2S 30 S22f2}}S372f
В
f3
(Л
-29
СО 00 СЛ
--/
| название | год | авторы | номер документа |
|---|---|---|---|
| Прокатный,преимущественно прокатно-ковочный или роликовый,стан | 1987 |
|
SU1437117A1 |
| Прокатный стан | 1988 |
|
SU1519803A1 |
| Предварительно напряженная прокатная клеть | 1987 |
|
SU1440570A1 |
| Прокатная клеть с многовалковым калибром | 1988 |
|
SU1581395A1 |
| Прокатный стан | 1988 |
|
SU1583196A1 |
| Прокатный стан | 1989 |
|
SU1724400A1 |
| Прокатный стан | 1986 |
|
SU1405910A1 |
| Роликовая клеть | 1985 |
|
SU1258525A1 |
| Предварительно напряженная прокатная клеть | 1986 |
|
SU1389894A1 |
| Рабочая валковая клеть | 1987 |
|
SU1475755A1 |
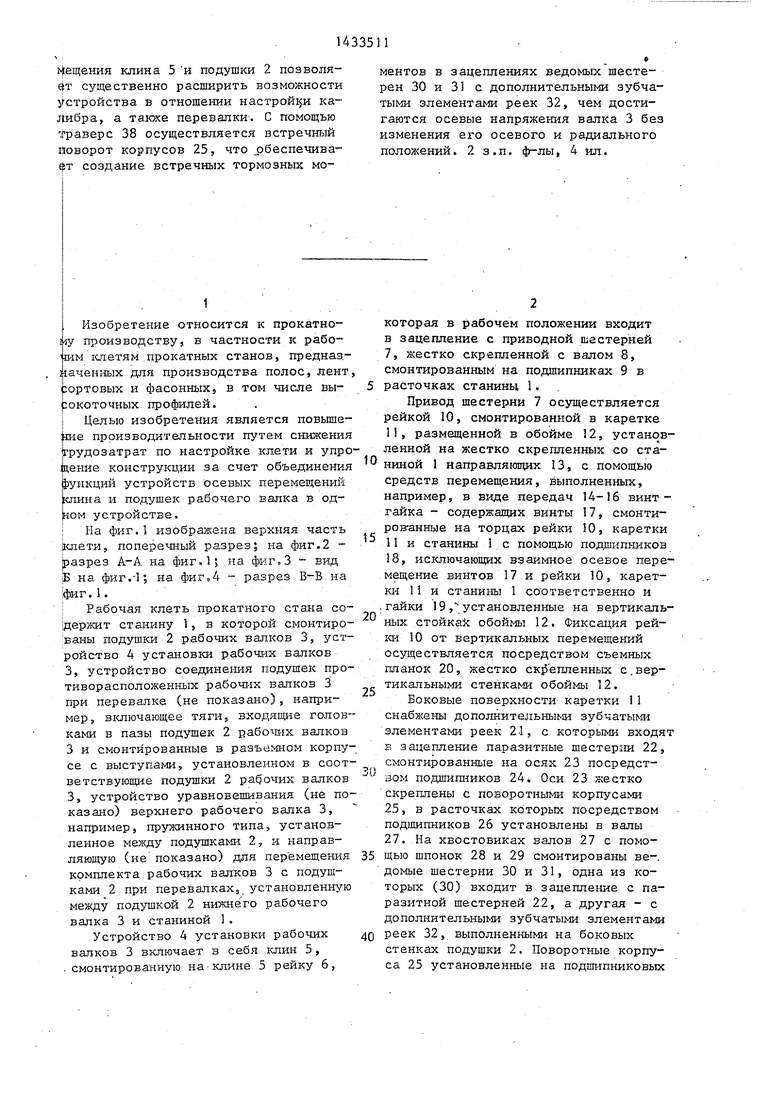
Изобретение относится к прокатному производству, в частности к рабочим клетям прокатных станов, предназначенных для производства полос, лент, сортовых и фасонных, в том числе высокоточных профилей. Цель изобретения - повышение производительности путем снижения трудозатрат по настройке клети и упрощение конструкции за счет объединения функций устройств осевых перемещений клина и подушек рабочего валка в одном устройстве. Возможность взаимной регулировки по величине и направлению пере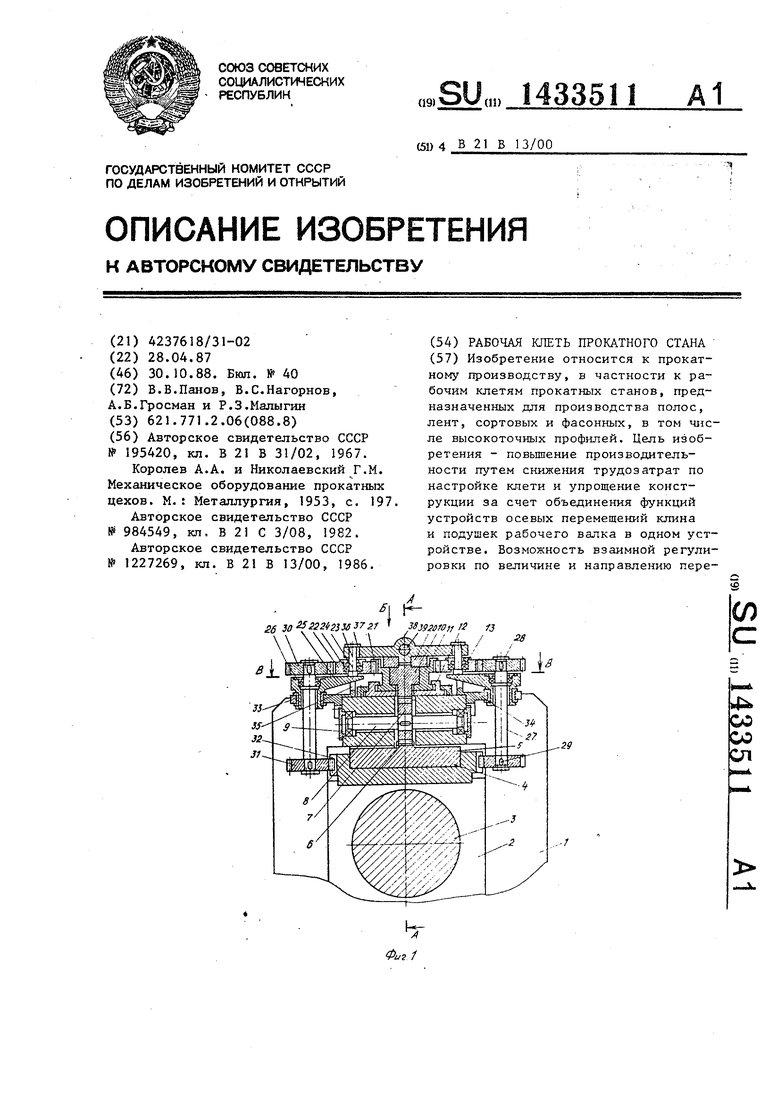
Фиг f
Цещения клина 5 и подушки 2 позволяет существенно расширить возможности устройства в отношении настрой1$и калибра, а также перевалки-. С помощью траверс 38 осуществляется встречнтзй поворот корпусов 25, что рбеспечива- создание встречных тормозных мо1
Изобретение относится к прокатному производству, в частности к рабо- 1ШМ 1слетям .прокатных станов, предназначенных для производства полос, лент рортовых и фасонных5 в том числе вы- окоточных профилей.
I Целью изобретения является повьше- 18 производительности путем снижения {трудозатрат по настройке гслети и упро |цение конструкции за счет объединения функций устройств осевых перемещений клина и подушек рабочего валка в од- JHOM устройстве,
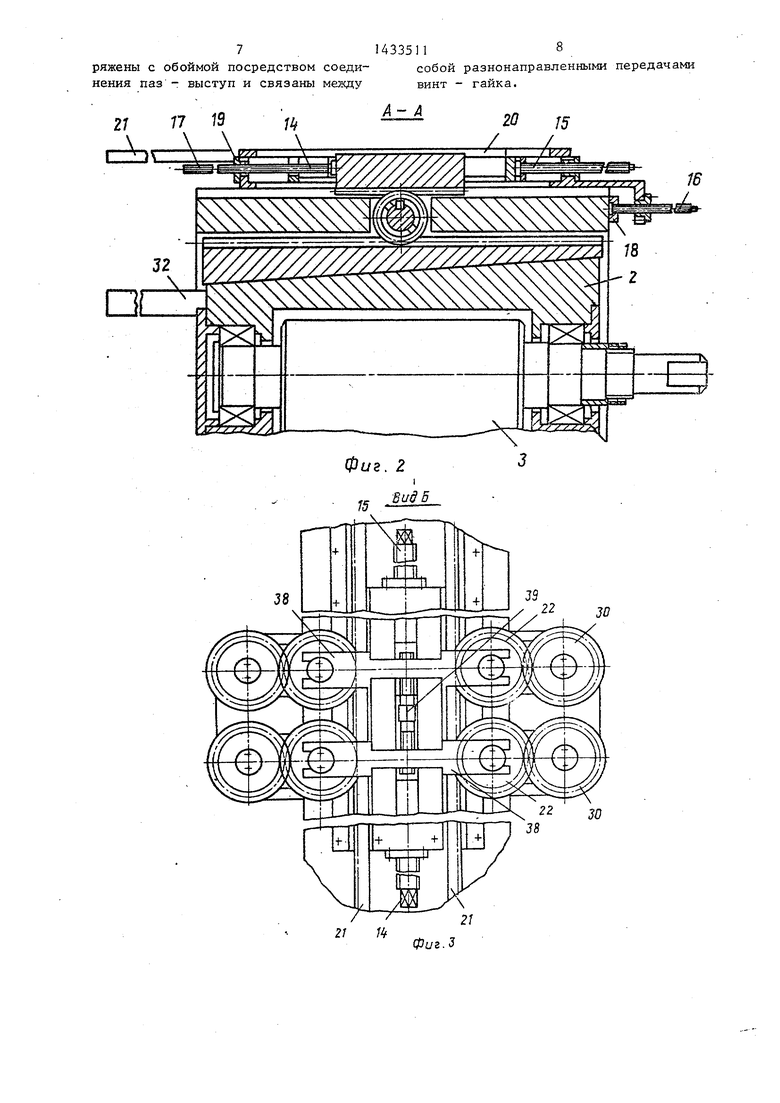
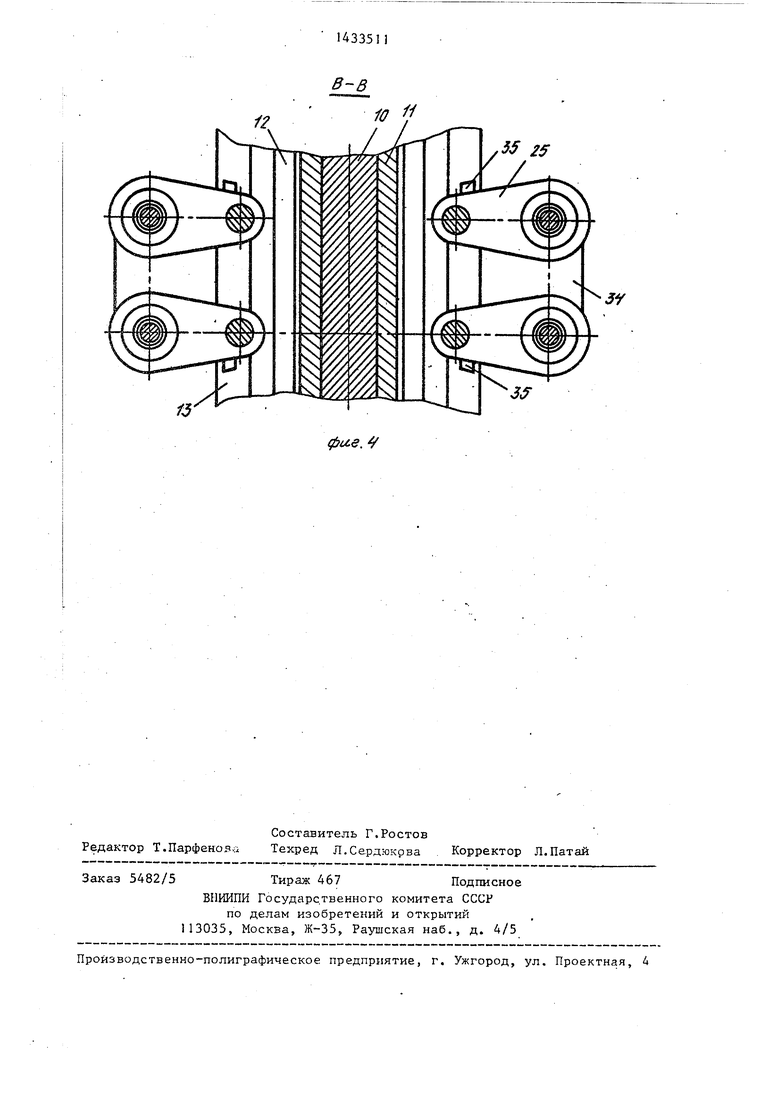
i Иа фиг.1 изображена верхняя часть клети, поперечный разрез| на фиг.2 - разрез А-А на фигЛ.на фиг.З - вид te на фиг. на фиг.4 - разрез В-В на ;фиг. 1.
Рабочая клеть прокатного стана со держит станину 1, в которой смонтированы подушки 2 рабочих валков 3, устройство 4 установки рабочих валков 3, устройство соедине1-шя подушек про- тиворасположенных рабочих валков 3 при перевалке (не показано), например, включающее тяги, входящие головками в пазы подушек 2 рабо чих валков 3 и смонтированные в разъег-шом корпусе с выступами, установленном в соответствующие подушки 2 рабочих валков 3, устройство уравновешивания (не показано) верхнего рабочего валка 3, например, пружинного типа, установленное между подушками 2, и направляющую (не показано) для перемещения комплекта рабочих валков 3 с подушками 2 при перевалках,,, установленную между подушкой 2 нижнего рабочего валка 3 и станиной I.
Устройство 4 установки рабочих валков 3 включает в себя клин 5, . смонтированную наклине 5 рейку 6,
ментов в зацеплениях ведомых шестерен 30 и 31 с дополнительными зубчатыми элементами реек 32, чем достигаются осевые напряжения валка 3 без изменения его осевого и радиального положений. 2 з. п. фг-лы, 4 ил.
0
5
0
5
0
5
0
которая в рабочем положении входит в зацепление с приводной шестерней 7, йсестко скрепленной с валом 8, смонтированным на подшипниках 9 в расточках станины 1.
Привод шестерни 7 осуществляется рейкой 10, смонтированной в каретке 11, размещенной в обойме 2, установленной на жестко скрепленных со станиной 1 направляющих 13, с помощью средств перемещения, выполненных, например, в виде передач 14-16 винт- гайка - содержащих винты 17, смонти- ров-анные на торцах рейки Ю, каретки 1I и станины 1 с помощью подшипников 18, исключающих взаимное осевое перемещение винтов 17 и рейки 10, каретки 11 и станинъ 1 со ответственно и .гайки 19 j установленные на вертикальных стойка с обоймы 12. Фиксация рейки 10 от вертикальных перемещений осзпцествляется посредством съемных планок 20, жестко скрепленных с.вертикальными стенками обоймы 12,
Боковые поверхности каретки 11 снабжены дополнительными зyбчaты iи элементами реек 2-1, с которыми входят Е зацепление паразитные шестер1ш 22, смонтированные на осях 23 посредством подшипников 24. Оси 23 жестко скреплены с поворотными корпусами 25, в расточках которых посредством подшипников 26 установлены в валы 27, На хвостовиках валов 27 с помощью шпонок 28 и 29 смонтированы ве-. домые шестерни 30 и 31, одна из которых (30) входит в зацепление с паразитной шестерней 22, а другая - с дополнительными зубчатыми элементами реек 32, выполненными на боковых стенках подушки 2. Поворотные корпуса 25 установленные на подшипниковых
14
опорах 33 рам 34, жестко связанных со станиной 1, снабжены упорами 35, скрепленными-с рамами 34, а оси 23 снабжены дополнительны цапфами 36, взaимbдeйcтвyющи и с открытыми V-об- разными расточками смонтированньк на них с поцощью упорных шайб 37 траверс 38.
С целью фиксации траверс 38 от по ворота они снабжены выступами, сопрягающимися с пазами съемных планок 20 Средства перемещения траверс 38 выполнены в виде стяжного винта 39, разнонаправленные резьбовые концы которого взаимодействуют с резьбовыми отверстиями траверс 38.
Последовательность операций-по настройке рабочей клети прокатного стана заключается в следукнцем.
Рабочие валки 3 в сборе с подушками 2, устройством для соединения подушек 2 противорасположенных рабочих валков 3 (не показано) и устройством для уравновешивания (не показано) верхнего рабочего валка 3 устанавливаются на направляющую (не показано) На верхнюю подушку 2 устанавливается клин 5, ведомые шестерни 31 устройства 4 установки валков 3, собранного известным образом (поворотные корпуса посредством траверс 38 и стяжного винта 39 прижаты к упорам 35), вводятся в зацепление с дополнительными зубчатыми элементами реек 32, выпол- ненными на боковых поверхностях подушек 2, шестерня 1-е рейкой 6, смонтированной на клине 5, а паразитные шестерни 22 - с дополнительными зубчатыми элементами реек 21, выпол- ненными на боковых поверхностях каретки П .
Далее вращением винта 17 передачи 16 винт - гайка обойма 12 совместно с кареткой 11, рейкой 10, комплексом рабочих валков 3 клином 5 и т.д. устанавливаются в рабочее положение. После этого подушки.2 рабочих валков 3 посредством устройства их соединения (не показано) разъединяются, нижНИИ нерегулируемый валок 3 (не показано) известным образом жестко фиксируют в станине 1 и приступают к настройке размеров калибра.
В зависимости от заданных разме- ров калибра по оси и высоте и начального взаимного положения противорас- положейных валков 3 возможны следующие способц настройки калибра: пере11
мещается подушка 2, клин 5 относително станины неподвижен (осуществляется одновременно осевая и радиальная регулировка калибра); перемещается клин 5, подушка 2 в осевом направлении неподвижна (осуществляется только радиальная регулировка); клин 5 и подушка 2 перемещаются совместно (осуществляется только осевая регулировка),
Раздельное перемещение клина 5 и подушки 2 производится либо вращением винта 17 передачи 14 винт - гайка (подушка в осевом направлении непод- ,вижна), либо вращением винта 17 передачи 15 винт - гайка (клин 5 неподвижен) , а совместное перемещение клина 5 и подушки 2 (в случае необходимости регулировки калибра только по оси) производится вращением винта 17 передачи 16 винт - гайка.
По завершению операций настройки размером калибра по оси и высоте вращением стяжного винта 39 траверсы 38 перемещаются навстречу друг другу при зтом осуществляется встречный поворот поворотных корпусов 25, а это в свою очередь обеспечивает создание встречных тормозных моментов в зацеплениях ведомых шестерен 31 с дополнительными зубчатыми элементами реек 32, выполненными на боковых поверхностях подушек 2. При этом вследствие того, что величины противонаправленных усилий в упомянутых зацеплениях равны между собой (траверсы 38 взаимодействуют друг с другом посредством стяжного винта 39 и зафиксированы от поворота соединением паз - выступ), подушка 2 в процессе осуществления операций осевого напряжения элементов валка 3 не меняет своего осевого и радиального положения.
Область использования предлагаемого технического решения не ограничивается рассмотренным вариантом компановки рабочей клети прокатного стана. Возможно исполнение рабочей клети с двумя регулируемыми валками (исключается необходимость использования устройства для соединения подушек валков) . Возможно также исполнение рабочей клети с трех- четырех- и т.д. валковым калибром, при этом предлагаемое устройство установки может быть смонтировано для каждого из валков и снабжено цепями их кинематической связи с общим приводом и системой управления.
5 143
Положительный эффект от использования изобретения состоит в повышении производительности, упрощении конструкции и улучшении условий тру- да. Повьппение производительности дос- .тигается путем снижения трудозатрат по настройке клети за счет возможности выполнения осевой (радиальной) регулировки размеров калибра без нару- шения размеров калибра по высоте (оси); возможности корректировки размеров калибра при прокатке высокоточных профилей перемещением одного валка (снижается количество повторных корректировок калибра, так как в этом случае точность установки валка увеличивается в два раза); а также за счет того, что величина суг- марно- го угла поворота корпусов не зависит от осевого положения валка и валок не меняет своего положения в процессе осевого напряжения его элементов, последнее в свою очередь позволяет Исключить повторные операции по уста- новке валка для компенсации изменений его положений при осевом напря- рении элементов валка, присувдсй: про гцтипу.
I Упрощение конструкции 1шети достк- гается объединением фзгакщш устройств эсевых перемещений клина и подушки, комплекта валков при перевалках и средств осевого напряжения в одном устройстве и упроще1Шем конструкции .средств осевого напряжения элементов Ьапка за счет .уменьшения средств поЬоро.та корпусов в два раза. Улучшение условий труда обеспечивается снижением трудоемкости настройки клети за счет совмещения функций ряда устройств в одном устройстве. Предлагаемая рабочая 1шеть прокатного стана яозБоляе г в зайисимости от сортамента и монтажности партий снизить тру- дозатраты по настройке клети на 3- 19% и в конечном итоге повысить производительность на 1,4-7%.
Формула изобретения
1-. Рабочая клеть прокатного стана содержащая станину, смонтированные в лодушках рабочие валки, наяшмное устройство клинового типа, установлен- Ное между подушками рабочих валков и станиной, при этом рабочий валок с подушками и клин нажимного у строй ст- ва установлены с возможностью переме16
щения в направлении осей валков посредством отдельных устройств с индивидуальными приводами, а устройство перемещения клина выполнено в виде приводной шестерни, установленной на станине, и рейки, смонтированной на клине, индивидуальные средства напрй- жения элементов валков в направлении их осей, устройство для соединения подушек противорасположенных валков и индивидуальное устройство перемещения комплекта валков с подущками в направлении их осей при перевалках, отличающаяся там, что, с целью повьшения производительности путем снижения трудозатрат по настройке клети и упрощения конструкции за счет объединения функций устройств осевых, перемещений клина и подушек рабочих валков в одном устройстве, станина снабжена жестко связанными с ней направляющими с размещенной в них обоймой с кареткой, оборудованной зуб сатой рейкой, связанной с приводной шестерней перемещения клина, при этом рейка, каретка и обойма снабжены средствами регулируемого перемещения, выполненными в виде передач винт - гайка, относительно каретки, обоймы и направляющих соответственно каретки и подушки рабочего валка на боковьк поверхностях снабжены дополнительными зубчатыми элементами реек и передат.очными механизмами в виде паразитных -и ведомых шестерен, установленных на валах в корпусах, при этом каждая паразитная шестерня связана с рейкой кар.еткн и одной из ведомых шестерен, а ДРУгая ведомая.шестерня ,, сидящая на одном валу с первой, связана с рейкой подушки, причем передаточные числа кинематичес- ,ких цепей рейки - клин и каретка - I подушка равны между собой. 2. Клеть по п.1, отличающая с я тем, что корпуса дополнительных кинематических цепей каретки - подушки выполнены поворотными вокруг осей валов ведомых шестерен и снабясег-ш упорами и средств.а1.1и их поворота.
lif
У//// ////,
21 ;«
А- А
Фиг.З
фи.е.
10 (
55 /5
| УСТРОЙСТВО для СОЕДИНЕНИЯ ПОДУШЕК ПРОКАТНЫХВАЛКОВ | 0 |
|
SU195420A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Королев А.А | |||
| и Николаевский Г.М | |||
| Механическое оборудование прокатных цехов | |||
| М.: Металлургия, 1953, с | |||
| Способ утилизации отработанного щелока из бучильных котлов отбельных фабрик | 1923 |
|
SU197A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Прокатная клеть | 1984 |
|
SU1227269A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
