Шлифовально-полировальные станки с ванной для абразивной суспензии, в которой помещен получающий вращение барабан с гнездами для обрабатываемых изделий, известны.
Особенностью описываемого станка является монтирование вращающегося барабана со свободно помещенными в его гнездах обрабатываемыми изделиями в полости другого барабана, получающего осевые возвратно-поступательные движения и несущего на внутренней поверхности притиры. Такое выполнение устройства обеспечивает использование центробежных сил, возникающих при вращении внутреннего барабана, для прижатия обрабатываемых изделий к притирам и создание этим удельного щлифующего усилия.
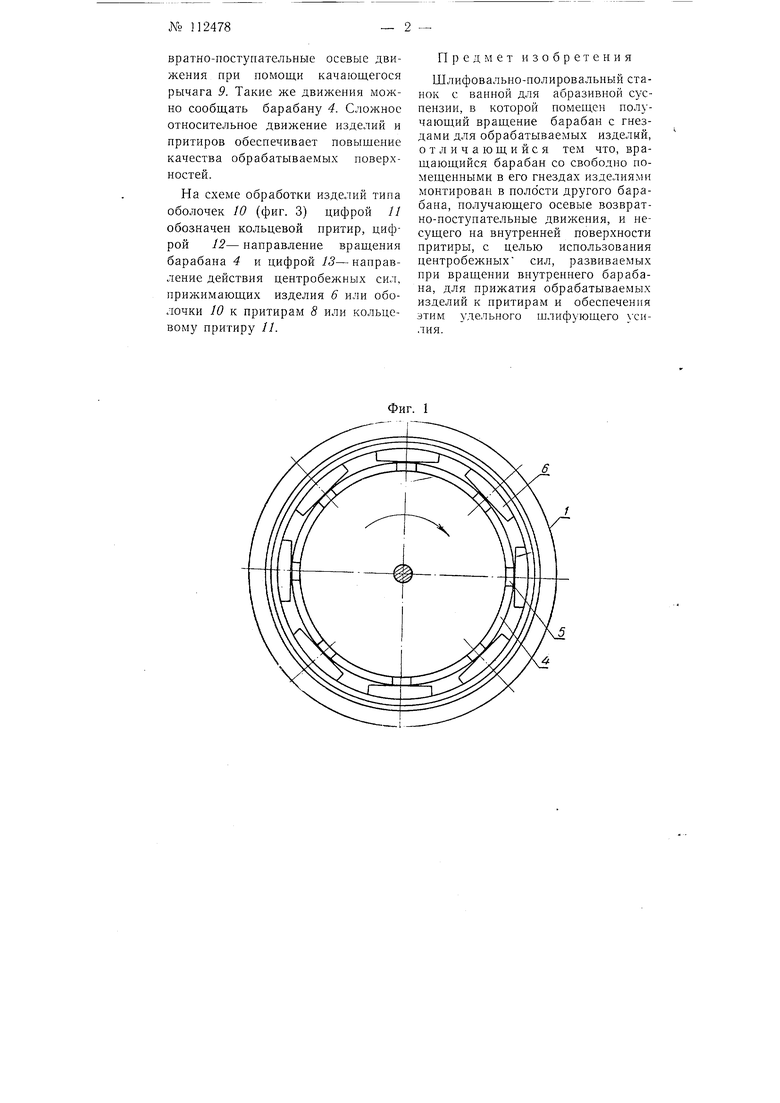
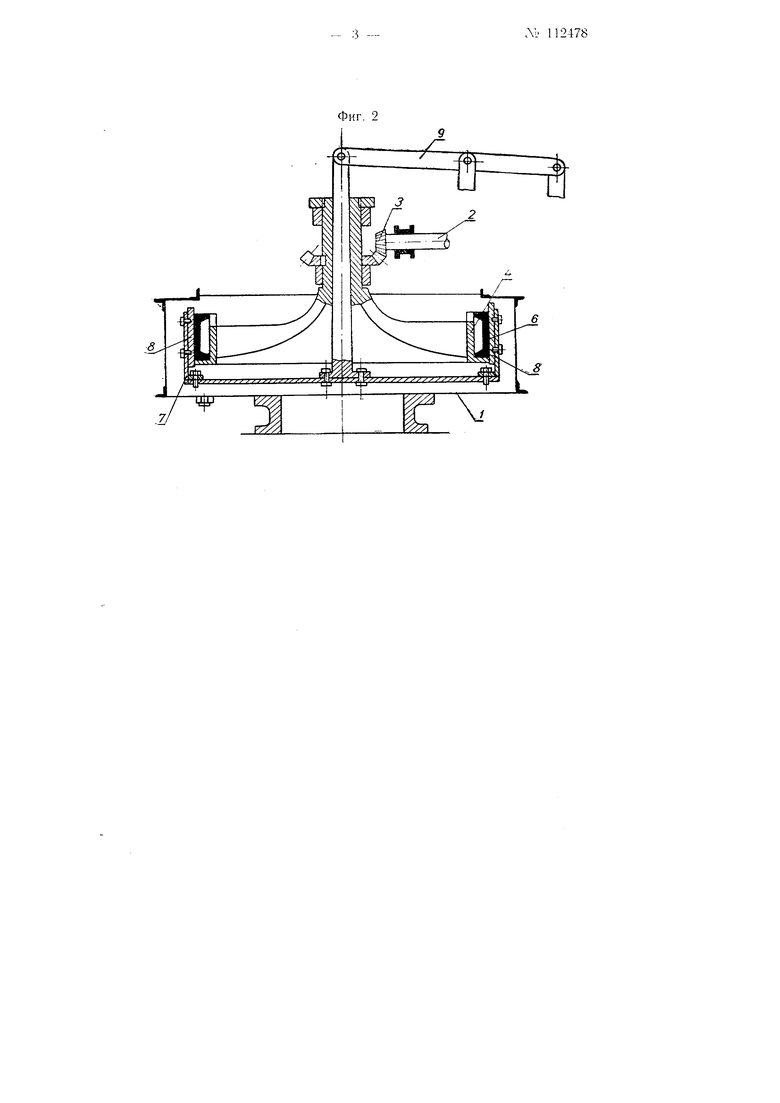
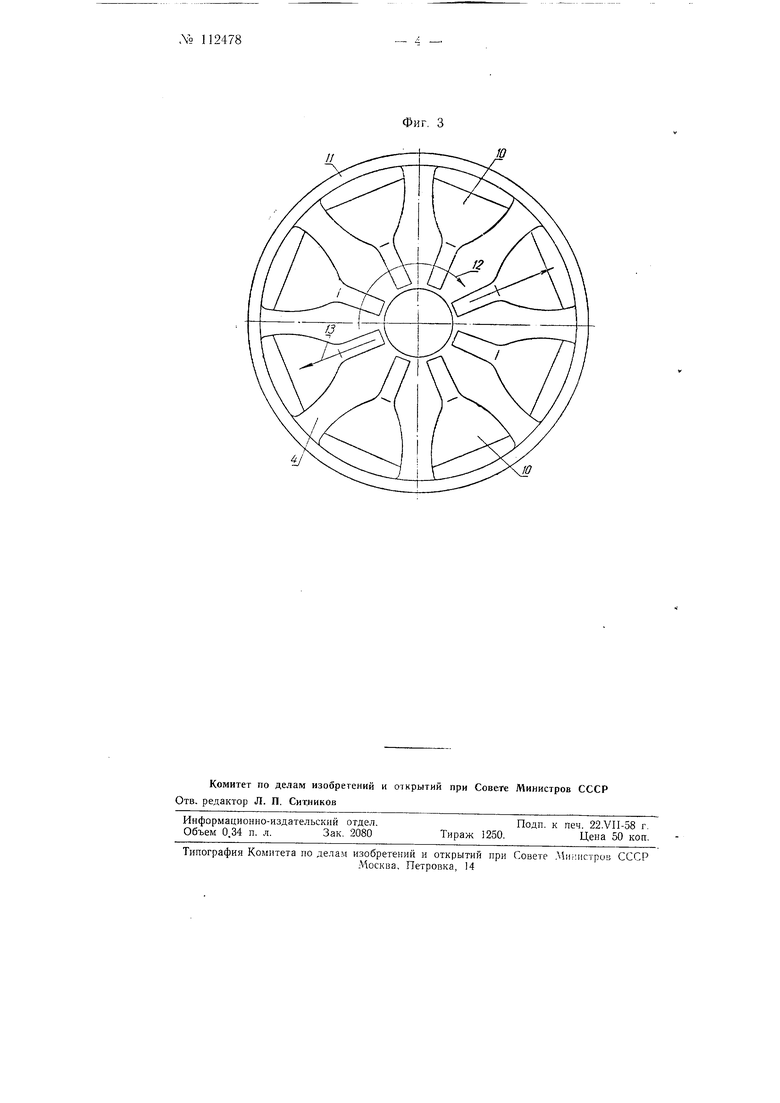
На фиг. 1 показан станок, вид сверху; на фиг. 2 - то же, осевой вертикальный разрез; на фиг. 3 - схема обработки изделий.
В ванне / с абразивной суспензией получает вращение от приводного вала 2 при помоиаи конической
пары 3 барабан 4, имеющий на периферии гнезда 5 для обрабатываемых изделий 6. Барабан 4 монтирован в полости барабана 7, внутренняя поверхность которого выполнена в виде притира. Барабан 7 oжeт быть также снабжен на внутренней поверхности набором притиров 8, конфигурация рабочей поверхности которых соответствует кривизне обрабатываемого изделия. Набор притиров может представлять собою закрепляемое в полости барабана 7 кольцо с внутренней рабочей поверхностью.
Обрабатываемые изделия 6. например стеклянные экраны, вставляют свободно в гнезда 5 и от приводного вала 2 сообщают вращение барабану 4. Возникающие при вращении барабана 4 центробежные силы прижимают изделия 6 к притирам 8, создавая этим удельпое щлифующее давление. Удельное давление регулируется числом оборотов барабана 4.
Для получения сложного относительного движения изделий 6 и притиров 8 барабану 7 сообщают возвратно-поступательные осевые движения при помощи качающегося рычага 9. Такие же движепия можно сообщать барабану 4. Сложное относительное движение изделий и притиров обеспечивает повышение качества обрабатываемых поверхностей.
На схеме обработки изделий типа оболочек W (фиг. 3) цифрой // обозначен кольцевой притир, цифрой J2- направление вращения барабана 4 и цифрой 13- направление действия центробежных сил, прижимающих изделия 6 или оболочки 10 к притирам 8 или кольцевому притиру 11.
Предмет изобретения
Шлифовально-полировальный станок с ванной для абразивной суспензии, в которой помещен получающий вращение барабан с гнездами для обрабатываемых изделий, отличающийся тем что, вращающийся барабан со свободно помещенными в его гнездах изделиями монтирован в полости другого барабана, получающего осевые возвратно-поступательные движения, и несущего на внутренней поверхности притиры, с целью использования центробежных сил, развиваемых при вращении внутреннего барабана, для прижатия обрабатываемых изделий к притирам и обеспечения этим удельного шлифующего усилия.
//
