1 Изобретейие относится к обработк металлов давлением и может быть испольв.овайо при изготовлении труб холодной пилигримовой прокаткой. Известен способ холоднФй пилигримовой прокатки, включашдай после довательно осуществляемое редуцирование рабочего конуса и обжатие по диаметру и толщине стенки возвратно поступательно перемещаё{ вч1И валками на оправке уменьшающегося по ходу прокатки поперечного сеч«ния, в кот ром рабочий конус дефо1 ми;руют за каждый ход валков MHOFOSEPUTHO, производя на каждой из стуяент сначала редуцирование, а затем о@ясатие по диаметру и толщине стенки ft J. К недостаткам этого способа след ет отнести наличие на трубах волнис тости, увеличеннзда их продольную разностенность и симметричную поперечную разностенность, -которая, сум мируясь с имеющейся в заготовке разностенностью, приводит к значительной отбраковке готовьж труб, .Наиболее близким по технической сущности к предлагаемому является способ холодной пилигримовой прокат ки труб, включающий подачу порции металла и деформирование ее в рабочий конус на оправке возвратнопоступательно перемещаемыми валками с редуцированием, обжатием по диаметру и толщине стенки, калибровани стенки и калиброванием диаметра. Способ позволяет уменьшить брак по волнистости, и уменьшить продольную разностенность трубы СзЗ Однако этот способ не позволяет уменьшить поперечную разностенность Цель изобретения - уменьшение поперечной эксцентрической разносте ности. Поставленная цель достигается тем, что согласно способу холодной пилигримовой прокатки труб, включаю щему подачу порции металла и деформирование ее в рабочий конус на оправке возвратно-поступательно перемещаемыми валками с редуцированием, обжатием по диаметру и толщине стенки, калиброванием стенки и калиброванием диаметра, между опера циями калибрования стенки и диаметр рабочий конус дополнительно редуцируют со степенью деформации 5-15%, При выполнении операции редуциро вания между операциями калибрования стенки и диаметра происходит значи3тельное утолщение стенки, что является определяющим для уменьшения эксцентричной разностенности, так как деформация редуцирования упрочненного металла способствует большему утолЩению(в 2-10 раз I, чем неупрочненного металла без ухудшения 1 ачества внутренней поверхности. Кроме того, значительное утолщение способствует тангенциальному истечению частиц металла. Степень редуцирования 5-15% выбрана экспериментально. При редуцировании со степенью деформации ниже 5% не достигается эффект уменьшения эксцентричной разностенности, а при редуцировании со стеленью -деформации свьш1е 15% наблюдается ухудшение качества.внутренней поверхности. На фиг, 1 изображены развертка ручья калибров и оправка с прямолинейной образующей; на фиг. 2 то же, но с оправкой, имеющей криволинейную образующую, .Сущность способа заключается в том, что заготовка I деформируется в ручьях калибров на оправке 2 путем последовательного выполнения операций редуцирования на участке АВ, обжатия по диаметру в толщине стенки на участке ВС, калибрования стенки на участке CD , редуцирования на участке BE и калибрования диаметра на участке EF, . Каждьш участок ручья имеет различную длину и в зависимости от маршрута прокатки и типоразмера стана может составлять АВ 7-12%; ВС 30-60%} CD 10-20%; DE 10-20%, EF 15-25% от длины рабочей части ручья калибров, . Участок LM оправки выполняется таким образом, чтобы обеспечить утолщение стенки трубы при редуцировании диаметра на участке DE. Оправка может выполняться и без участка LM, Способ осуществляется следующим .образом. Редуцирование по диаметру заготовки 1 осуществляют на участке АВ до соприкосновения внутренней поверхности с оправкой 2, При этом деформация достигает 25-35% от суммарной степени деформации за проход. На этом участке происходит утолщение стенки заготовки в среднем на 7-15%, что обеспечивает .снижение эксцентричной разностенности с 25-30 до 13-18%,

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| ТЕХНОЛОГИЧЕСКИЙ ИНСТРУМЕНТ ДЛЯ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 1998 |
|
RU2133161C1 |
| Способ пилигримовой прокатки труб | 1984 |
|
SU1225629A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |
| Валок пилигримового стана | 1982 |
|
SU1052293A1 |
| КОМПЛЕКТ РАБОЧЕГО ИНСТРУМЕНТА ДЛЯ ПИЛЬГЕРНОЙ ПРОКАТКИ ТОНКОСТЕННЫХ ТИТАНОВЫХ ТРУБ ИЗ (α+β)-ТИТАНОВОГО СПЛАВА | 2021 |
|
RU2769137C1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| СПОСОБ АСИММЕТРИЧНОЙ ХОЛОДНОЙ ПРОКАТКИ ТРУБ | 2010 |
|
RU2401170C1 |
СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ; включающий подачу порции металла и деформирование ее в рабочий конус на оправке возвратнопоступательно перемещаемыми валками с редуцированием, обжатием по диаметру и толщине стенки, калиброванием стенки и калиброванием диаметра, о т л и.ч а ю Щ и и с я тем, что, с целью уменьшения поперечной эксцентричной, разностенности, между операциями калибрования стенки и диаметра рабочий конус дополнительно редудир: т со степенью деформации 5-15%.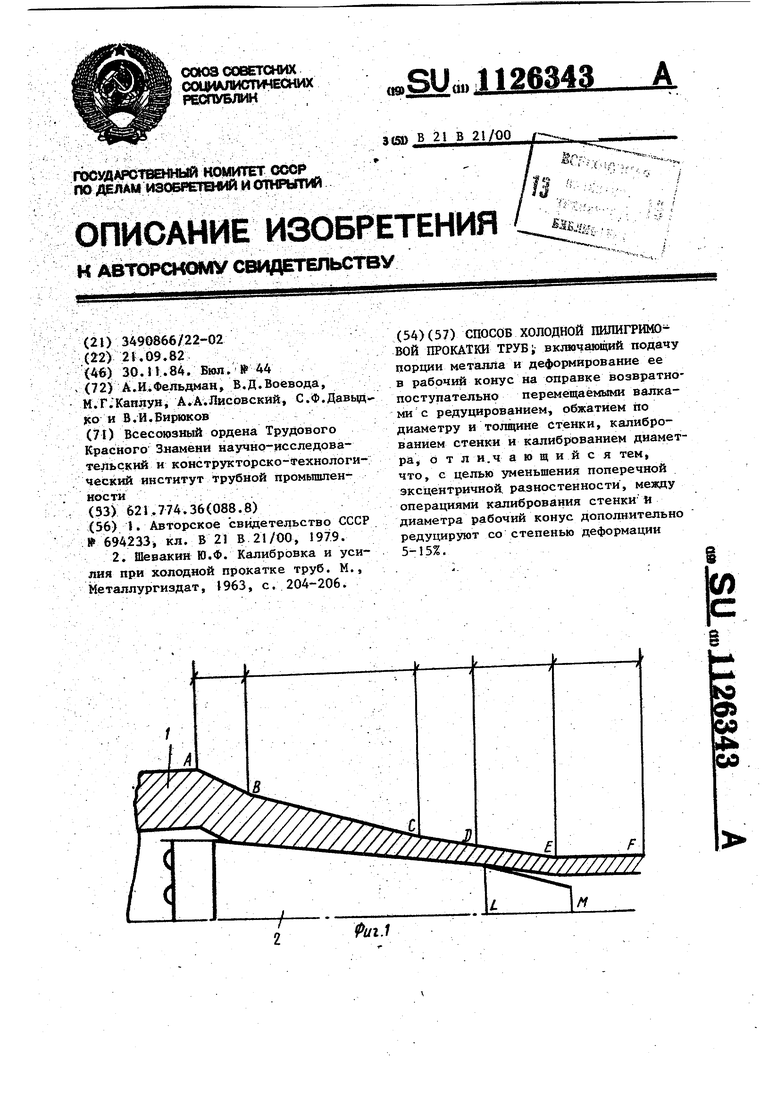
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ пилигримовой прокатки труб | 1962 |
|
SU694233A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| ШевакиН Ю.Ф | |||
| Калибровка и усилия при холодной прокатке труб | |||
| М., Металлургиздат, 1963, с | |||
| Ротационный фильтр-пресс для отжатия торфяной массы, подвергшейся коагулированию, и т.п. работ | 1924 |
|
SU204A1 |
