Станки для изготовления щелевых масляных фильтров, применяемых в двигателях внутреннего сгорания тракторов,, комбайнов и других подобных машин, известны.
Процесс изготовления щелевых масляных фильтров осуществляется на двух станках: на одном производится плющение и калибровка провслоки в холодном виде, а на другом-навивка на втулку фильтра с предварительным продольным профилировапием для панесения выступов и скосов, образующих после навпвки щелей для прохода масла.
При таком изготовлении профиль проволоки в поперечном сечении имеет закругленные углы, что способствует более быстрому забиванию щелей фильтра грязью на входных участках.
В списываемом станке этот недостаток устраняется тем, что калибровка проволоки и ее продольное профилирование совмещены в одном процессе и в связи с этим одной паре калибровочных роликов сообщается принудительное вращение, а один из роликов профилирован в соответствии с продольным щэофилем проволоки. Это мероприятие позволяет изготовлять проволоку на одном станке и получать ее профиль в поперечном сечении без закругления углов.
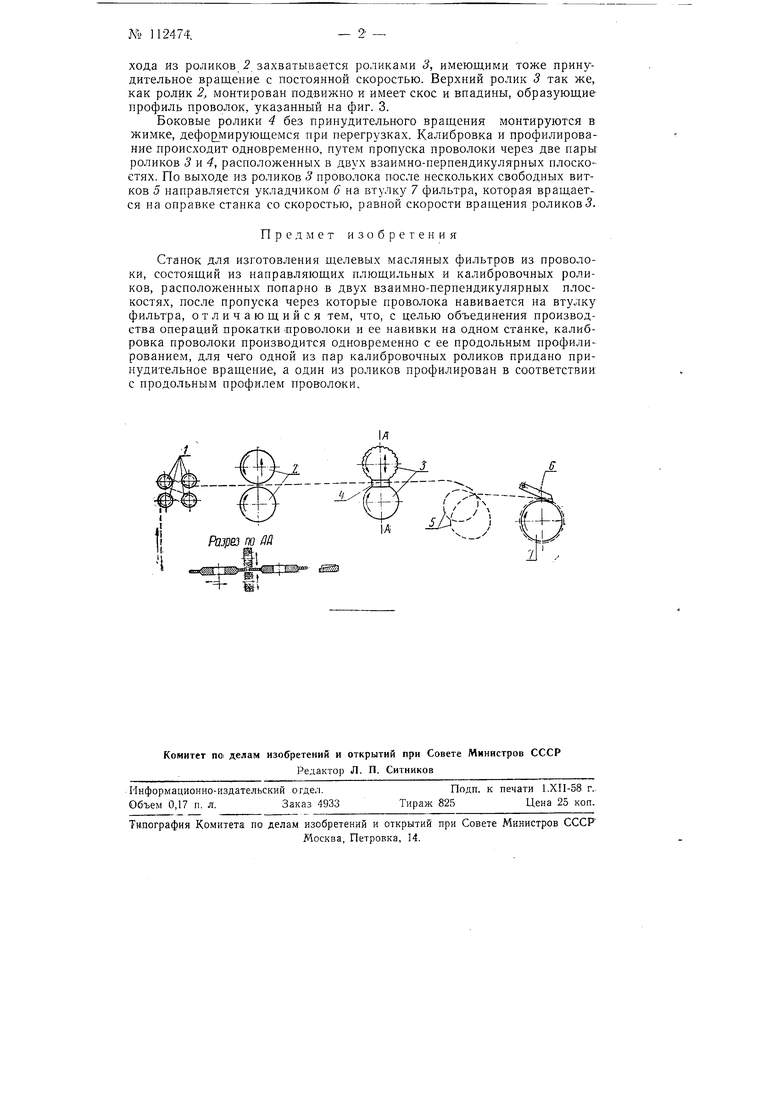
На чертеже представлена общая схема станка и поперечное сечение проволоки после выхода из роликов.
Станок работает следующим образом.
Круглая проволока через направляющие ролики / поступает на гладкие ролики 2, производящие ее плющение. Ролики 2 имеют принудительное вращение и связаны между собой шестернями. Скорость роликов регулируется в незначительном диапазоне изменением передаточного отнощения ременной передачи. Верхний ролик поджимается болтами и устанавливается в плавающей опоре. Возврат ролика осуществляется вследствие упругости пружин.
Ролики 2 имеют с осями фрикционное сцепление для предотвращения обрыва проволоки. Калиброванная плющенная проволока после выхода из роликов захватывается роликами 3, имеющими тоже принудительное вращение с постоянной скоростью. Верхний ролик 3 так же, как ролик 2, монтирован подвижно и имеет скос и впадины, образующие профиль проволок, указанный на фиг. 3.
Боковые ролики 4 без принудительного вращения монтируются в жимке, дефо|жирующемся при перегрузках. Калибровка и профилирование происходит одновременно, путем пропуска проволоки через две пары роликов 3 и 4, расположенных в двух взаимно-перпендикулярных плоскостях. По выходе из роликов 3 проволока после нескольких свободных витков 5 направляется укладчиком 6 на втулку 7 фильтра, которая вращается на оправке станка со скоростью, равной скорости вращения роликов5.
Предмет изобретения
Станок для изготовления щелевых масляных фильтров из проволоки, состоящий из направляющих плющильных и калибровочных роликов, расположенных попарно в двух взаимно-перпендикулярных плоскостях, после пропуска через которые проволока навивается на втулку фильтра, отличающийся тем, что, с целью объединения производства операций прокатки проволоки и ее навивки на одном станке, калибровка проволоки производится одновременно с ее продольным профилированием, для чего одной из пар калибровочных роликов придано принудительное вращение, а один из роликов профилирован в соответствии с продольным профилем проволоки.
| название | год | авторы | номер документа |
|---|---|---|---|
| ЛИНИЯ ДЛЯ ИЗГОТОВЛЕНИЯ ПРОВОЛОКИ | 2001 |
|
RU2203753C2 |
| УСТРОЙСТВО ДЛЯ ИЗГОТОВЛЕНИЯ ФИЛЬТРУЮЩЕГО ЭЛЕМЕНТА ЩЕЛЕВОГО ФИЛЬТРА | 2008 |
|
RU2394662C1 |
| Способ изготовления фильтроэлементов и устройство для его осуществления | 1979 |
|
SU900923A1 |
| Установка для сборки и контактной сварки труб со спиральными ребрами | 1990 |
|
SU1816597A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЩЕЛЕВЫХ СИТ-ТЕЛ ВРАЩЕНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1992 |
|
RU2074782C1 |
| Станок для бесцентрового полирования цилиндрических изделий | 1961 |
|
SU144421A1 |
| СКВАЖИННЫЙ ПРОТИВОПЕСОЧНЫЙ ФИЛЬТР | 2024 |
|
RU2834823C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИНТОВЫХ ПРУЖИН | 1992 |
|
RU2130821C1 |
| Стенд для консервации поршневых двигателей | 1962 |
|
SU151921A1 |
| Устройство для изготовления проволочных фильтров | 1983 |
|
SU1136877A1 |
