со
ел
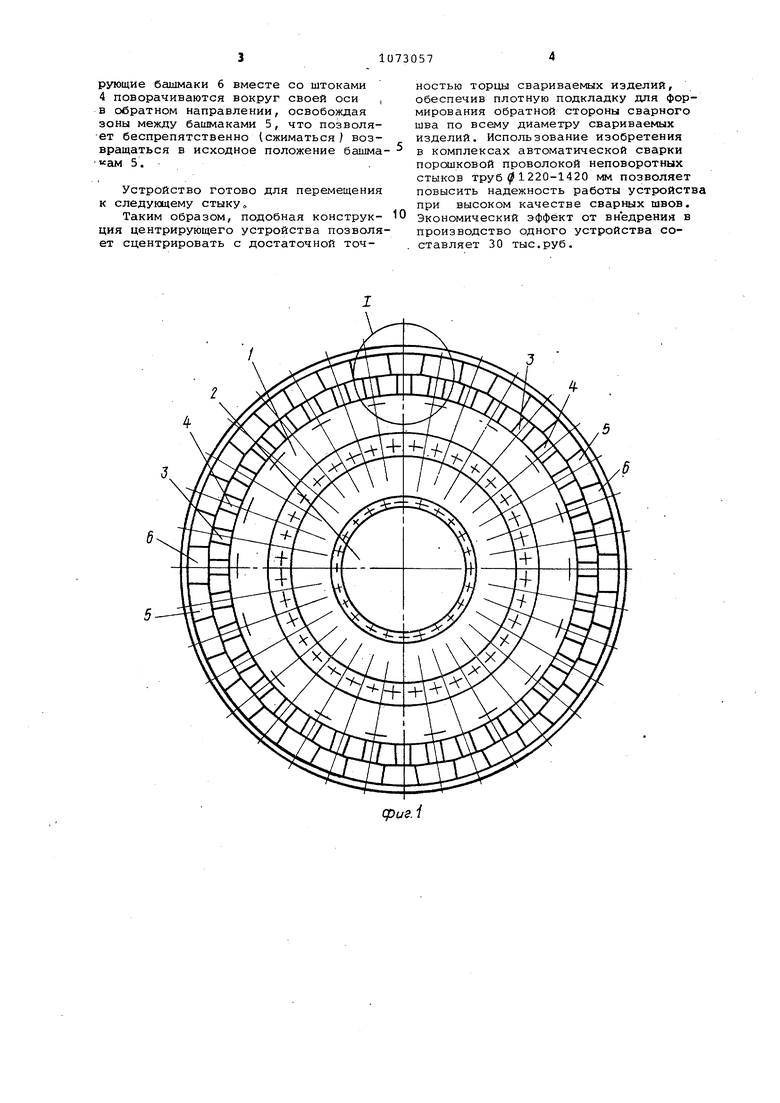
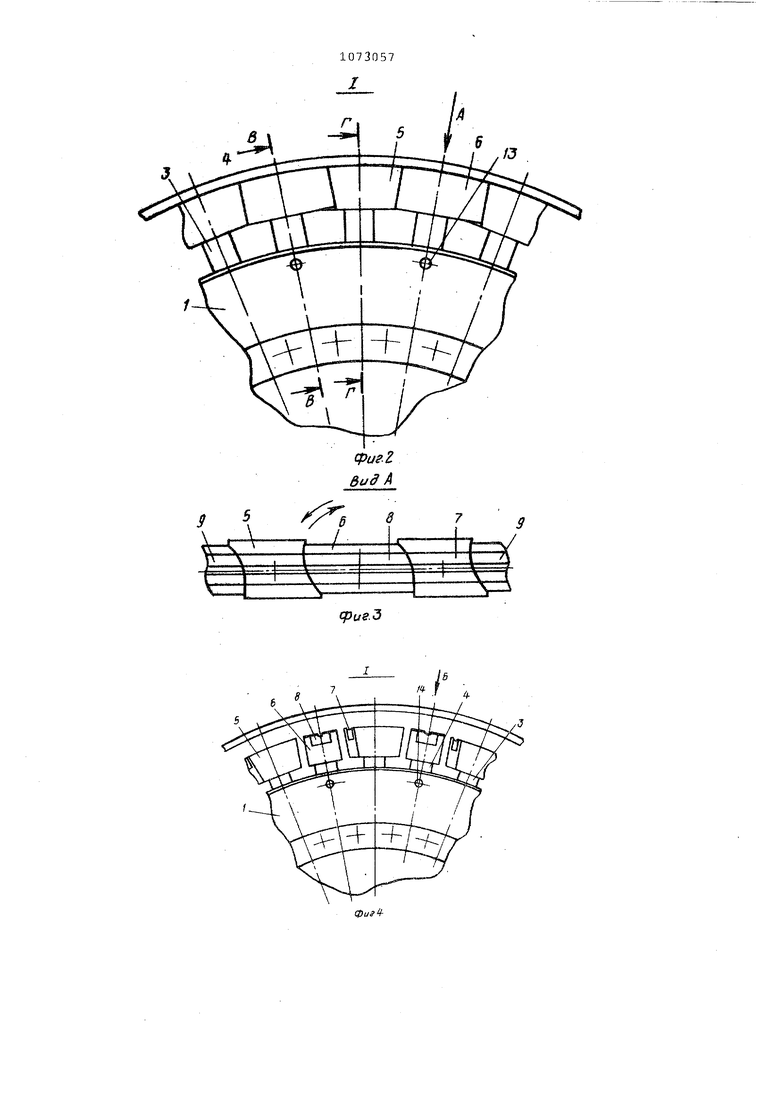
Изобретение относится к машиностроению и может быть использовано во всех отраслях народного хозяйства для сборки и сварки цилиндрических изделий. Известны устройства, предназначен ные для сборки и сварки цилиндрических изделий с формированием обратной стороны сварного шва, состоящие из двух рядов центрирующих башмаков, между которыми располох ено подкладное кольцо, состоящее из сегментов, половина которых .связана с центрирующими башмаками, а вторая половина подпружинена на штоках, на которых крепятся центрирующие башмаки 13. К недостаткам известных устройств следует отнести некоторое удаление центрирующих баиллаков от торцов свариваемых изделий, консольное креп ление половины сегментов к центрирующим бс шмакам и пружинный привод вто рой половины сегментов подкладного кольца I Наиболее близким к изобретению по технической сущности и достигаемому результату является внутренний центратор для сварки поворотных стыков труб, содержащий четное число радиально расположенных штоков с за крепленными на них центрирующими башмаками, которые через шарниры и приведенные рычаги связаны с силовым приводом разжима башмаков С2. Недостатком известного устройства является возможность попадания в зазоры между центрирующими башмаками мелких твердых частиц, например, шла ка, что может привести к неплотному их прижатию к внутренней поверхности свариваемых изделий и, как следствие к снижению качества сварки. Цель изобретения - повьшёние качества сварки за счет беззазорного сопряжения центрирующих башмаков. Указанная цель достигается тем, что в устройстве, содержащем корпус силовой привод, четное число радиаль но расположенных токов с закрепленны ми на них центрирукнцими башгЛаками с подкладньмй эле.ментс1ми и приводные рычаги, шарнирно соедикенные со што ками и с силовым приводом, каждый второй шток снабжен поворотным ;ie ханизмом и установлен в шарнире приводного рычаГа с возможностью певорота относительно своей продольной оси, торцовые поверхности центрирующих башмаков, закрепленных на этих штоках, выполнены выпуклыми, а сопря гаемые с ними поверхности смежных центрирующих башмаков - вогнутыгли, при этом центры радиусов кривизны торцовых поверхностей центрирующих башмаков смещены относительно про,дольной оси подкладных элементов. Кроме того, на боковых поверхностях штоков, устаноЁленных с возможностью поворота относительно своих продольных осей, выполнены винтовые пазы, а поворотные механизмы выполнены в виде пальцев, жестко закрепленных в корпусе с возможностью взаимодействие с винтовыми пазами. На фиг, 1 изображен центратор внутри трубопроводаf на фиг. 2 - узел Iна фиг. 1 (центрирующие башмаки в раезочем положении/; на фиг, 3 - вид А на фиг, 2 (свариваемые изделия условно не изображены/; на фиг, 4 узел I на фиг, 1 { центрирующие башмаки-в исходном положении/; на фиг, 5 - вид Б на фиг, 4 (свариваемые изделия условно не изображены I; на фиг-, 6 - разрез В-В на фиг. 2; на фиг. 7 - разрез Г-Г на фиг. 2. Внутренний центратор содержит корпус 1, силовой привод 2, радиально расположенные штоки 3 и 4 с закрепленньми на них центрирующими башмаками 5 к б. С башмаками 5 и 6 жестко связаны вставки 7 и 8 соответственно образующие беззазорное в плоскости стыка подкладное кольцо 9, Штоки 3 и 4 шарнирно связаны с приводными рычагами 10, которые, в свою очередь, связаны с силовым приводом 2. Каждый второй шток 4 установлен в шарнире IIрычага 10 с возможностью вращения относительно своей продольной оси. На боковой поверхности штоков 4 выполнены винтовые пазы 12, которые взаимодействуют с пальцами 13 поворотного механизма неподвижно закрепленными в корпусе-1, Центратор работает следующим образом. После фиксации устройства у торца нитки трубопровода 14 известным способом (например, вторым рядом центрирующих башмаков, которые условно не изображены I на сжатых центрирующих башмаках 5 и б производится сборка стыка под сварку, т.е. к нитке трубопровода 14 пристыковывается изделие 15, Разжатие штоков 3 и 4 посредством силового привода 2 ведет к тому, что штоки 3 с центрирующими башмаками 5, радиально перемещаясь от центра к периферии центрируют и приводят к одному диаметру торцы, изде7п-1й 14 и 15, а штоки 4 с центрирующими башгдаками 6, радиально перемещаясь в том же направлении, начинают поворачиваться в шарнирах 11 вокруг своей оси, благодаря контакту винтовых пазов 12 с пальцами 13. Поворот башмаков 6 позволяет закрыть зоны межд:1У башмаками 5, образовав вставками 7 и 8 круговое подкладное кольцо, плотно прижатое к внутренней поверхности свариваес/1ых изделий 14 и 15. При сжатии штоков 3 и 4 центрирующие башмаки 6 вместе со штоками 4 поворачиваются вокруг своей оси , в обратном направлении, освобождая зоны между башмаками 5, что позволяет беспрепятственно (сжиматься/ возвращаться в исходное положение башма иам 5. Устройство готово для перемещения к следующему стыку„ Таким образом, подобная конструкция центрирующего устройства позволя ет сцентрировать с достаточной точностью торцы свариваемых изделий, обеспечив плотную подкладку для формирования обратной стороны сварного шва по всему диаметру свариваемых изделий. Использование изобретения в комплексах автоматической сварки порошковой проволокой неповоротных стыков труб 1220-1420 мм позволяет повысить надежность работы устройства при высоком качестве сварных швов. Экономический эффект от внедрения в производство одного устройства составляет 30 тыс.руб.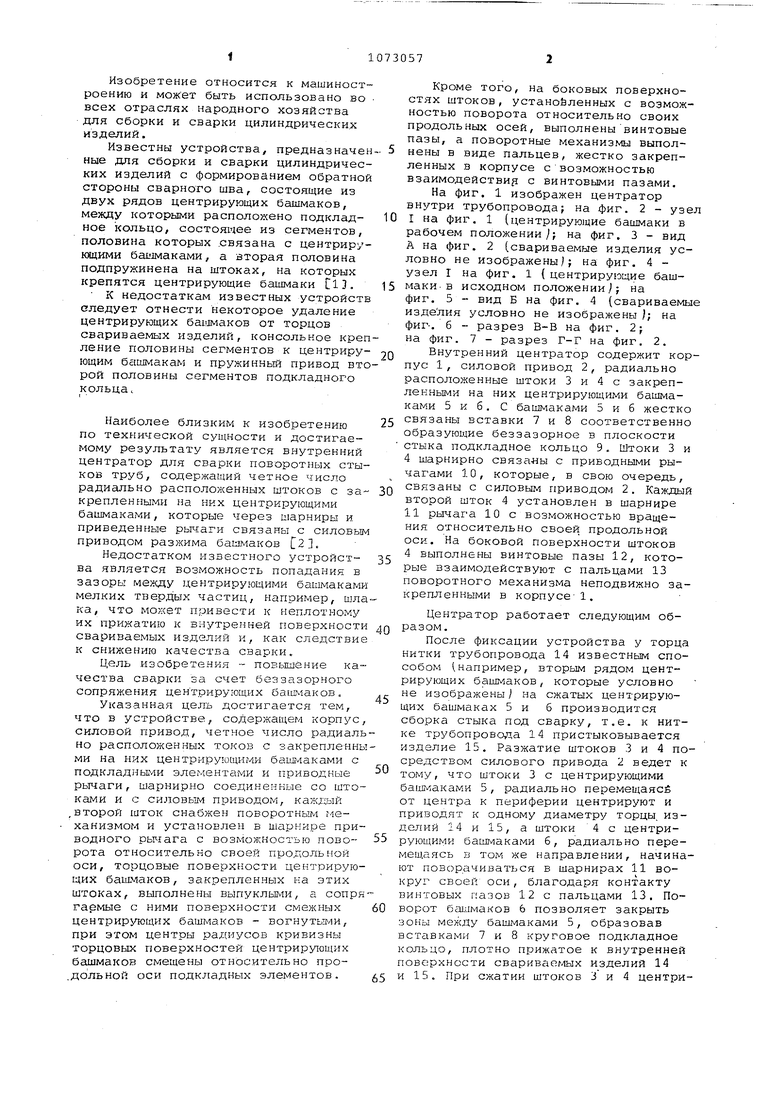
| название | год | авторы | номер документа |
|---|---|---|---|
| Внутренний центратор для сборки под сварку кольцевых стыков | 1990 |
|
SU1756088A1 |
| Установка для автоматической сварки труб | 1989 |
|
SU1808597A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для формирования кольцевых сварных швов | 1989 |
|
SU1779521A1 |
| Внутренний центратор | 1983 |
|
SU1126397A1 |
| Внутренний центратор | 1978 |
|
SU697288A1 |
| Внутренний центратор | 1982 |
|
SU1076243A1 |
| Внутренний центратор | 1976 |
|
SU569421A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ КОЛЬЦЕВЫХ СТЫКОВ ЕМКОСТЕЙ | 2008 |
|
RU2407618C2 |
| Машина для контактной стыковой сварки оплавлением труб с изоляцией | 2024 |
|
RU2835460C1 |
1. ВНУТРЕННИЙ ЦЕНТРАТОР, содержащий корпус, силовой привод, четное число радиально расположенных штоков с закрепленными на них центрирующими башмаками с подкладными элементами и приводные рычаги, шарнирно соединенные со штоками, и с силовым приводом, отличающийся тем, что, с целью повышения качества сварки за счет обеспечения беззазорного сопряжения центрирующих башмаков, каждый второй шток снабжен поворотным механизмом и установлен в шарнире приводного рычага с возможностью поворота относительно своей продольной оси, торцовые поверхности центрирующих башмаков, закрепленных на этих штоках, выполнены выпуклыми, а сопрягаемые с ними поверхности смежных центрирующих башмаков - вогнутыми, при этом центры радиусов кривизны торцовых поверхностей центрирующих башмаков смещены относительно продольной оси подкладных элементов. 2. Центратор по п. 1, отлиi чающийся тем, что на боковых поверхностях штоков, установ(Л ленных с возможностью Поворота относительно своих продольных осей, выполнены винтовые пазы, а поворотные механизмы выполнены в виде пальцев, жестко закрепленных в корпусе с воз- к можностью взаимодействия с винтовыми пазс1ми.
7, f
n
5
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Приспособление для нагрузки тендеров дровами | 1920 |
|
SU228A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Внутренний центратор для сварки поворотных стыков труб | 1961 |
|
SU147273A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
