Известны станки для бесцентрового полирования цилиндрических изделий с загрузочным устройством в виде сообщающихся наклонных лотков, по которым заготовки скатываются под действием собственного веса на опорный нож. Однако в таких станках изделия не получают непрерывного осевого перемещения.
В описываемом станке для непрерывного осевого перемещения изделий с регулируемой скоростью двумя полировальными кругами с параллельными осями опорный нож выполнен в виде получающей вращение относительно своей оси цилиндрической штанги, устанавливаемой под регулируемым углом. Для настройки станка на обработку цилиндрических изделий разных диаметров полировальные круги установлены на концах маятниковых стоек.
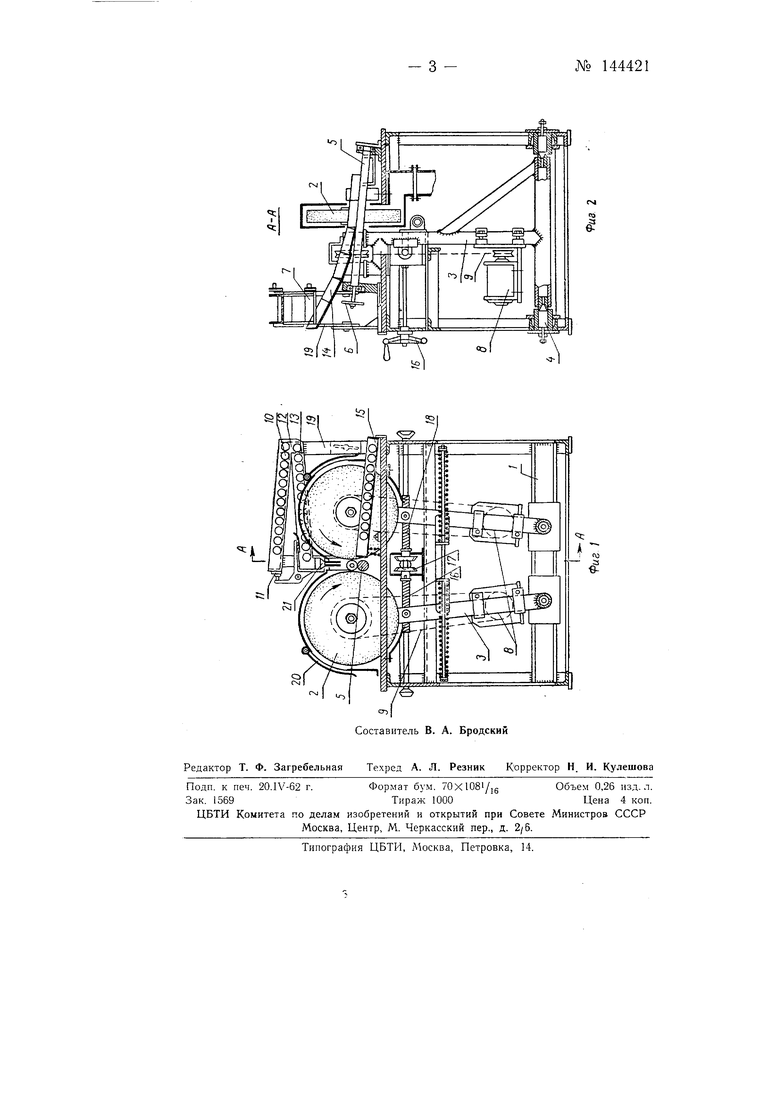
На фиг. 1 изображен станок; на фиг. 2 - разрез по А-А на фиг. 1.
Станок для бесцентрового полирования цилиндрических изделий состоит из станины /; полировальных кругов 2, установленных на концах маятниковых стоек 3, качающихся на конусных опорах 4; вращающейся относительно своей оси цилиндрической штанги 5, приводимой через звездочку 6; загрузочного устройства 7; электродвигателей 8, приводящих через клиноременные передачи 9 полировальные круги 2.
Цилиндрические изделия 10, подлежащие обработке, загружаются в верхний наклонный лоток П устройства 7, затем они скатываются под действием собственного веса вниз и проваливаются в щель J2 на нижний наклонный лоток 13. Оттуда изделия попадают в верхний желоб М, а с него - на штангу 5, к которой они прижимаются кругами 2, вращающимися в разные стороны. При выходе из-под кругов 2 изделия 10 сталкиваются со штанги 5, заполняя в один ряд приемный ящик /5.
Регулировка станка производится путем изменения наклона штанги 5, от чего зависит скорость перемещения изделий 10 под кругами 2,
№ 144421- 2 а сближение или удаление последних относительно друг друга осуществляется вращением щтурвала 16 через коническую J7 и винтовую 18 передачи. Угол наклона лотков 1J, 13 и желоба 14 изменяется при помощи стоек 19. Дверца 20 служит для нанесения полировальной пасты на круги 2. Жидкая же паста загружается в воронку 21.
По заключению специалистов Экспериментального научно-исследовательского института металлорежущих станков предлагаемый станок с двумя полировальными кругами может обеспечить значительное увеличение производительности по сравнению с обычными бесцентровополировальными станками, имеющими один полировальный круг (при равной ширине кругов).
Предмет изобретения
1.Станок для бесцентрового полирования цилиндрических изделий с загрузочным устройством в виде сообщающихся наклонных лотков, по которым заготовки скатываются под действием собственного веса на опорный нож, отличаюгцийся тем, что, с целью непрерывного осевого перемещения изделий с регулируемой скоростью между двумя полировальными кругами с параллельными осями, опорный нэж выполнен в виде ползчающей вращение относительно своей оси цилиндрической щтанги, устанавливаемой под регулируемым углом.
2.Станок по п. 1, отличающийся тем, что, с целью его настройки на обработку цилиндрических изделий разных диаметров, полировальные круги установлены на концах маятниковых стоек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Загрузочное устройство | 1990 |
|
SU1815139A1 |
| Загрузочное устройство для подачи в бесцентрово-шлифовальный станок | 1990 |
|
SU1745504A1 |
| Многошпиндельный станок для притирки клапанов к седлам головки двигателя | 1956 |
|
SU108246A1 |
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| ШЛИФОВАЛЬНЫЙ СТАНОК ДЛЯ ОБРАБОТКИ НАРУЖНЫХ ПОВЕРХНОСТЕЙ ЦИЛИНДРИЧЕСКИХ ИЗДЕЛИЙ | 1964 |
|
SU164426A1 |
| Бесцентровошлифовальный станок | 1983 |
|
SU1155424A1 |
| Устройство для контроля изделий после их обработки на бесцентрово-шлифовальном станке станочной линии | 1959 |
|
SU129342A1 |
| Автоматический станок для полирования зубцов часовых трибов | 1959 |
|
SU121639A1 |
| СТАНОК ДЛЯ ОБРАБОТКИ КОЛЕЦ ПОДШИПНИКОВ | 1994 |
|
RU2069140C1 |
| Бесцентровошлифовальный станок | 1981 |
|
SU971627A1 |