1та-якоря и индуктивными катун.1ками, оси которы.к соосны с осью винта-якоря, с целью умен.Н1ения гмияния местных ошибок винта на точность измерения не1)емен1ения стола станка.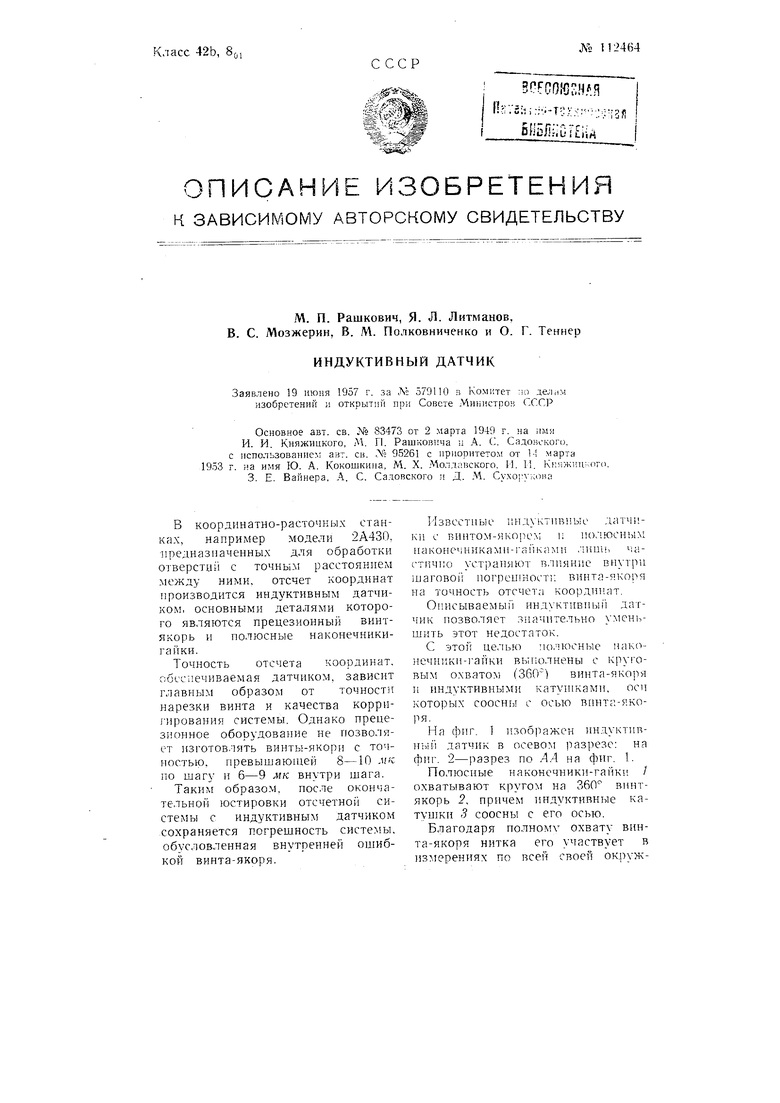
| название | год | авторы | номер документа |
|---|---|---|---|
| Индуктивный датчик линейных перемещений | 1956 |
|
SU108631A2 |
| Система программного управления | 1958 |
|
SU128067A1 |
| Станок для нарезания высокоточных винтов | 1962 |
|
SU151212A1 |
| Индуктивный датчик | 1960 |
|
SU132032A1 |
| Индуктивный датчик | 1951 |
|
SU93659A2 |
| ИНДУКТИВНАЯ СИСТЕМА ДЛЯ ОТСЧЕТА И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ ПЕРЕМЕЩЕНИЙ РАБОЧИХ ОРГАНОВ СТАНКОВ | 1969 |
|
SU234883A1 |
| Электроэрозионный вырезной станок с числовым программным управлением | 1980 |
|
SU948596A1 |
| Индуктивный датчик | 1951 |
|
SU95261A2 |
| Индуктивный датчик | 1951 |
|
SU93343A2 |
| ИНДУКТИВНАЯ СИСТЕМА ДЛЯ ОТСЧЕТА И ИЗМЕРЕНИЯ ЛИНЕЙНЫХ НЕРЕМЕЩЕНИЙ РАБОЧИХ ОРГАНОВ СТАНКОВ | 1973 |
|
SU361838A1 |
Фиг. 1
Фи|-. 2 Разрез по fif
