1 1
Изобретение относится к трубопрокатному производству и может быть использовано при прокатке тонкостенных труб из малопластичных металлов.
Цель изобретения - снижение цикличности производства при прокатке малопластичных сталей и сплавов.
В предлагаемом способе пилигримо- вой прокатки труб, включающем подачу порции металла в ручьевые валки, закатку ее в рабочий конус возвратно- поступательно перемещаеьвами валками на конической оправке, конусность которой равна конусности конической части развертки ручья, отстоящей от ее начала на 3-9% ее рабочей длины, и обжатие рабочего конуса, сначала закатку рабочего конуса осуществляют на 0,2-0,5 длины конической части ручья, после чего в момент подачи следующей порции металла перемещают вместе с ней оправку, затем осуществляют докатку рабочего конуса до пол ной его длины и подвергают его 5-15- кратной обкатке валками без подачи металла, а перед обжатием рабочего конуса смещают оправку относительно .заготовки в исходное положение.
Указанная последовательность позволяет чередовать при закатке конуса обжатие стенки с обжатием диаметра, что повьшает дробность деформации, которая приводит к увеличению степени деформации за проход, снижая тем самым цикличность производства, особенно при обработке малопластичных сталей и сплавов.
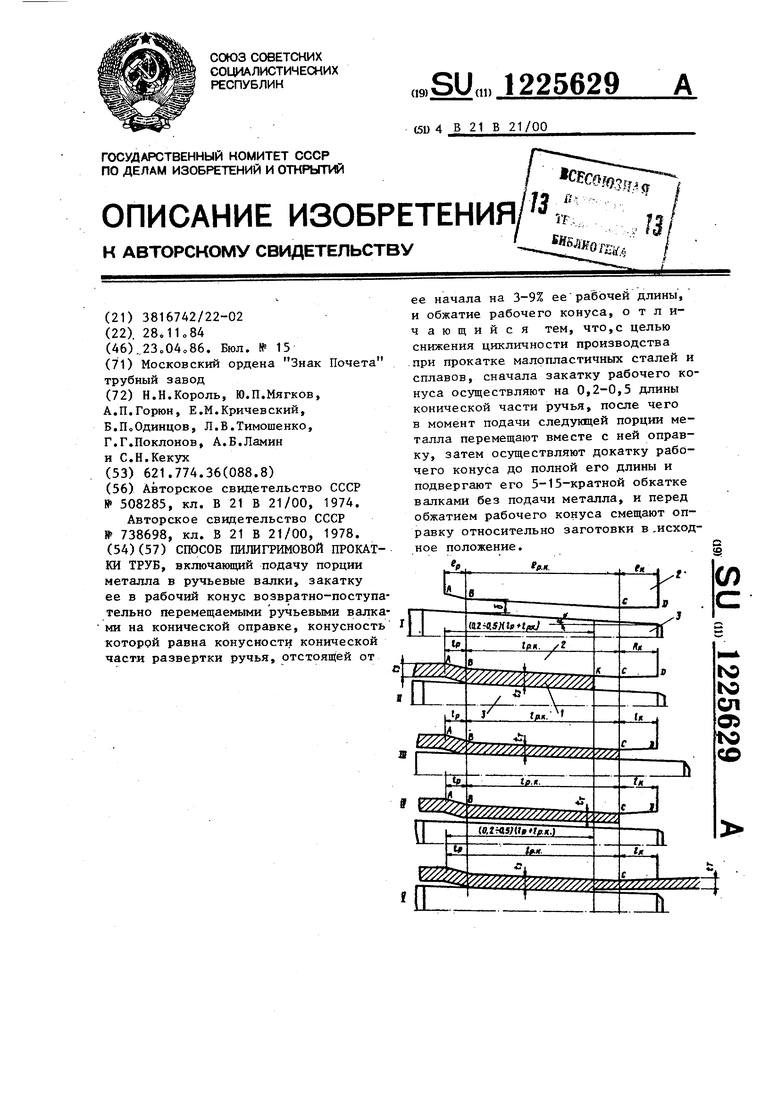
На чертеже представлена схема осуществления способа.
Сущность способа пилигримовой прокатки заключается в том, что исходную трубную заготовку 1 подают порциями в ручьевые пилигрш овые валки 2, развертка гребня ручья которых имеет последовательно расположенные рабочие зоны редуцирования АВ длиной fр, редуцирования с калиброванием ВС длиной 1р и калибрования CD длиной t| ,
Перед задачей заготовки в валки оправку 3 устанавливают таким образом, чтобы зазор S между разверткой гребня ручья валков на длине оправкой на соответствующем ей участке был постоянным и равным толщине стенки заготовки t, т,е. образующая гребня ручья в зоне редуцирования с калиброванием ВС параллельна образующей оправке, которая наклонена к оси
10
25629J
последней под углом (положение ) Следовательно, конусность оправки равна конусности конической части ручья на длине .
, Коническая часть зоны редуцирования с калиброванием ВС гребня ручья отстоит от начала рабочей части ручья на 3-9% его длины, т.е. на длину (р зоны редуцирования.
После подачи каждой порции металла заготовки в зазор, образованный валками и оправкой, производят закатку рабочего конуса (коническая часть заготовки) валками, которые и вращают и возвратно-поступательно перемещают, а оправку фиксируют от продольного перемещения.
Закатку рабочего конуса валками на оправке сначала осуществляют на 0,2-0,5 длины конической части ручья IP + 1рц. В процессе закатки рабоч€ го конуса на указанную длину
20
5
0
5
0
происходит некоторое изменение толщины стенки на величину ее утолщения, составляющую 0,05-0,15 мм (положение II) .
Закатку конуса на эту длину производят за несколько подач, величина каждой из которых соответствует принятой на практике и составляет 1,5- 20 мм. Получение рабочего конуса протяженностью менее 0,2 (1 + 1 ) нецелесообразно, так как повышается цик- личность производства труб ввиду малых разовых величин деформаций, а получение протяженности рабочего конуса более 0,5 (1р 1р) приводит к растрескиванию труб, что вызывает необходимость снижения степени деформации.
После получения рабочего конуса протяженностью (0,2-0,5) (tp + 1,,) осуществляют его докатку до полной его длины 1р + Ij, , при этом в момент подачи каждой следующей порции металла перемещают вместе с ней оправку (положение III). Величина порционной подачи металла заготовки совместно с О 1равкой при докатке конуса аналогично величине подачи заготовки при закатке конуса на длину, равную (0,2-0„5) (р + 1р,)„
В процессе докатки конуса до полной его длины при повороте и перемещении валков происходит чередование 5 перемещения заготовки вместе с оправкой и деформация толщины стенки заготовки со стороны оправки, при этом стенку изменяют при деформации до
5
0
толщины, равной толщине стенки готовой трубы.
Полученный таким образом рабочий
конус протяженностью tp + 1..,, т.е.
f ,. равный длине развертки кони ческои
части ручья на переменной (вьщвинз той вперед) внесете с заготовкой оправке, но зафиксированной от осевого перемещения, подвергают многократной (5-15 раз) обкатке вращаемыми и возвратно-поступательно перемещаемыми валками без подачи металла, благодаря чему снижается овализация и происходит выравнивание диаметра рабочего конуса заготовки (положение IV)., При числе циклов менее 5 и более 15 или не обеспечится требуемая овализация, или снизится производительность.
Затем оправку смещают относительно заготовки в исходное положение (положение IV) и осуществляют обжати рабочего конуса (положение V) валкам .иа неподвижной оправке с подачей каждой порции металла при подходе валков в крайнее заднее положение о При этом зоной АВ валков проивзодят редуцирование вновь поданной порции металла, зоной ВС - обжатие диаметра рабочего конуса с одновременным изменением толщины стенки на
Редактор В.Петраш
Заказ 2019/7
Тираж 518 Подписное ВНИИПИ Государственного комитета СССР
по делам изобретений и открытий 113035, Москва, Ж-35, Раушская наб., д. 4/5
Производственно-полиграфическое предприятие, г.Ужгород, ул.Проектная, 4
величину ее утолщения (0,05-0,15 мм) до тех пор, пока опять получат участок рабочего конуса длиной (0,2 - 0,5) (р + ij,) (положение V).
При этом одновременно из зоны ВС в зону калибрования CD будут поступать участки готовой цилиндрической трубы с толщиной стенки, равной толщине стенки готовой трубы, и затем цикл вновь повторяется.
Предлагаемый способ позволяет уменьшить давление металла на валки, что обеспечивает повышенную стойкость валков. Чередование изменения стенки с изменением диаметра повышает дробность деформации, а это увеличивает степень деформации за проход, что приводит к снижению цикличности
производства при прокатке малопластичных сталей и сплавов. Наряду с этим, спос об обеспечивает возможность на одном и том же технологическом инструменте получать трубы одного диаметра, но с различными толщинами стенки в пределах от толщины . стенки заготовки до толщины стенки готовой трубы путем варьирования обжатия по стенке. Это создает дополнительную экономию технологического инструмента.
Составитель О.Прокопеня
Техред Г.Гербер Корректор С.Шекмар
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ холодной пилигримовой прокатки труб | 1982 |
|
SU1126343A1 |
| СПОСОБ ХОЛОДНОЙ ПИЛИГРИМОВОЙ ПРОКАТКИ ТРУБ | 1999 |
|
RU2150342C1 |
| Инструмент для периодической деформации труб | 1987 |
|
SU1437119A1 |
| СПОСОБ ХОЛОДНОЙ ПРОКАТКИ ТРУБ И СТАН ХОЛОДНОЙ ПРОКАТКИ ТРУБ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2003 |
|
RU2241557C1 |
| Инструмент для холодной прокаткиТРуб | 1978 |
|
SU839628A1 |
| Технологический инструмент пилигримового стана | 1981 |
|
SU1011287A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |
| Способ пилигримовой прокатки труб | 1982 |
|
SU1018734A1 |
| Трубопрокатный инструмент пилигримового стана | 1978 |
|
SU766683A1 |
| Технологический инструмент для периодической прокатки труб | 1980 |
|
SU910243A1 |
| Способ пилигримовой прокатки | 1974 |
|
SU508285A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Способ холодной пилигримовой прокатки труб | 1978 |
|
SU738698A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
