Станки для перфорации труб по винтовой линии с применением шпинделшого еупнорта, сообща ощего обрабатываемой трубе одновременно периодическое поступательное и вращательное движения, сверлильного агрегата и механизма торможения известны.
В описываемом станке процессы поступательного и вращательного движения перфорируемой трубы, торможение и сверление отверстий по винтовой линии-автоматизированы.
С этой целью в станке шпиндельный суппорт, сверлильный агрегат и тормозное устройство взаимосвязаны системами передач с распределительным валом, синхронизирующим работу всех механизмов.
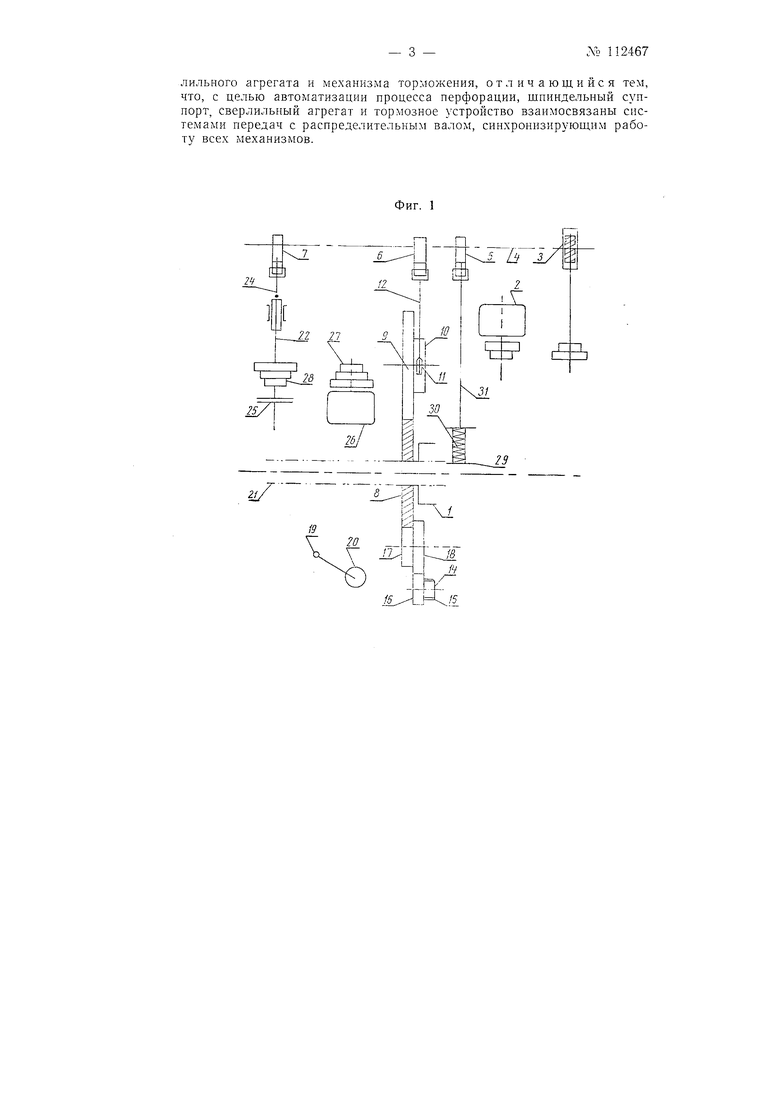
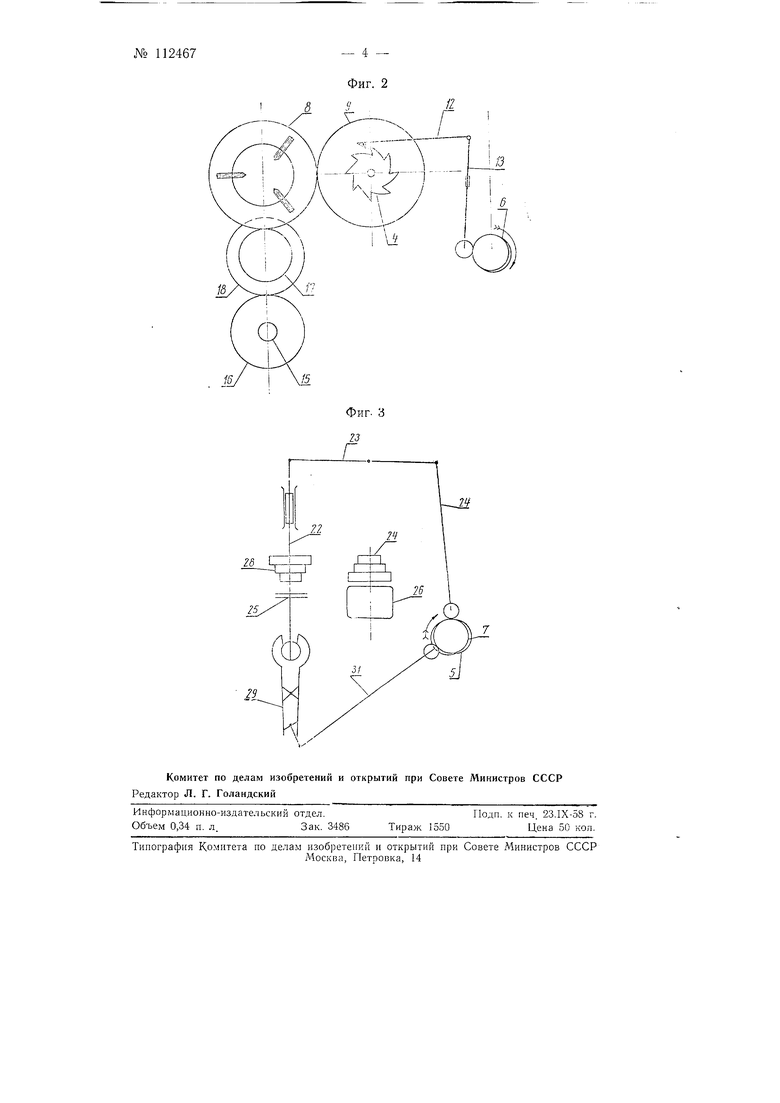
На фиг. 1 изображена кинематическая схема станка; на фиг. 2 - схема механизма периодической подачи; на фиг. 3 - схема взаимосвязи сверлильного агрегата, механизма торможения и распределительного вала.
Станок включает в себя следующие основные узлы: периодической подачи перфорируелюй трубы, распределительного вала, сверлильного агрегата и механизма торможения движения трубы в момент сверления отверстий.
По параллелям станины станка перемещается щпиндельный суппорт /, на котором клиньями закрепляется труба, подлежащая перфорированию.
От двигателя 2 через червячный редуктор 3 получает вращение распределительный вал 4, на котором насажены кулачки 5, 6 и 7.
Шпиндельный суппорт 1 периодически вращается от кулачка 6. Шестерня 8 щпиндельного суппорта сцеплена с шестерней ,9, па оси которой укреплен сменный храповик 10, поворачиваемый на один зубец собачкой 11, свя.чанной с тягой 12, приводимой в движение кулаком 6 через рычаг /5.
№ 112467- 2 -
Кроме периодического вращения шпиндельный суппорт имеет периодическое поступательное движение вдоль станка. Для этого под параллелями станины укреплен неподвижный винт 14 подачи, охватываемый зал ;имной гайкой 15, на которой закреплена шестерня 16, сцепленная с шестерней 8 шпиндельного суппорта, через промежуточные шестерни /7 и 18. При каждом периодическом повороте шпиндельного суппорта / гайка 15 соответствепно поворачивается на винте 14 и весь узел подачи перемеш,ается вместе с закрепленной в шпиндельном суппорте трубой на определенную величину вдоль станины.
После перфорирования трубы шпиндельный суппорт для установки в начальное положение монтируют с возможностью перемеш,ения вручную, для чего освобождают зажимную гайку 15 и врашегшем ручки 19 и шестерни 20 устанавливают шпиндель в начальное положение, передвигая его по винту 14 в обратном направлении.
В конце станины над осевой линией поступательного движения перфорируемой трубы 21 размешен сверлильный агрегат, шпиндель 22 которого поднимается и опускается рычагом 23, соединенным с тягой 24, приводимой в движение кулачком 7.
Между шпиндельным суппортом и шпинделем 22 сверлильного агрегата монтирован предохранительный регулируемый фрикционный механизм 25, зашишаюший сверло от поломки при заклинивании и подающий электрический сигнал при остановке сверла. Привод сверлильного агрегата осзшествлеп от отдельного двигателя 26 через клиноременную передачу и шкивы 27 и 28.
Для неподвижности трубы во время сверления в ней отверстий служит механизм торможения, включающий в себя две колодки 29, удерживающие трубу. Колодки 29 зажимают трубу под действием пружины 30, на которую воздействует шток 31, приводимый в движение кулачком 5.
С целью поддержания трубы на участках за пределами станины предусмотрены поддерживающие выносные люнеты с шаровыми опорами.
В процессе работы станка шпиндельный суппорт / с закрепленной в нем трубой поворачивается периодически на некоторый угол и о.тновременно перемещается на один шаг в сторону сверлильного агрегата. После каждого шага срабатывает механизм торможения трубы и в момент остановки трубы в ней просверливается одно отверстие, после чего механизм торможения выключается.
При последующем повороте распределительного вала 4 и повороте храповика 10 все узлы станка последовательно повторяют цикл их работы.
Перфорирование трубы по виптовой линии происходит до упора шпиндельного суппорта в конце станины в конечный выключатель приводных двигателей.
После остановки станка клинья, удерживающие трубу в шпкндельно.м суппорте, освобождаются, и суппорт вручную перемещается в начальное положепие, где труба на новом ее участке вновь закрепляется в суппорте клиньями. Ручпая подача суппорта переключается на автоматическую и повторяется цикл перфорирования трубы на новом ее участке.
Предмет изобретения
Станок для перфорации труб по винтовой линии с применением шпиндельного суппорта, сообщающего обрабатываемой трубе одновременно периодическое поступательное и вращательное движения, сверлильного агрегата и механизма торможения, отличающийся тем, что, с целью автоматизации процесса перфорации, шпиндельный суппорт, сверлильный агрегат и тормозное устройство взаимосвязаны системами передач с распределительным валом, синхронизирующим работу всех механизмов.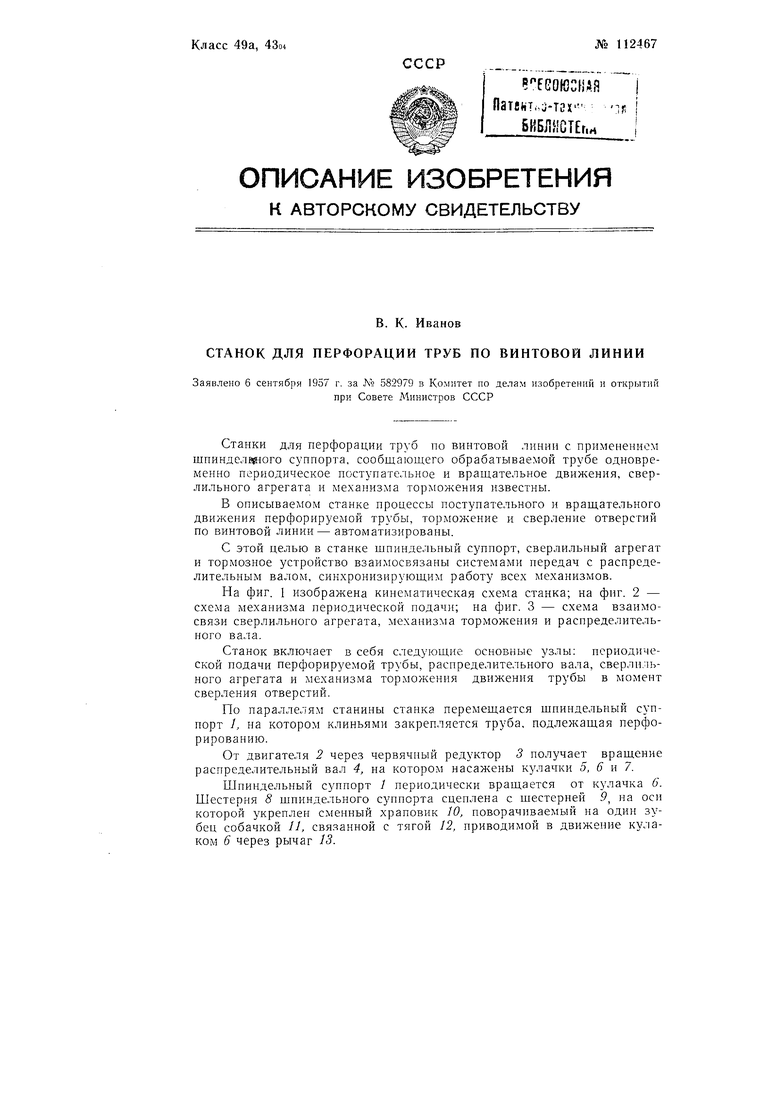
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для перфорации труб по вин-ТОВОй лиНии | 1977 |
|
SU841794A1 |
| Станок для сверления | 1972 |
|
SU531664A1 |
| Токарный многооперационный автомат продольного точения с числовым программным управлением | 1979 |
|
SU917921A1 |
| Токарно-револьверный автомат | 1979 |
|
SU882703A1 |
| Токарный многошпиндельный станок | 1978 |
|
SU848144A1 |
| Устройство к токарному автоматудля СВЕРлЕНия ОТВЕРСТий | 1979 |
|
SU804212A1 |
| МНОГОШПИНДЕЛЬНЫЙ СТАНОК ДЛЯ СВЕРЛЕНИЯ ОТВЕРСТИЙ В ЦИЛИНДРИЧЕСКИХ ПОВЕРХНОСТЯХ | 1970 |
|
SU283782A1 |
| Многошпиндельный токарный станок-автомат | 1974 |
|
SU520022A3 |
| Сверлильный многошпиндельный станок | 1981 |
|
SU1006222A1 |
| Комбинированный металлообрабатывающий станок | 1975 |
|
SU539739A1 |