Бесцентровые станки для наружного круглого шлифования с поддерживающим заготовку ненодвижным ноладм, расположенным между получающими поперечное перемещение бабками ведущего и шлифовального кругов, для правки каждого из которых имеются отдельные устройства, известны.
Особенностью предлагаемого станка является располол ение устройства для правки ведущего круга на суппорте ножа, а устройства для правки шлифовального круга на салазках бабки ведущего круга, служащих для сообщения ей продольного перемещения. Такое выполнение станка обеспечивает правку обоих кругов по линиям их контакта с обрабатываемой заготовкой, что повышает точность обработки.
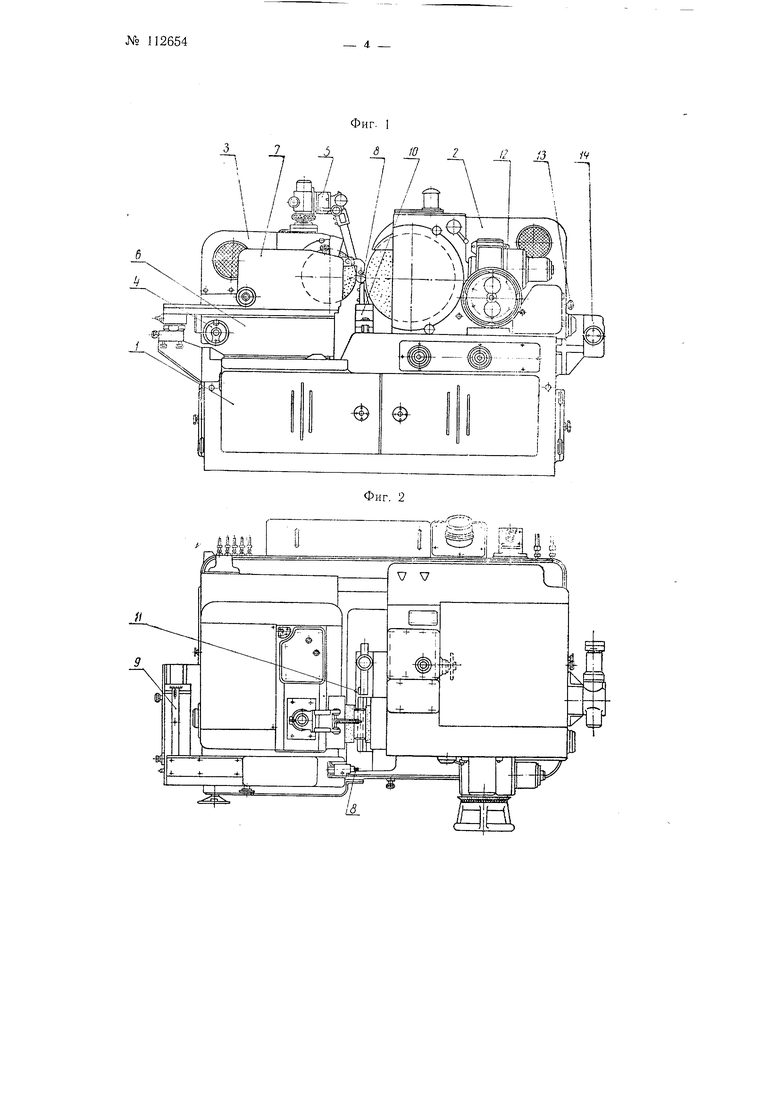
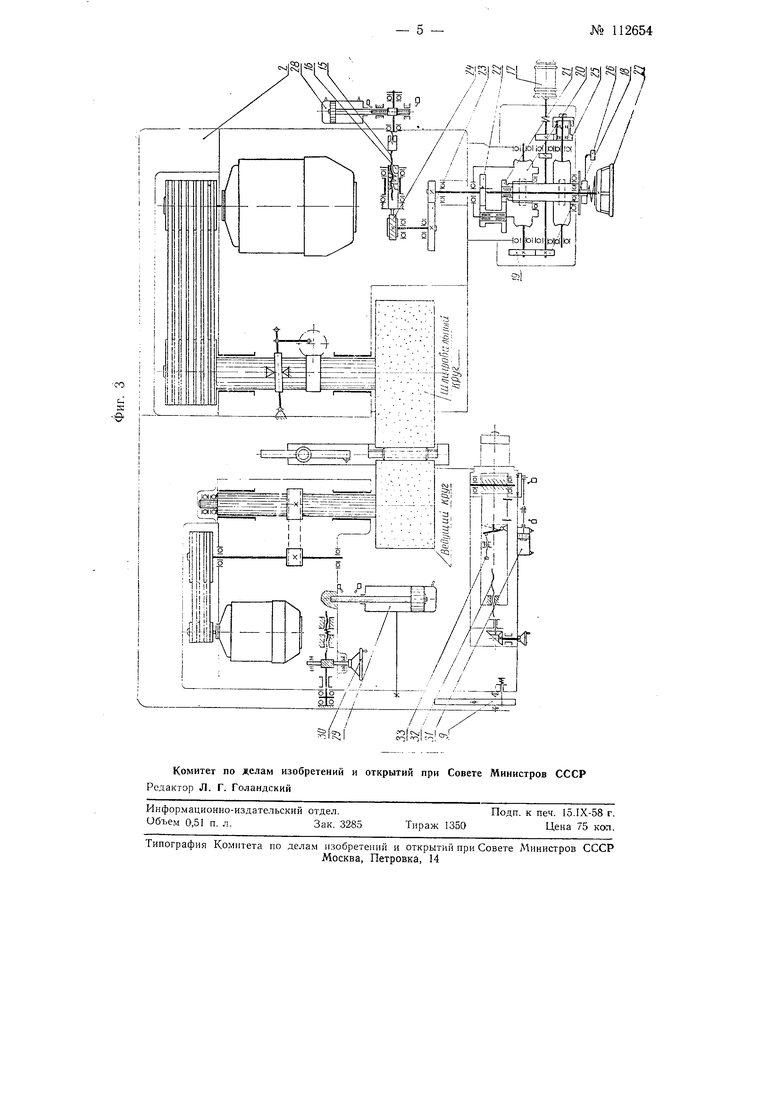
На фиг. 1 изображен предлагаемый станок, вид сбоку; на фиг. 2 - то же, вид сверху; на фиг. 3 дана кинематическая схема станка.
На станине / установлены две бабки: шлифовальная 2 и ведущая 3,
Шлифовальная бабка 2 имеет две направляющие, по которым она перемещается- в поперечном направлении, а ведущая бабка 3 имеет две пары направляющих, верхняя из которых служит для поперечного перемещения, а нижняя - для продольного перемещения.
Поперечное перемещение ведущей бабки 3, осуществляемое механизмом 4, предназначено для установки ее во время наладок станка на шлифование заготовок разных диаметров и на компенсащ1Ю износа ведущего круга при правке его; продольное перемещение, осуществляемое гидроцилиндром, предназначено для правки ведущего и шлифовального кругов.
На верху бабки ведущего круга установлен измерительный прибор 5 для контроля заготовок в процессе их шлифовапия.
С передней стороны ведущей бабки на салазках 6 установ.лено устройство 7 для правки шлифовального круга с алмазом 8,
№ 112654
На левом торце станины закреплена копирная линейка 9 для фасонной правки шлифовального круга. На середине станины закреплен суппорт 10 ножа, поддерживающего заготовку.
На этом же суппорте закреплено устройство с алмазом // для правки ведущего круга.
Рабочая подача шлифовальной бабки и ручное перемещение ее осуществляется коробкой автоматической подачи 12, закрепленной непосредственно на корпусе шлифовальной бабки. В этом же корпусе смонтирован электрочувствительный упор 13. На правом торце станины закреплен механизм 14 быстрого подвода и отвода шлифовальной бабки.
Шлифовальная бабка 2 имеет поперечное перемещение, осуществляемое ходовым винтом 15 и гайкой 16. Последняя нриводится во вращение коробкой автоматической подачи. Электродвигатель 17 постоянного тока через пару сменных щестерен 18 и 19, червячную пару 20 вращает водило планетарного механизма; колесо 2 при этом неподвижно. Вращение колеса 22 через пару цилиндрических колес 23 и пару винтовых колес 24 передается па гайку 16. Отвод шлифовальной бабки от шлифуемой детали осуществляется реверсированием электродвигателя. Вращение от электродвигателя передается через пару шестерен 25, муфту обгона и червячную пару на колесо 21 и, складываясь с вращением водила, далее на гайку 16. Отвод осуществляется до срабатывания конечного 1 ьп :лючателя 26.
Ручное перемещение щлифовального круга ос)ществляется маховиком 27.
В конце каждого цикла производится (дополнительно к ускоренному отводу щлифовальной бабки от шлифуемой детали) быстрый отвод П1лпфовальной бабки, а в начале следующего цикла - быстрый подвод механизмом быстрого отвода и подвода, 1чоторый приводится в действие гидроцилиндром 28.
Продольное перемещение ведущей бабки осуществляется гидроцилиндром 29, а поперечпое - вручную маховиком 30.
Устройство для правки шлифовального крута расположено на салазках ведущей бабки и перемещается вместе с ними. Головка этого устройства правки приводится в рабочее положение гидроцилиндром 31. Грубая установка алмаза осуществляется винтом 32, тонкая установка, а также компенсация отставания алмаза, вследствие изменения диаметра шлифовального круга, маховичком 33 микрометрической нодачи через винт и рычаг с больщим передаточным отношением. Правка круга на конус или по фасонному профилю осуществляется конирной линейкой 9.
Работой станка управляют электрочувствительный упор и измерительные приборы, производящие измерение детали в зоне или вне зоны пшифования.
При работе станка методом врезного шлифования с измерите тьны.м прибором, работающим в зоне шлифования, работой станка управляет измерительный прибор. Шлифовальная бабка в начале цикла перемешается на ускоренной подаче до искры, после чего включается черновая подача- Уменьшение размера детали вызывает опускание измерительного наконечника. Размыкание контактов дает сигнал на включение чистовой подачи, а замыкание других контактов - сигнал на выключение подачи.
Так как, вследствие износа круга, шлифовальная бабка перемещается все дальще, то замыкаются контакты датчика электрочувствительного упора 13, который при этом включен «на себя.
Замыкание контактов упора дает сигнал на срабатывание соленоида, который через храповик и винт отодвигает электрочувствительный упор
13 на величину импульса, настраиваемую поворотом маховичка. Таким образом, электрочувствительный упор «следит за износом круга.
При правке шлифовального круга срабатывают два соленоида, и электрочувствительный упор перемещается на величипу, снимаемую при правке- Перемещением бабки в этом случае управляет электрочувствительный упор 13.
При работе станка методом врезного шлифования с измерительным прибором, работающим вне зоны шлифования, работой автомата также управляет электрочувствительный упор. Шлифовальная бабка в начале цикла перемещается на ускоренной подаче до искры, после чего включается черновая подача. Размыкание контактов датчика электрочувствительного упора 13 включает чистовую подачу, а замыкание других контактов - выключает подачу.
Увеличение размера шлифуемой детали, вследствие износа шлифовального круга, контролируется измерительным прибором, работающим вне зоны шлифования.
При работе станка методом сквозной подачи измерительный прибор измеряет деталь вне зоны шлифования. При превышении сигнального размера включается соленоид и отодвигает электрочувствительный Зпор.
Это вызывает размыкание контактов датчика упора и включение подачи до тех пор, пока они снова не замкнутся. При правке шлифовального круга работа электрочувствительного упора аналогична работе с прибором, работающим в зоне шлифования.
Предмет изобретения
Бесцентровый станок для наружного круглого шлифования с поддерживающим заготовку неподвижным ножом, расположенным получающими поперечное перемещение бабками ведущего и шлифовального кругов, для правки каждого из которых имеются отдельные устройства, отличающийся тем, что, с целью осуществления правки обоих кругов по линиям их контакта с обрабатываемой заготовкой и повышения этим точности обработки, устройство для правки ведущего круга расположено на суппорте ножа, а устройство для правки шлифовального круга - на салазках бабки ведущего круга, служащих для сообщения ей продольного перемещения.
- 3 -№ 112654 // /J /V П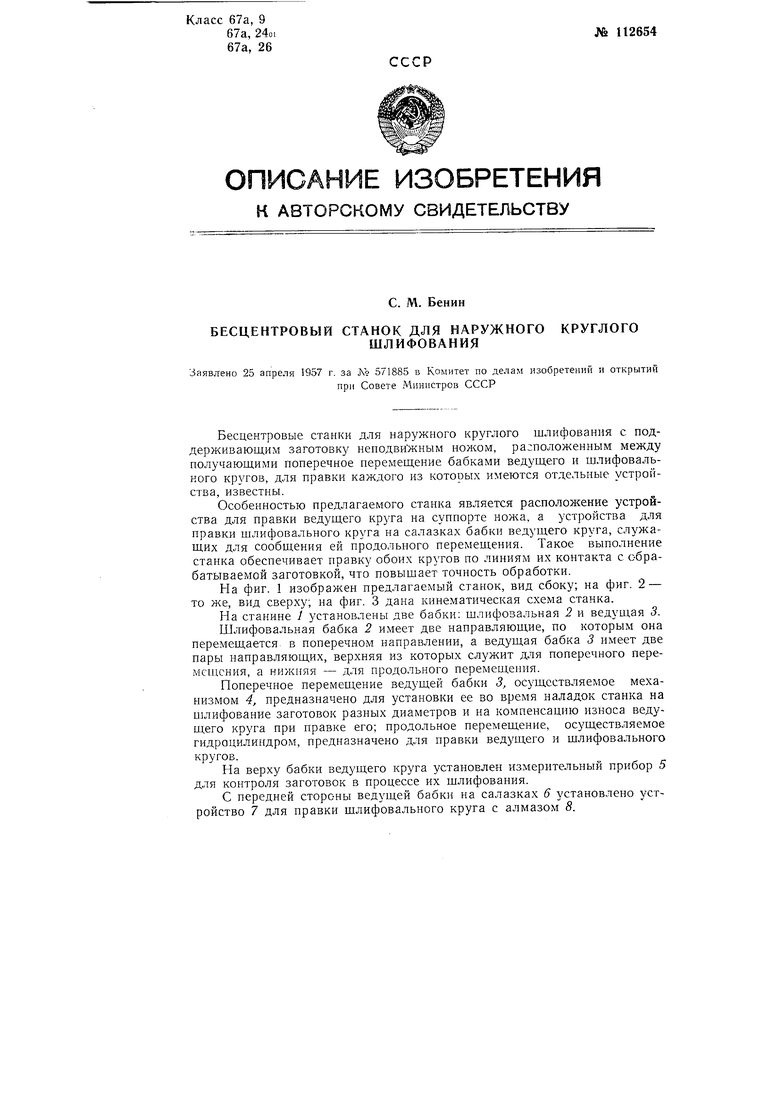
| название | год | авторы | номер документа |
|---|---|---|---|
| Многошпиндельный плоскошлифовальный станок | 1957 |
|
SU110881A1 |
| Бесцентрово-шлифовальный автоматический станок | 1961 |
|
SU149320A1 |
| Бесцентровый круглошлифовальный станок с удлиненным ходом корпуса ведущего круга | 1979 |
|
SU1014687A1 |
| УСТРОЙСТВО ДЛЯ ПРОГРАММНОГО УПРАВЛЕНИЯ ЦИКЛОМ ШЛИФОВАНИЯ | 1964 |
|
SU222492A1 |
| Станок для шлифования кулачковых валов | 1937 |
|
SU52254A1 |
| БЕСЦЕНТРОВЫЙ КРУГЛОШЛИФОВАЛЬНЫЙ СТАНОК | 2019 |
|
RU2722943C1 |
| БЕСЦЕНТРОВЫЙ ШЛИФОВАЛЬНЫЙ СТАНОК | 1948 |
|
SU84945A1 |
| УСТРОЙСТВО ДЛЯ ШЛИФОВАНИЯ СФЕРИЧЕСКИХ ПОВЕРХНОСТЕЙ (ВАРИАНТЫ) | 2007 |
|
RU2450905C2 |
| Вертикальный шлифовальный станок с числовым программным управлением | 1975 |
|
SU656813A1 |
| Станок для шлифования сферической поверхности детали | 1984 |
|
SU1178567A1 |