1
Изобретение .относится к машиностроению и может быть использовано для подачи группы ориентированных деталей в технологическое оборудование различного назначения.
Известен способ подачи деталей, включающий отделение группы деталей от массы при помощи захватного органа Cl 3.
Недостатком указанного способа является отсутствие ориентации заготовок на захвате, что снижает эффективность его использования.
Цель изобретения - обеспечение ориентированной подачи деталей.
Указанная цель достигается тем, что согласно способу подачи длинномерньк деталей, включающему отделение группы деталей от массы при помощи захватного органа, детали на захватном органе сдвигают в направлении, перпендикулярном положению продольной оси детали до полного соприкосновения их между собой по всей длине, а затем удаляют слои детали j не прилегающие непосредственно к поверхности захватного органа.
На фиг. 1 изображен магнитный захватный орган с деталями; на фиг. 2 - формирование группы деталей в направлении,.перпендикулярном положению продольной оси детали на .4)иг. 3 - формирование однорядовой
264082
группы деталей .путем удаления слоев деталей, не прилегающих непосредственно к поверхности магнитного захватного органа, на фиг. 4 - вид А 5 на фиг, 1.
. Способ подачи длинномерных заготовок реализуется при помощи магнитного захватного органа 1.
Ориентация деталей на магнитном 0 захватном органе 1 производится в следующем порядке. При перемещении деталей в направлении Р (фиг. 1) добиваются контакта деталей между собой по всей длине путем вцдавлива5 ния из зоны прилегания к магнитной поверхности, деталей, касающ фсся ее одной точкой, т.е. формирование многослойной группы деталей.
При перемещении деталей в направ0 лении а (Фиг. 2) удаляются слои деталей, не прилеганяцие непосредственно к магнитной поверхности захватного органа 1, т.е. формируется относительная группа деталей, занимакнцая
5 необходимое ориентированное положение (фиг. 3).
Данный способ ориентации длинномерных деталей позволяет, уменьшить энергоемкость за счет отсутствия
0 постоянного ворошения всей массы
деталей, повысить производительность путем принудительного формирования однорядовой группы ориентированных деталей на захватном органе.
уг.2
BuffA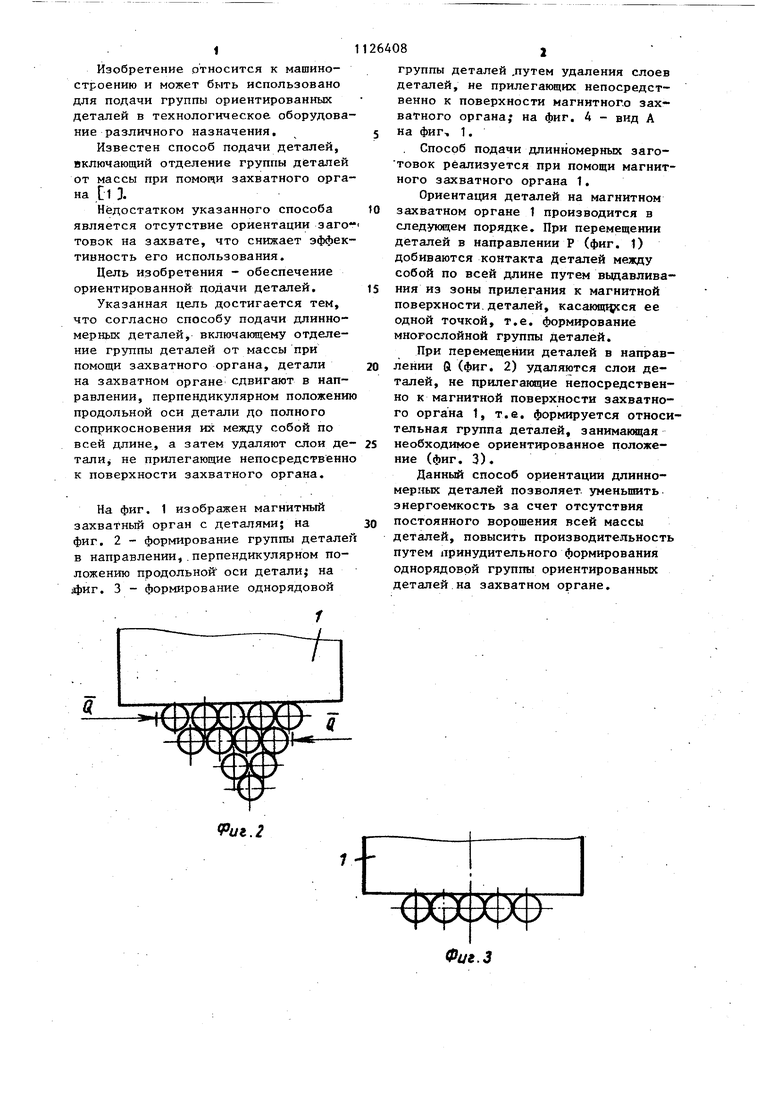
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для подачи длинномерных деталей | 1983 |
|
SU1144838A1 |
| Устройство для поштучной выдачи плоских деталей из стопы | 1990 |
|
SU1781152A1 |
| Способ ориентации стержневых деталей | 1984 |
|
SU1177126A1 |
| Способ отделения из навала штучных заготовок и подачи ее в рабочую зону | 1983 |
|
SU1136872A1 |
| Устройство для отделения плоской заготовки от стопы и подачи ее к обрабатывающей машине | 1983 |
|
SU1098623A1 |
| УСТРОЙСТВО для ПОДАЧИ ЗАГОТОВОК В РАБОЧУЮ ЗОНУ ПРЕССА И УДАЛЕНИЯ ИЗ НЕБ ОТШТАМПОВАННЫХДЕТАЛЕЙ | 1972 |
|
SU421545A1 |
| Устройство для отделения плоской заготовки от стопы | 1986 |
|
SU1324727A1 |
| Устройство для поштучной выдачи заготовок из бункера и их ориентации | 1985 |
|
SU1348037A1 |
| Устройство для поштучной выдачи длинномерных заготовок | 1981 |
|
SU986714A1 |
| Захватный орган для плоских заготовок | 1984 |
|
SU1222365A1 |

СПОСОБ ПОДАЧИ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ, включaющIdt отделение группы деталей от массы при помощи захватного органа отлич ающий ся TeMj что, с целью обеспечения ориентированной подачи деталей, последйие сдвигают на захватном органе в направлении, перпендикулярном положег нию продольной оси детали, до полного соприкосновения их между собой по всей длине,а затем удаляют слои деталей, не прилегающие непосредственно к поверхности захватного органа. Ь9 00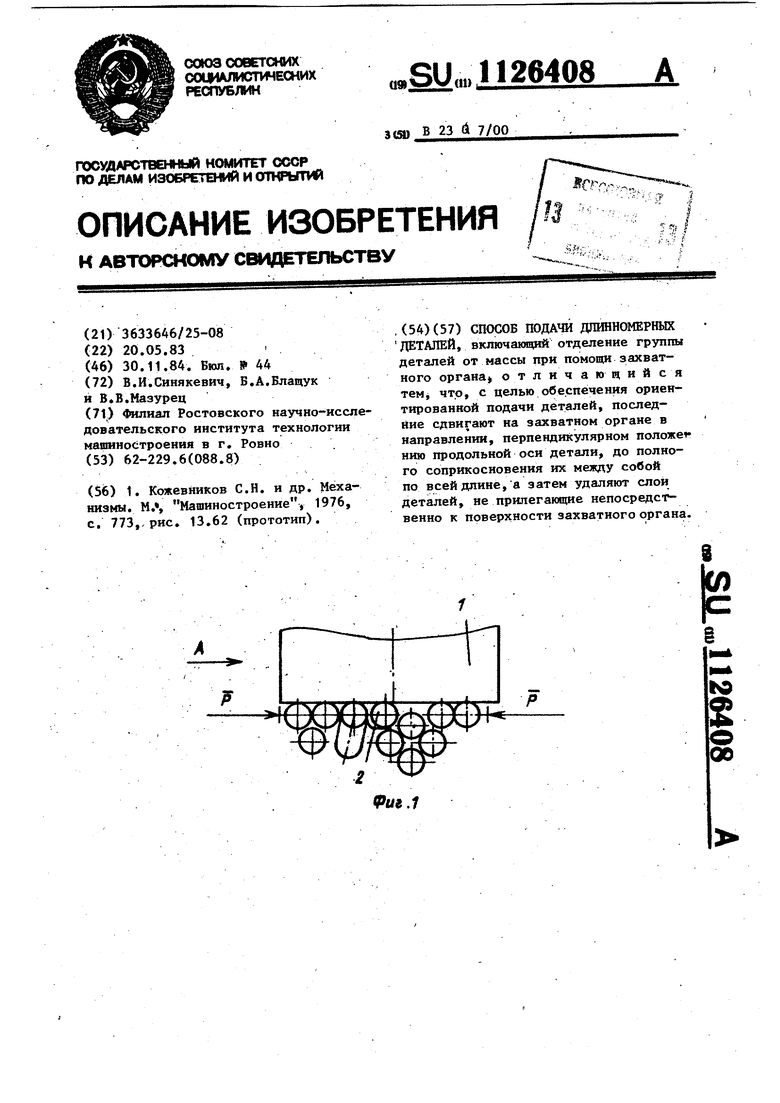
Фи1,
