Изобретение относится к литейному прои водству и предназначено для изготовления, сборки, заливки, охлаждения и выбивки безопочных литейных форм с двусторонним отпечатком.
Известны установки для изготовления форм с двусторон1шм отпечатком, которые затем складываются в горизонтальную стопку. Например, автоматическая установка безопочной формовки системы Disamatic, выпускаемая английской фирмой Henry Walwork 11.
Скрепление форм в установке осуществляется за счет трения стопки форм на конвейере. Формы изго1ав;швак тся с вертикальной ли имей разъема (ориентацией) и остаются в таком положении на всем протяжении. При этом способе трудно устанавливать стержни, они должны И1.етй знаки повьпиенных размеров, возможна потеря точности от;швки перекоса стержня.
Указанные чедостатки устранены в литейной ycraHOFSKe :1;;я получения OTJIHBOK в стопке безопочных двусторонних форм с неиараллельН1 1ми верхней и нижней плоскостями, где
плоскость разъема форм на сборке расположена горизонтально, а на заливке - вертикально.
Литейная установка имеет устройство для изготовления форм пескострельным способом, гюдмодельнуш плиту низа с устройством для протяжки, камеру прессования с непараллельными верхней и нижней плоскостями, подмодельную плиту верха, механизм для подавд форм на сборку, механизм съема о;юки с полуформы, (Сте жнеукладчик, приспособление для пульсообразною перемещения форм на единицу длины, криволинейную направляющую для форм, устройство для заливки 2.
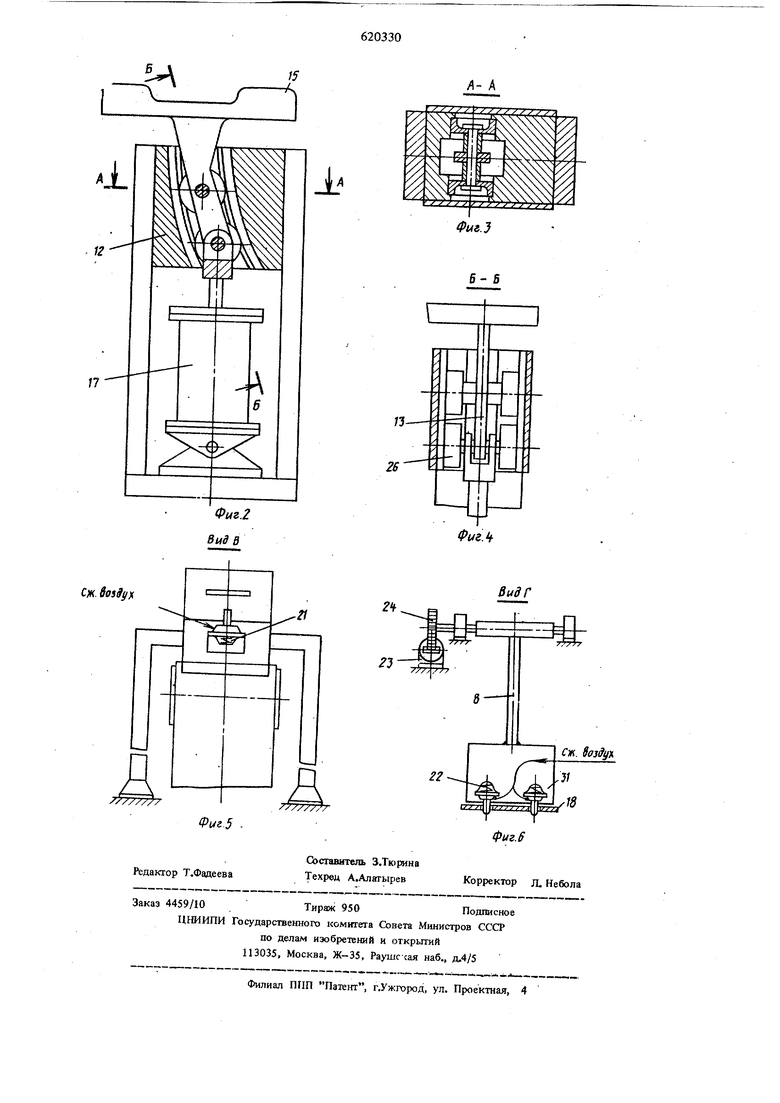
В зтой установке криволинейная напр 1вляюшая для продвижения безопочных форм выгюлнена по радиусу, а камера прессования, в которой получаются безопочные формы, имеет плоские стенки, поэтому каждая безопочная форма опирается на криволинейные направляющие только по двум линиям. Следовательно, в процессе транспортировки полуформ происходит смятие граней форм и частичное разрушение. того, попадание разрушенного материа;1л (Ьормы между бегюпочными полуформами и криволинейной нар|равляю1цей выз 1вает смещение полуформ, что приводит к нарушению точности изготовления отливок. Сложно и ненадежно устройство для извлечения полуформы из камеры прессования. Прежде всего потому, что извлечение песчаной формы производится подачей сжатого воздуха между моделью и формой. Песчаная: форма является газопроницаемым телом с неравномер ной толщиной и, кроме того, при создании давления над поверхностно формы происходит ее разрушение как в начальный момент съема, когда давление сжатого воздуха должно стронугь камеру прессования с полуформы, так и в конце съема, когда сжатый воздух прорвется меукцу стенкой камеры прессования и песчаной формой. Верхняя и нижняя поверхности формы непараллельны, позтому при съеме камеры прес сования устройство для крепления камеры прессо&ания должно обеспечить продвижение ее одновременно в двух плоскостях - горизонтальной и вертикальной, что помимо усложнения механизма снижает точность фяксаа яя камеры в процессе .сборки форм. Применение динамического вакуума для уцержания формы в камере усг ожняет KOHCTpy даю установки. Сложно и ненадежно устройство для продвижения стопки форм, включающее индекшрукщее приспособление для зацепления и расцепления с одной из гюлуформ, механизм для перемещения индексирующего приспособления. Вес форм тщательно балансируется с учетом трения между формами и направляющей дорожкой так, что 1фй сравнительно небольшом ушлки можно передаинуть стопку форм на толщину одной формы. При смене модельной оснастки, если поддерживать ста& льную степень уплотнения, полуформы будут иметь различную толщину, а следовательно, необходимо каждый раз подстраивать длину хода механи ма перемеще.ля индексирующего приспособления. Съем камеры и продвижение полуформ о ществляется последовательно различными механизмами, что снижает производительность установки. В момент сборки полуформ они ничем не фиксируются от бокового смещения. Цель изобретения - упростить конструкцию, П01 ысить надежность в работе, пршзводительность и точность литья. Это достигается тем, что установка снабжена го 13окгальными направляю цими, кареткой с приводом для ее возвратно-поступательного перемещения по горизонтальным направляющим и с рамой, в верхней части которой укреплен поршневой привод верхней подмодельной плиты, в нижней - прессовая камера, имеющая две противоположные стенки, вьшолненные по радиусам, больший из которых равен радиусу .криволинейной направляющей, и фиксирующей рамкой, расположенной в начале криволинейной направляющей и имеющей конфигурацию внутренней полости, соответствующую конфигурации внутренней полоста прессовой камеры, а стержнеукладчик укреплен на каретке, причем расстояние между осями стержнеукладчика и камеры прессования равно расстоянию меясду осями нижней подмодельной плиты и фиксирующей рамки. Каждая подмодельная плита имеет с роликами выступ, шарнирно связанный со штоком горшневого привода, и направляющую дорожку, представляющую дугу окружносте, центр радиуса которой совпадает с центром радиуса криволинейной направляющей, и предназначенную для взаимодействия с роликами. На фиг. 1 изображена предлагаемая установка, общий вид; на фиг. 2 показана связь между подмодельной плитой, выступом, на1фавляющей дорожкой, поршневым приводом и рамой; на фиг. 3 дан разрез А-А на фиг.2; на фиг. 4 - разрез Б-Б на фиг. 2; на фиг. 5 -вид. по стрелке В на фиг. 1; на фиг. 6 вид по стрелке Г на фиг. 1. Установка состоит из пескострельной машкны 1 с горизонтальным наддувом, камеры прессования 2 с радиусными стенками RI и RI, рам 3 и 4 стержнеукладчика 5, транспортирующего устройства 6 для стопки безопочных форм 7, поддерживающего механизма 8, служащего для приема первых безопочных форм, пока стопка еще набрана не полностью, заливочного устройства 9, криволинейной направлшощей 10 для стопки с фиксирующей рамкой 11, двух направляющих дорожек 12, двух выступов 13, жестко закрепленных каждый со своей подмодельными плитами 14 и 15, го япневых при;водов 16 и 17. Транспортирующее устройство 6 оснащено бесконечной лентой 18, например стальной, и может иметь привод и тормозную муфту (не показаны). Для сцепления поддерживающего механизма 8 с бесконечной лентой 18 в ней имеются отверстия, расположенные по дпине, с шагом примерно равным одной четверти длины окружности или чаще. Установка включает также каретку 19 для подачи форм 7 на сборку, которая одновременно перемещает и стержнеукладчик 5. Фиксирующая рамка 11 имеет два упора для камеры прессования 2 - неподвижный 20 и подвижный 21. 1 Поддерживающий механизм 8 имеет два пружинных фиксатора 22, которые входят в отверс/ия бесконечной ленты 18, расцепление 4я1ксаторов осуществляется путем сжатия пружин (не показаны) за счет подачи сжатого возлуха. Для перемещения по радиусу поддерживающего механизма 8 имеется поршневой привод 23 и реечно-шестеренчатая передача 24. Для удержания механизма 8 в нерабочем состоянии служит неподвижный кронштейн 25, в котором имеется отверстие для фиксаторов 22, На фиг, 1 положение поддерживающего механизма 8 внутри стопки форм показано условно. Выступ 13 имеет две жестко закрепленные оси с роликами 26 с целью уменьшения силы трения при перемещении его по направляющей дорожке 12, Установка работает схюдующим образом. Каретка 19 перемещает раму 4 с закрепленными на ней камерой прессования 2, nojHUHeвым приводом 16, направляющей дорожкой 12 выступом 13 и верхней подмодельной плитой до упора так, что камера совмещается с головкой настрела 27 пескострельиой машины и с нижней подмодельной плитой 15, Под действием порщневого привода 17 прдмодельная плита 15 входат в камеру и производится настрел формовочной смеси. Затем осуществля ется дополнительное уплотнение за счет поршневых приводов 16 и 17. Вариантом может также являться уплотнение смеси в камере только настрелом или настрелом с помощью одной верхней подмодельной плиты, В последнем случае ккжняя подмодельная плита может просто , примыкать к камере, и поэтому в данном случае для перемещения нижней подмодельной плиты требуется обычный порщневой привод и не требуется радиусная направляющая дорожка. Затем проводится протяжка нижней подмодельной плиты 15, и камера 2 перемещается на позицию сборки до упора 20 фиксируюицей рамки 11. После чего подвижнь1м упором 21, перемещенным, например, сжатым воздухом, камера 2 стопорится от перемещения в горизонтальной плоскости. Далее с помощью поршневого привода 16 двусторонняя безопочная форма 7 выталкивается из камеры 2, спаривается с предыдущей формой, в которой уже установлены стержни, и продвигается таким образом со всей стопкой на один шаг. Форма 7 продвигается внутри фиксирующей рамки 11 на такую глубину, чтобы установленные стержни не выходили за верхний лад фиксирующей рам ки. После выталкивания формы из камеры включается возвратный ход поршневого привода 16 и верхняя подмодельная плита 14 извле кается из формы. Затем упор 21 убирается, освобождая камеру 2, Во время выталкивания формы из камеры стержнеукладчик 5 опускает плиту 28 с вакуумными захватами на кооргшнатный поддон 29 с усгяновлениыми в нем стержнями 30 и захватывает их. Далее стержисукладчлк поднимает стержни и при очередном цикле, когда камера 2 перемещается к пескострельной машине 1, стержнеукладчик 5 одновременно перемещается на позицию сборки форм, где и устанавливает стержни 30. Плита 28 стержнеукладчика, координатный поддон 29 со стержнями и i верхняя плоскость полуформы со стержнями должны быть паралле;о ны между собой. Установка стержней иа координатный поддон может проводиться вне зоны стержн укладчика. В начальный период работы линии, когда стопка форм еще не набрана, для приеме первых бозопочных форм служит поддерживаю1ШЙ механизм 8, оредставляющий собой шарнирно закрепленную раму с площадкой 31, выполненной по размерам формы 7, работа которого осуществляется следующим образом. Растормаживается бесконечная лента 18 транспортирующего устройства 6 путем выключения тормозной муфтьь С помощью сжатого воздуха выводятся из зацепления с неподвижным кронштейном 25 пружинные фиксаторы 22, С помощью поршневого привода 23 поддерживающий механизм 8 перемещается вниз по радиусу и продвигается вдоль бесконечной ленты 18, пружинные фиксаторы 22 выпускаются и скользят по бесконечной ленте. При совмещении пружинных фиксаторов с отверстиями в ленте (jwKcaTopbt входят в них и увлекают бесконечную ленту 18 вслед за поддерживающим м&ханизмом 8, который перемещается до упора в фиксирующую рамку 11. Далее включается тормозная муфта транспортирующего устройава 6 с бесконечной лентой 18, а поршневой привод 23 отключается, с зтого момента поддерживающий механизм 8 готов к приему полуформ. Тормозная муфта удерживает бесконечную ленту с силой, несколько превышающей разность между вертикальной составляю щей от веса форм, располагающихся на первой четверти дуги криволинейной направляющей 10, и силой трения в подшипниках барабанов бесконечной ленты 18. Поршневой привод 16 при выталкивании формы 7 из камеры 2 преодолевает сопротивление тормозной муфты и перемещает формы поддерживающего механизма 8 и бесконечной ленты 18. Продвижение форм прекращается, как только заканчивается выталкивание формы из камеры 2, После полного набора стопки форм пружинные фиксаторы 22 с помощью сжатого воздуха вьшодятся из зацепления с бесконечной лентой 18, включается привод 23 и поддерживающий механизм 8 поднимается до упора в кронигтейн 25, где и стопорится. Далее уста1ювка работает без участия поддерживавшего механизма 8, Возможна также работа поддержи ваш щего механизма 8 и при отсутствии бесконечной
ленты 18, в этом случае тормозная муфта устанавливается на валу реечношестеренчатой передачи 24, а стопка форм при BbrTanKHBafom очередной формы скользит . по криволинейной направляющей 10.
Заливка форм проводится в вертикальном положении с помощью заливочного устройства 9. Залитые формы постепенно перемещаются к концу криволинейной направляющей, откуда они сваливаются на выбивное устройство (не показано). При необходимости полного удаления залитых форм включается привод транспортирующего устройства 6 и бесконечная лента 18 перемещает формы без участия поршневого привода 16. Кроме того, для возможности увеличения длины охладительной вегви, например, для более тяжелого литья, криволинейная направляющая 10 выполняется с перегибом (см. фиг. 1) или как комбинация дугообразной направляющей с прямо;шнейной.
Формул а изобретения
1, Установка для изготовления стопки безопочных форм с двусторонним отпечатком, содержащая прессовую камеру с непараллельными верхней и нижней плоскостями, устрой С1ВО для заполнения прессовой камеры формовочной смесью, верхнюю и нижнюю подмодельные плиты с порщневыми приводами ппя их перемещения, Mexaiffl3M подачи полуформ на сборку, стержнеукладчик, криволинейную направляющую для стопки форм, поддерживающий механизм и устройство для заливки металла, отличающаяся тем.
что, с целью упрощения ее конструкгшя, повь тения надежности в работе, производительности и качества OTJUIBOK, она снабжена горизонтальными направляющими, кареткой с приводом для ее возвратно-поступательного перемещения по горизонтальным направляющим и с рамой, в верхней части которой укреплен тюргиневой привод верхней подмодельной плИ ты, в нижней - прессовая . камера, имеющая две противоположные вертикальные стенки, выполненные по радиусам, больишй из которых равен радиусу криволинейной направляющей, и фиксируюидей рамкой, расположенной в начале криволинейной направляющей и имеющей конфигурацию внутренней полости, соответствующую конфигурации внутренней полости ггрессовой камеры, а стержнеукладчик укреплен на каретке, причем расстояние между осями стержнеукладчика и камеры прессования равно расстоя1ию между осями нижней подмоделыюй плиты и фиксирующей рамки.
2. Установка по п, 1, отличающаял тем, что каждая подмодельная плита имеет с роликами выступ, шарнирно связанный со иггоком поришевого привода, и направляющую дорожку, представляющую дугу окруж1юсти, центр радиуса которой совпадает с центром радиуса криволинейнои направляющей, и предназначенную для взаимодействия с роликами.
Источники информации, принятые во внимание при экспертизе:
1. Научно-реферативный сборник ЛИИ мащ, Литейное малшностроение, 1972, № 12, с.З.
2. Патент ША № 3300823, кл, 164-137, 1967.
«si
| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат безопочной горизонтально-стопочной формовки,сборки и простановки стержней | 1983 |
|
SU1125089A1 |
| Установка для изготовления безопочных форм | 1975 |
|
SU555971A1 |
| Устройство для безопочной формовки | 1977 |
|
SU682318A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1978 |
|
SU738749A1 |
| Автомат безопочной стопочной формовки | 1980 |
|
SU944749A1 |
| Устройство для сборки безопочных форм и простановки стержней | 1973 |
|
SU994103A1 |
| Машина для изготовления безопочных форм прессованием | 1981 |
|
SU977101A1 |
| Установка для горизонтально-стопочной безопочной формовки | 1975 |
|
SU561606A1 |
| Формовочная машина | 1986 |
|
SU1407658A1 |
| Способ безопочной формовки и сборки | 1981 |
|
SU1061911A1 |