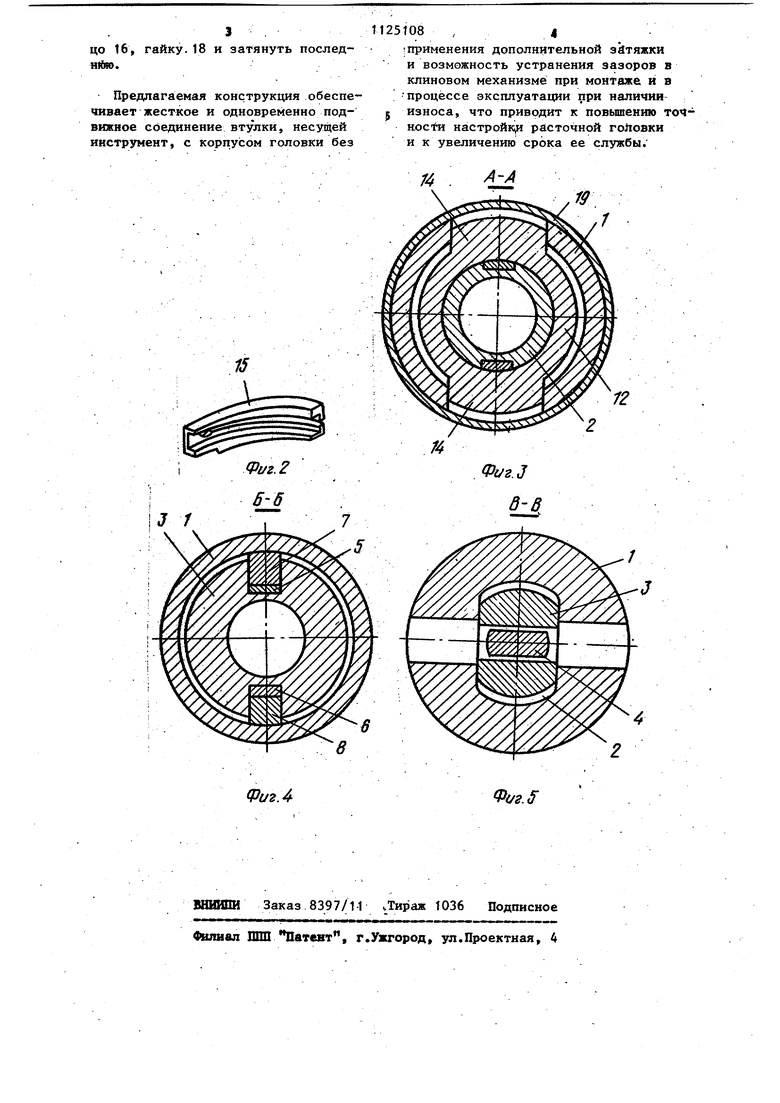
Изобретение относится к металлообработке н может быть использовано в расточных и фрезерных станках. Известна бо)р1штанга для расточки канавок, содержащая клиновой ме ханизм, сообщающий радиальное перемещение- резцедержателю, и компенсирукнций упругий элемент,.поддерживающий беззазорное соединение резцедержателя с клиновым механизмом D 1 Недостатком известной борштанги является то, что упругий элемент, компенсирукяций зазор между резцедержателем и клиновым механизме, не обеспечивает жесткое крепление резцедержателя, что снижает эксплуа тационную надежность .борштанги. Целью изобретения является повышение эксплуатационной надежности инструментаф Указанная цепь достигается тем, что в расточной головке, в корпусе которой на радиальных направляющих установлена втулка с инструментом и размещены клиновой механизм ее пе ремещения, включающий прямой И обра ный клинья, и устройство компенсации зазоров в клиновом механизме, устройство компенсации зазоров выполнено в виде ползуна, в центральном отверстии которого размещены . две регулировочные вставки, предста ляющие собой разрезные кольцевые се тора с внутренней прямоугольной рез бой, а прямой и обратный клинья выполнены с выступами в виде витков прямоугольной резьбы, предназначенными для взаимодействия с регулировочными вставками. Такое констрзпктивное вьшопнение расточной головки обеспечивает жест кое и одновременно подвижное соединение втулки с инструментом и корпу сом... На фиг.1 изображена расточная го ловка, продольный разред; на фиг.2регулировочная вставка, аксонометрия; на фиг.З - разрез А-А ни фиг.1 на фиг. 4 - разрез Б-Б на фиг.1; на фиг. 5 - разрез В-В на фиг.1. Расточная головка состоит из полого корпуса 1, в пазу 2 Которого установлена с возможностью перемеще ния втулка 3, несущая инструмент 4. Для предотвращения поворота втулки 3 относительно корпуса 1 на ее боковых сторонах выполнены две параллельные лыски. Кроме того, на втулке 3 выполнены два диаметрально противоположных паза, в которых за-креплены прямой клин 5 и обратный клин 6, взаимодействующие с клиновыми поверхностями зшоров 7 И 8, . установленных в полости корпуса 1. На торцовых поверхностях здоров 7 и 8 установлены кольца 9, контактирующие с размещенными в сепараторах шариками 10, сопрягающимися с торцовыми поверхностями кольца 11 и гайки 12, расположенных в полости корпуса. 1. Расточная головка содержит уст- ройство компенсации зазоров, выполненное в виде жёстко связанного с прямьш клином 5 и обратным клином 6 ползуна 13, имеющего два диаметрально противоположных выступа 14, посредством которых ползун 13 установлен в пазу корпуса 1 с возмож- . ностью перемещения. В центральном отверстии ползуна 13 размещены две регулировочные вставки 15, представляющие собой разрезные кольцевые сектора с внутренней прямоугольной резьбой, предназначенной для взаимодействия с выступами, выполненными на прямом клине 5 и обратном клине 6-,и прижимное кольцо 16,снабжённое штифтом 17,который расположен в пазу ползуна 13 и исключает сдвиг кольца 16 и встаёйк 15 при затяжке гайки 18, установленной на ползуне 13. Между торцовыми поверхностями гайки 18 и ползуна 13у расположен фланец гайки 19, установленной на корпусе 1. На поверхности 20 гайки 19 нанесем лимб, а на корпусе t нулевая риска. Расточная головка работает.след ющим образом i Вращйя гайку 19, перемещают ползун 13 с прямьм клином 5 и обратньм клином 6 в осевом направлении, а втулку 3 с инструментом 4 - в радиальном. При этоь осуществляется микрсметрическая радиальная настройка расточной головки. - Для устранения зазоров, между.кор пусом 1, упорами 7 и 8, клиньями 5 и 6 и втулкой 3 необходимо отвинтить гайку 18, снять нажимное кольцо 16,переместить регулировочные вставт ки 15 покругу в отверстии .ползуна 13. При этом прямой клин 5 и обратный клин 6 перемещаются в осевом направлении, выбирая все зазоры между втулкой 3 и корпусом головки 1. Затем необходймо установить нажимное кольцо 16, гайку. 18 и затянуть последн1.:
Предлагаемая конструкция обеспе«швает жесткое и одновременно подвижное соединение втулки, несущей инструмент, с корпусом головки без
(Puz.4
1125108 ,4
применения дополнительной зkтяжки и возможность устранения зазоров в клиновом механизме при монт;аже и в -процессе эксплуатации при наличии 5 износа, что приводит к повышению точности настройк,и расточной гоЛовки и к увеличению срока ее службы.
Фш.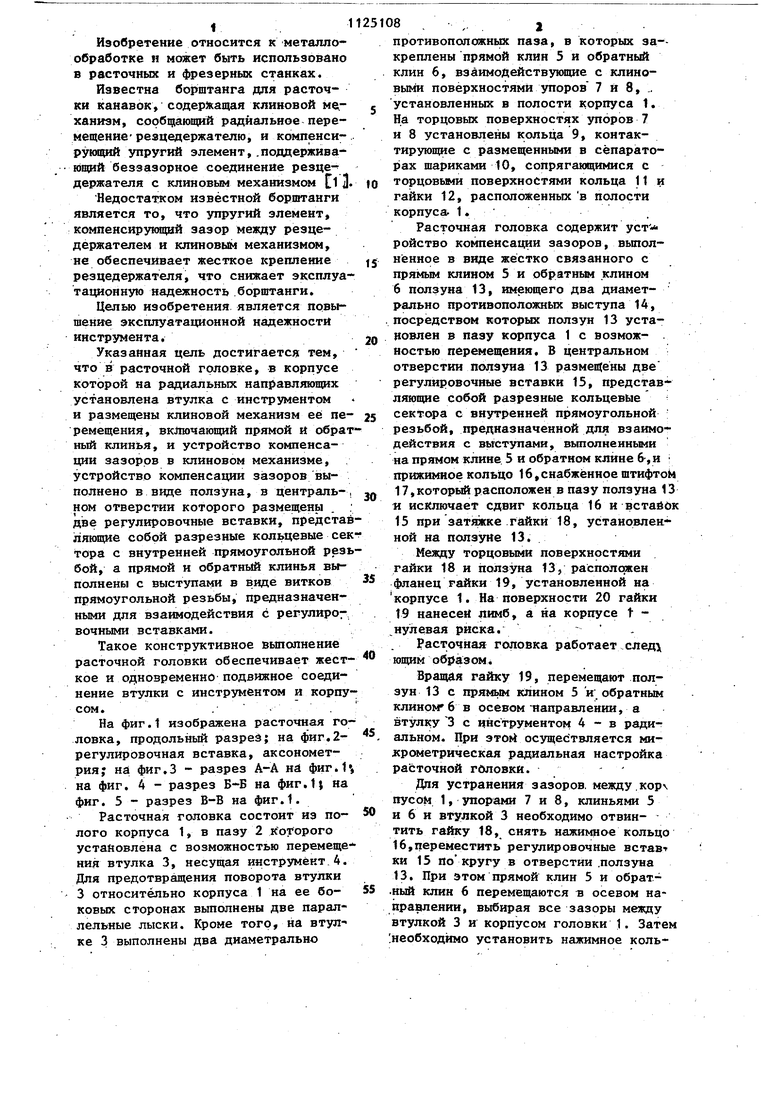
| название | год | авторы | номер документа |
|---|---|---|---|
| Микробор | 1988 |
|
SU1558562A1 |
| СПОСОБ РАСТАЧИВАНИЯ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1994 |
|
RU2078649C1 |
| Головка для расточки кольцевых канавок | 1978 |
|
SU766758A1 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Токарно-расточной станок | 1979 |
|
SU948542A1 |
| Патрон для автоматизированного крепления инструмента | 1986 |
|
SU1399017A1 |
| Борштанга для расточки глубоких отверстий | 1973 |
|
SU457543A1 |
| Расточная оправка | 1985 |
|
SU1324771A1 |
| Борштанга с автоматической подналадкой резца | 1981 |
|
SU975227A1 |
| Резьбонарезная головка | 1974 |
|
SU526465A1 |
РАСТОЧНАЯ ГОЛОВКА, в корпусе которой на радиальных направляющих установлена втулка с инструмен.том и размещены клиновой механизм ее перемещения,- включающий прямой и обратньй клинья, и устройство компенсации зазоров в Клиновом меха;УЙ j iiiii i S / Фе/г. 1 низме, отличающаяся тем, что, с целью повышения эксплуатационной надежности головки, устр ойство компенсации зазоров выполнено в вцце ползуна, в центральном отверстии которого размещены две регулировочные вставки, представляющие собой разрезные кольцевые сектора с внутренней прямоугольной резьбой, а прямой и обратный клинья выполнены с выступами в виде витков прямоугольной резьбы, предназначенными для взаимодействия с регулировочными вставками. ю О1 00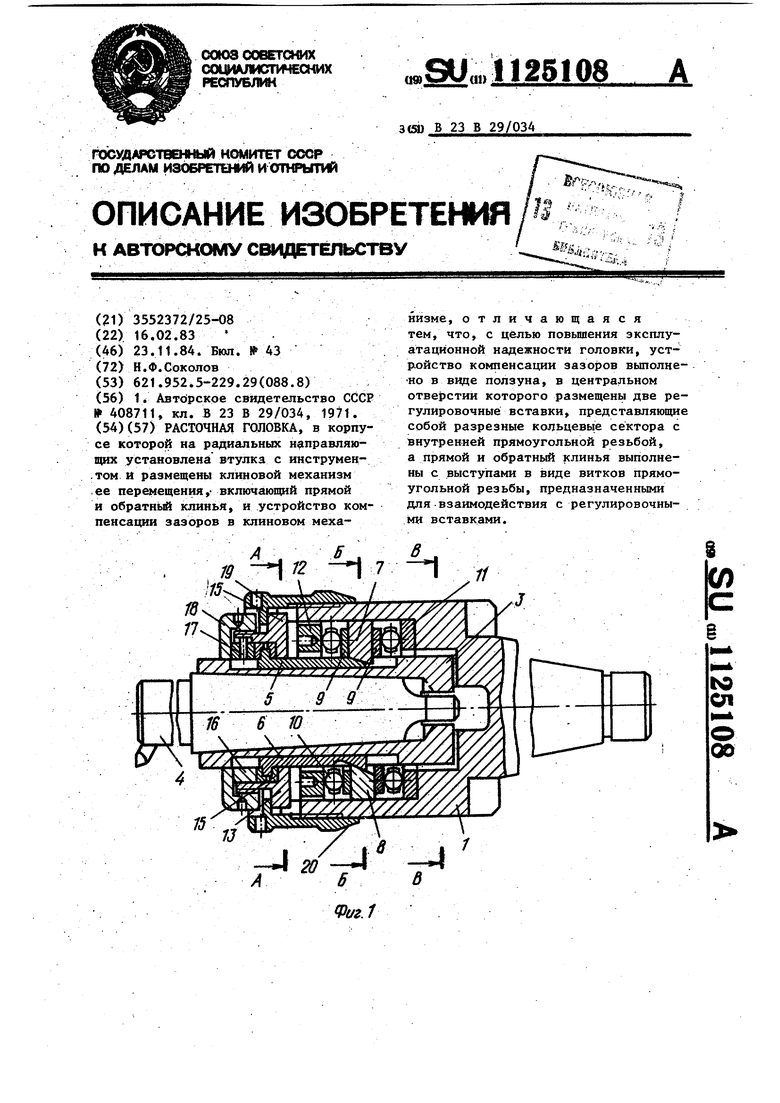
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| кл | |||
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
