ОписыВЗемое приспо собление является дальнейшим усовершенствованием станка для .изготовления О|днож1ильных бортовых велоколец по aiBT. св. ДЬ 94895, в «отором кольца готовятся стыковкой концов при муфты.
Предлагаемое приспособлевие дает возможность снизить бра по дефекту «н аплыв резины при изготовлении велопокрышек, повышает точность доводки размеров изготовляемых велоколец, значительно увеличив(а1ет произвадмтельность труда. Это аостигается тем, что кольцевой калибр станка снабжен разрезнь м ободом 1и двумя зажимами, а электроды укреплены «а подъемной голозке с помошью пневмореле.
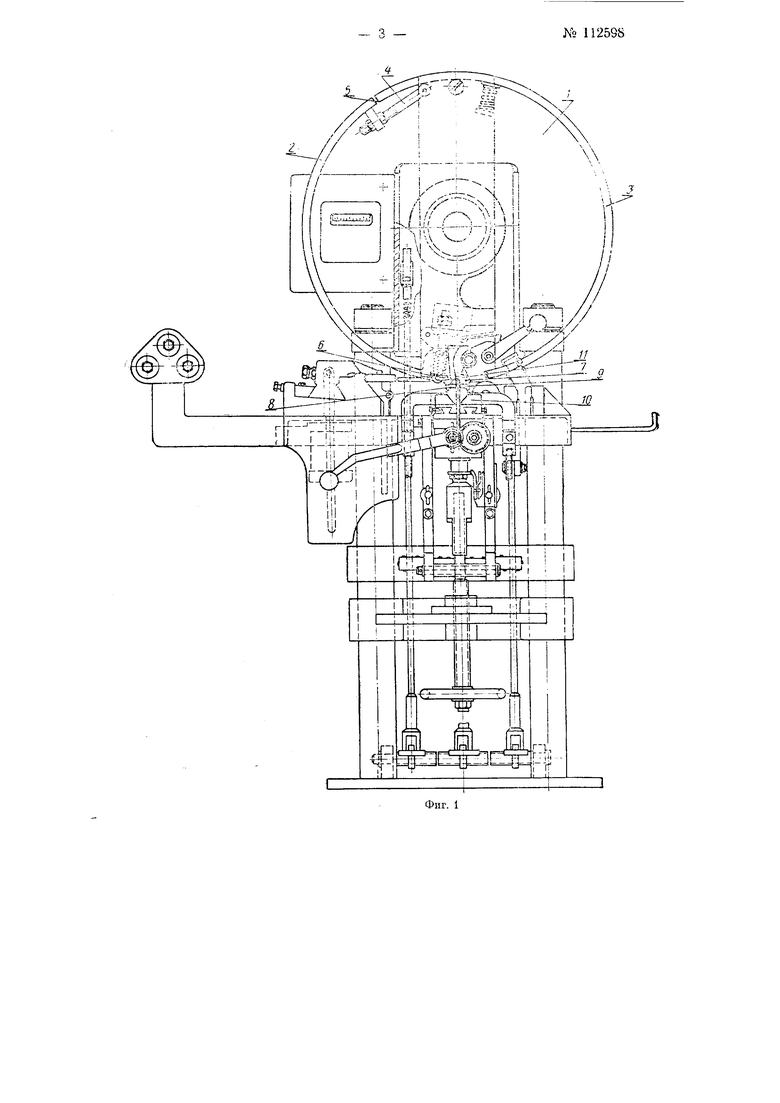
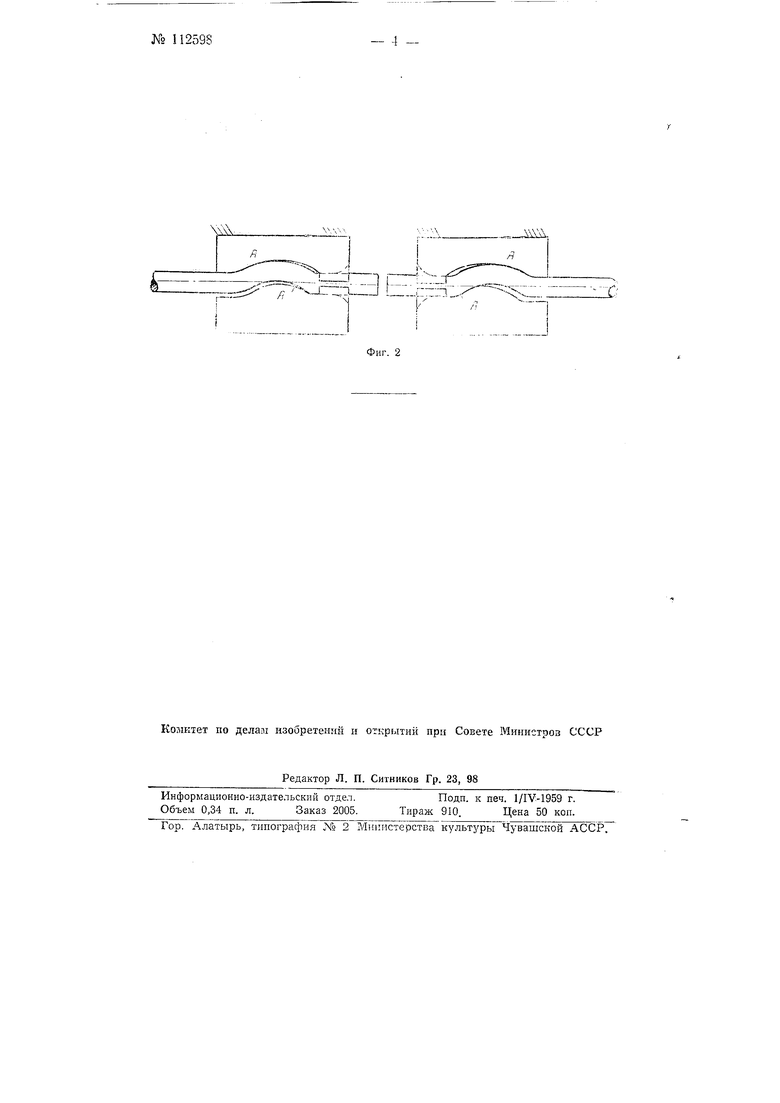
На фиг. 1 показйи общий вид станка; на фяг. 2-губки электродов с вставленной в них проволокой.
Кольцевой калибр 1 станка снабжен разрезным ободом, выполненным в виде двух частей 2 и 5. Точность 1 згото:влени.я велоколец достигается тем, что диа;метр кольцевого калибра 1 из мвняется натяжным устройством (зажимам) 4, св1язываюшнм обе части 2 и 5 разрезного обода- Поэтому зазор 5 между частям;и разрезного обода устанавливается на требуемый размер кольца, натянутого на кольцевой калибр. На других койцах р-азрезного обода прикреплены вкладыши 6 м 7, к которы: т электродами S и 9 прижн.маются пре;д:1азначен:ные для сварки концы кольца. Электроды 8 и 9 укреплены ла подъемной головке 10. Для закрепления свар:иваемых стыков ;в нижне; части калибра / монтирован зажя)м 11.
Изготовление велоколец производится из патентированной проволоки, что требует получения разрывного усилия для обеспеченяя необходимой прочности свариваемого стыка пе менее 100 . При этом необх-оди1мо ограничить зону термического влияния, ее строго 112598- 2 -
стоянной, т. е. -не допускать разогр ева концов свариваемого кольца. Это достигается тем, что ионцы проволоки зажаты в губках электродов плотно по всему профилю проволоии. Чтобы обеспечить плавный изгиб проволоки при сварке, юамалы губок электродов закруглены. Для осадки охлаждающегося металла в губках электродов необ.код1И1мо зн ачителыно большее удельное давление осадки, против П1р1инятого в промышленности 5-6 кг/мм. В д амном случае оно применяется равным 35-40 кг/мм -, что достигается приданиам губкам электродов формы, обеспечиваюш,ей гфочный упор проволок1И IB точках А, т. е. выдерживающей необходи1мое удельное давление.
Предмет изобретения
Пр|испособлен1ие для изготовления 01дножильных бартовых велоколец контактной сваркой к станку по авт. св. №94895, отл и ч а ю ш,ееся тем, что кольцавой калибр станка|для точной ДОБ01ДК1И размеров изготовляемых колец и закреплення свариваемых стыков анабжен р)азревным ободом и двумя зажима ми, а электроды, с целью по(две(дения их к месту сварки, т. е. на у ровень стыков кольца, закрепленных в зажиме кольцевого калибра, укреплены на подъемной головке с помош,ью пневмореле.
. V.. i I ;v.r--..J, .-fes
. N,;,.,; /
/ 6) y J
: .-.
j iill.,iiJij,rgjO jiila
j--Hr ; ПпгТ- 1 ti..iiLr. ri;
лLi//r Qi
J
.1 ЬН I JJ,- ,J i
-1 - / A-., if .- - t:-:-:;:Xi : пджея Ыh if L-.it.M/JS/VV; -Л:11 
| название | год | авторы | номер документа |
|---|---|---|---|
| Станок для изготовления одножильных бортовых велоколец | 1950 |
|
SU94895A1 |
| Прикаточное устройство к консольно- барабанным шинным конфекционным станкам | 1950 |
|
SU99194A1 |
| Упругое дисковое автомобильное колесо | 1929 |
|
SU12963A1 |
| Упругое дисковое автомобильное колесо | 1927 |
|
SU11290A1 |
| Автоматическая машина для упаковки чайного суррогата, молотого кофе и тому подобных порошкообразных веществ в пакеты с двойной бумажной оберткой | 1933 |
|
SU45841A1 |
| Устройство для контроля диаметра проволочных бортовых колец вело и автопокрышек | 1954 |
|
SU103234A1 |
| УСТРОЙСТВО ДЛЯ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2433895C1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |
| СПОСОБ КОНТАКТНОЙ СТЫКОВОЙ СВАРКИ С ПРЕДВАРИТЕЛЬНЫМ ПОДОГРЕВОМ ИЗДЕЛИЙ КОЛЬЦЕВОГО ЗАМКНУТОГО ПРОФИЛЯ КОМПАКТНОГО СЕЧЕНИЯ | 2010 |
|
RU2434725C1 |
| АВТОМАТИЧЕСКАЯ ЛИНИЯ ИЗГОТОВЛЕНИЯ ОБОДОВ МОТОЦИКЛЕТНЫХ КОЛЕС | 1973 |
|
SU389900A1 |