)5
11324771
Изобретение относится к металло- ные обработке и может быть использовано при растачивании глубоких отверстий,
Цель изобретения - повышение надежности работы оправки за счет обес- 5 печения точности фиксации подвижных частей оправки.
На чертеже показана оправка, общий вид.
Оправка содержит корпус 1, в кото- ром установлена обойма 2 с шариками 3, В обойме 2 перемещается шток 4, имеющий коническую поверхность,, На штоке 4 насажена пруткина 5, .удерживаемая регулировочной гайкой 6. На противоположном конце штока 4 установлена вилка 7, связанная с системой рычагов 8 и 9 со штьфями 10-12„ На среднем штыре 11 жестко закреплен резцедержатель 13 с резцом 14. Шток 4 снабжен штифтом 15, посредством которого он может перемещаться через гайку 16. Гайка 16 перемещается по резьбе, выполненной на пр оточенной части корпуса 1. На:падка. на размер обработки осуществляется контрольными элементами 17, которые могут быть одновременно выглаживателями, установленными в конических втулках 18 и выполненными в виде штырей, которые подпружинены пр-ужинами 19 и перемещаются в упорных втулках 20. Наладка контрольных элементов на размер осуществляется болтами 21. Зажим
20
25
30
элементы 17, которые через конические втулки 18 заставляют перемещаться кольцо 28. Последнее перемещает разрезную втулку 22, которая сжимает пружину 23. Шарики 3, защемленные конусом штока 4 и конусом втулки 22, высвобождаются, и шток 4 под давлением пружины 5 перемещается, воздействуя через вилку 7 на систему рычагов 8 и 9. Ввиду того, что штырь 12 закреплен на планке 27 и не имеет возможности перемещения, рычаги складьшаются и перемещают резцедержатель 13 с резцом 14 к обрабатываемой поверхности. Перемещение резца 14 приводит к падению давления на контрольные элементы 17, которые возвращаются в исходное положение под действием пружин 19. Как только контрольные элементы 17, закрепленные во втулках 18, вместе с ними перемещаются к обрабатываемой поверхности, под действием пружины 23 перемещается разрезная втулка 22 и упирает кольцо 28 во втулку 18. Втулка 22. зажимает также шарики 3 за счет своего конуса и конической поверхности штока 4. Ввиду того, что шарики 3 при перемещении штока поднимаются, разрезная втулка 22 также имеет возможность перемещения вверх (к корпусу 1), одновременно перемещая кольцо 28 до его упора во втулку 18, т.е. возвращая систему в исходное состояние.
,-.40
шариков осуществляется разрезной втул-35 Количество контрольных элементов 17 кой 22, подпружиненной пружиной 23 (от одного до четырех) диктуется кон- и удерживаемой втулкой 24, Регулировка положения системы рьгаагов 8 и. 9 осуществляется болтами 25, а предохраняется она от грязи и пыли кожу .хом 26, Планка 27 служит ддя закрепления штыря 12. Кольцо 28 установлено между втулкой 18 и конической втулкой 22.
С целью достижения максимального эффекта предлагаемого технического решения в качестве штырей контрольных элементов использованы алмазные вы45
структивными соображениями, так как имеет значение диаметр обрабатываемого отверстия. Усилие, создаваемое на штоке пружиной 5, регулируется гайкой 6, а усилие на втулку 22 создается пружиной 23 и регулируется втулкой 24. Гайка 16 и перемещающийся в пазу корпуса 1 штифт 15 предохраняют от вьтадени:я шарики 3 при сборке и наладке на размер обработки расточной оправки. Вилкой 7 и болтами 25 осуществляется наладка на размер резца 14.
глаживатели, т.е. одновременно происходит посредством штырей не только процесс подналадки резца, но и процесс алмазного выглаживания.
Оправка работает следующим образом.
При наличии износа резца 14 штн при возрастании на него давлений со стороны обрабатываемой поверхности возрастает давление на контроль5
ные
5
0
5
30
элементы 17, которые через конические втулки 18 заставляют перемещаться кольцо 28. Последнее перемещает разрезную втулку 22, которая сжимает пружину 23. Шарики 3, защемленные конусом штока 4 и конусом втулки 22, высвобождаются, и шток 4 под давлением пружины 5 перемещается, воздействуя через вилку 7 на систему рычагов 8 и 9. Ввиду того, что штырь 12 закреплен на планке 27 и не имеет возможности перемещения, рычаги складьшаются и перемещают резцедержатель 13 с резцом 14 к обрабатываемой поверхности. Перемещение резца 14 приводит к падению давления на контрольные элементы 17, которые возвращаются в исходное положение под действием пружин 19. Как только контрольные элементы 17, закрепленные во втулках 18, вместе с ними перемещаются к обрабатываемой поверхности, под действием пружины 23 перемещается разрезная втулка 22 и упирает кольцо 28 во втулку 18. Втулка 22. зажимает также шарики 3 за счет своего конуса и конической поверхности штока 4. Ввиду того, что шарики 3 при перемещении штока поднимаются, разрезная втулка 22 также имеет возможность перемещения вверх (к корпусу 1), одновременно перемещая кольцо 28 до его упора во втулку 18, т.е. возвращая систему в исходное состояние.
35 Количество контрольных элементов 17 (от одного до четырех) диктуется кон- 0
35 Количество контрольных элементов 17 (от одного до четырех) диктуется кон-
45
0
структивными соображениями, так как имеет значение диаметр обрабатываемого отверстия. Усилие, создаваемое на штоке пружиной 5, регулируется гайкой 6, а усилие на втулку 22 создается пружиной 23 и регулируется втулкой 24. Гайка 16 и перемещающийся в пазу корпуса 1 штифт 15 предохраняют от вьтадени:я шарики 3 при сборке и наладке на размер обработки расточной оправки. Вилкой 7 и болтами 25 осуществляется наладка на размер резца 14.
ормула обретения
Расточная оправка, содержащая корпус с радиально подвижным резцом 22 и механизм подналадки резца, включающий тела качения, отличающаяся тем, что, с целью повьш1ения надежности работы оправки, механизм подналадки резца снабжен обоймой и
3 13247714
установленными о возможностью осево-щения введенных в оправку элементов, го перемещения подпружиненным штокомпредназначенных для взаимодействия кинематически связанным с резцом, коль-с обработанной поверхностью заготовки, цом и йодпружиненной разрезной втул-которые через кольцо связаны с разрезкой с внутренней конической поверх- гной втулкой, при этом тепа качения ностью, при этом в корпусе оправкиразмещены в обойме с возможностью вьтолнена осевая полость для размеще-контактирования с внутренней коничес- ния вьгаеуказанных элементов механиз-кой поверхностью упомянутой втулки ма подналадки и радиальные пазы си наружной конической поверхностью, одной наклонной стенкой для разме- fOкоторая вьтолнена на штоке.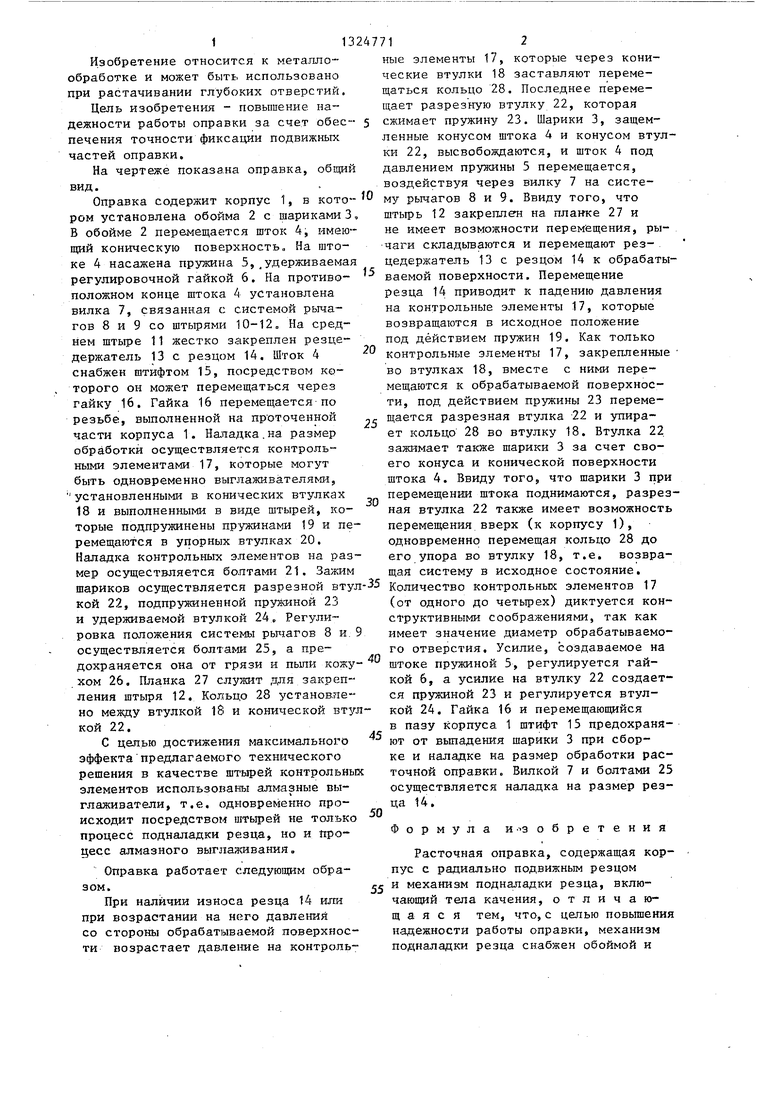
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для автоматической подналадки осевого инструмента | 1983 |
|
SU1117199A1 |
| Расточная оправка | 1980 |
|
SU884873A2 |
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Расточная оправка | 1973 |
|
SU471185A1 |
| Комбинированный инструмент | 1984 |
|
SU1337241A1 |
| Устройство для фрикционно-механического нанесения покрытий | 1980 |
|
SU931810A1 |
| Притир | 1982 |
|
SU1100794A1 |
| Расточная оправка | 1983 |
|
SU1133041A1 |
| Резцовая головка | 1990 |
|
SU1804948A1 |
| Станок для доводки наружных цилиндрических поверхностей деталей | 1986 |
|
SU1364447A2 |
Изобретение относится к металлообработке и может быть использовано при растачивании глубоких отверстий. Целью изобретения является повышение надежности в работе оправки за счет обеспечения точности фиксации подвижных частей. При износе резца 14 или при возрастании на него давления со стороны обрабатьшае- мой поверхности возрастает давление на контрольные элементы 17. Элементы 17 через конические втулки 18 перемещают кольцо 28, которое перемещает разрезную втулку 22 и сжимает пружи- ну 23. Шарики 3, защемпенные конусом штока 4 и конусом втулки 22, высвобождаются и шток 4 под действием пружины 5 перемещается, воздействуя через систему рычагов 8 и 9 на перемещение резца 14. После перемещения резца давление на контрольные элементы 17 уменьшается, кольцо 28 смещается и разрезная втулка 22 надежно защемляет шарики 3, фиксируя положение штока 4. 1 ил. «Л в п
| Расточная оправка | 1983 |
|
SU1077710A2 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
