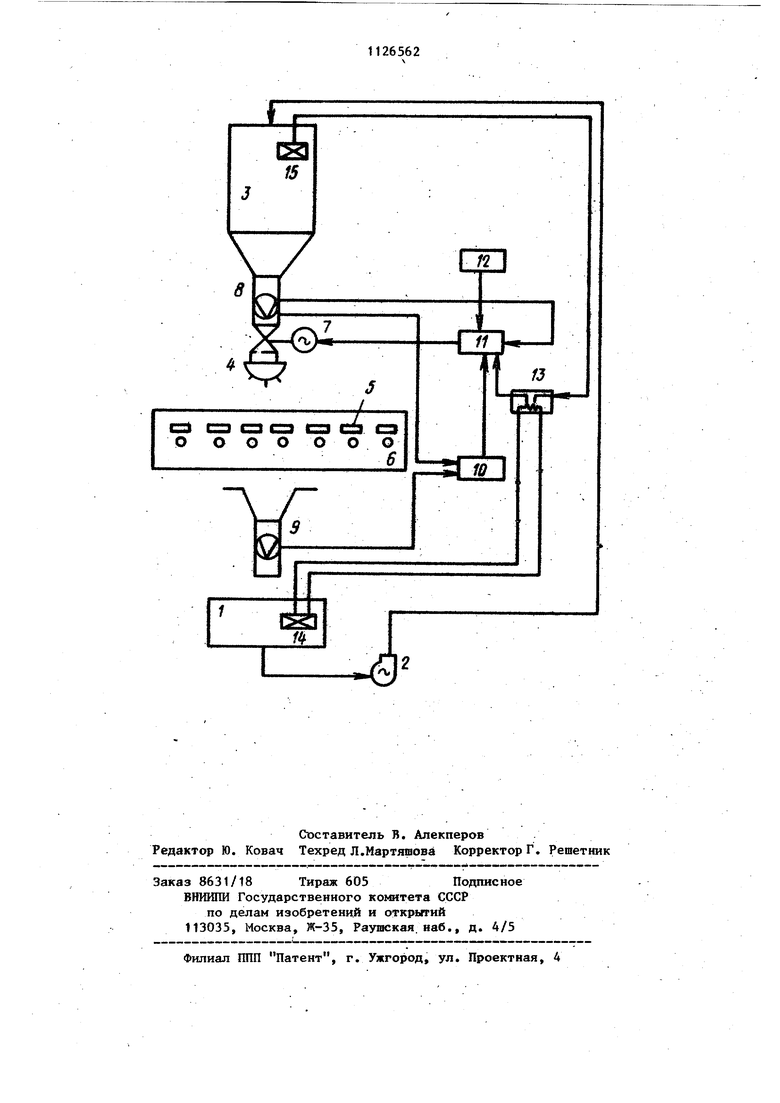
Изобретение относится к производ ву керамических изделий, в частност к изготовлению глазурованных плиток для внутренней облицовки стен. Известно устройство для управлен процессом глазурования керамических плиток, содержащее резервуар глаззф расходный бачок, насос,установленный на магистрали подачи глазури в расходный бачок, и устройство для нанесения глазури на керамические плитки, включающее регулирукшщй кра Управление процессом глазуровани при этом производится вручную Cl1 Недостаток данного устройства со тоит в отсутствии оперативного конт роля за расходом глазури на плитку. Регулирование расхода производится по данным лабораторных анализов-,производимых не более 4 раз в снену. Кроме того, при ручном управлении- не могут быть точно учтены свойства глазури и плитки, В связи с этим качество регулирования расхода глазури весьма низкое, что при водит к большому проценту брака изделий (рябизна при малом расходе глазури, слипыши при большом и т.д. Наиболее близким к предлагаемому По технической сущности является устройство для управления процессом глазурования керамических плиток, содержащее измерители вязкости и плотности глазури и регулятор рас хода глазури, первый вход которого соединен с задатчиком, второй вход с измерителем расхода до по лива, а выход - с исполнительным механизмом 2. Недостаток известного устройства состоит в косвенном измерении расхода глазури, наносимой на плитки, по расходу глазури, подаваемой устройством для нанесения глазури. Косвенный, контроль недостаточно эффективен и дает большую погрешность так как расход глазури на плитку зависит как от свойств глазури, так и от свойств плитки. Этот не.достаток частично компенсируется подачей на регулятор расхода глазури корректирующих воздействий от измерителей плотцости и вязкости глазури, а также водопоглощения плиток. Однако .указанные измерители обладают невысокой точностью и надежностью. Кроме того, измеритель водопоглощения современными техническими средствами может быть реализован только как измеритель дискретного действия с циклом не менее 3 мин. Эти обстоятельства снижают качество управления процессом глазурования, тем более, что указан- . ные измерители в известном устройстве должны осуществлять коррекцию постоянно. Цель изобретения - повышение качества управления. Указанная цель достигается тем, что устройство для управления процессом глазурования керамических плиток, содержащее измерители вязкости и плотности глазури и регулятор расхода глазури, первый вход которого соединен с задатчиком, второй вход - с измерителем расхода глазури до полива, а выход - с исполнительным механизмом, снабжено измерителем расхода глазури после полива плиток, вычитателем и пороговым элементом, причем третий вход регулятора расхода глазури соединен с выходом порогового элемента, входы которого подключены к измерителям плотности и вязкости глазури, а четвертый вход регулятора расхода глазури соединен, с выходом вычитателя, один вход которого соединен с измерителем расхода глазури до полива плиток, другой - с измерителем расхода глазури после полива плиток. На чертеже изображена схема уст|ройства для управления процессом глазурования керамических плиток. Схема включает в себя резервуар ;1 глазури, насос 2, установленный на магистрали подачи глазури в расходньй бачок 3, устройство 4 для нанесения глазури на плитку 5, находящуюся на роликовом конвейере 6, исполнительный механизм (регулирующий кран)5 7, установленный после расходного бачка 3, измерители 8 и 9 расхода глазури до и после полива, соединенные с вычитателем 10, регулятор 11 расхода глазури, входы которого соединены с измерителем 8 расхода глазури до полива, вычитателем 10, задатчиком 12 и пороговым элементом 13, который подключен к измерителям 14 и 15 плотности и вязкости. Приготовленная глазурь поступает в резервуар 1, из которого перекачивается насосом 2 в расходный бачок 3. Через устройство 4 глазурь на носится на шштку 5, движущуюся по роликовому транспортеру б. При этом регулятор 11 осуществляет с помощью регулировочного крана 7 стабилизацию расхода глазури на уровне, заданном задатчиком 12. Одновременно на регулятор 11 подается сигнал вычитателя 10, пропорциональный разности сигналов от измерителей 8 и 9 расходов глазури. Пороговый элемент 13 имеет аналоговую часть (в данном примере электр магнитную катушку). и коммутирующую часть (контактную группу). Причем аналоговая часть соединена с измерит лем 14 плотности глазури, вход (или один конец) коммутирующей части соединен с измерителем 15 вязкости, а выход (другой конец) - с регулятором 11 расхода глазури. При превьпаении плотностью глазури заданного верхнего предела от измери теля 14 плотности на аналоговую . часть порогового элемента 13 поступает, сигнал, величина которого доста точна для срабатывания коммутирующей части порогового элемента 13. После ее срабатывания измеритель 15 вязкости глазури подключается к регулятору 11 расхода глазури через коммутирующую часть порогового элемента 13. Таким образом, на регулятор посту пает корректирующий сигнал по вязкости глазури. Таким образом, в предлагаемое устройство введены два корректирующие воздействия, одно из которых действует постоянно (расход глазури на плитки), а другое - при выходе из рабочего диапазона плотности глазури.. Это позволяет учитывать все параметры, влияющие на процесс глазурования, и использовать непрерывно действующие измерители. Экономический эффект от использования устройства создается вследствие высокой степени стабилизации расхода глазури на плитку. При этом снижается брак, улучшается качество изделий, сокращается расход глазури и. увеличивается производительность конвейерных линий. . Снижение брака происходит путем ликвидации рябизны (при малом расходе глазури) и слипышей (при большом расходе глазури). При этом улучшается качество глазурного , что дает возможность получения изделий более высокого сорта. Стабилизация расхода глазури сужает диапазон его колебаний, вследствие чего сокращается расход глазури. Производительность повышается из-за сокращения простоев конвейерной линии вследствие ликвидации завалов, связанных с возникновением слипьшей. Применение изобретения уменьшает брак на 2%, увеличивает выход изделий . 1 сорта на 5% и уменьшает расход глазури на 1%.
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом обжига керамических плиток в щелевой печи | 1982 |
|
SU1099204A1 |
| Способ автоматического регулирования процессов обжига в шелевой печи | 1982 |
|
SU1112213A1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ ПЛИТОК МЕТОДОМПОЛИВА | 1972 |
|
SU421676A1 |
| ЛИНИЯ-УСТАНОВКА "ГОНЧАР ПЛЮС" ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАЗУРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2314196C1 |
| УСТРОЙСТВО ДЛЯ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ПЛИТОК3 П 'i'1Ш1^П ':^^ГгПГ ijjig S '-•^^v.i^-i Uiii/jJi.; ! |;Ui^-. | 1972 |
|
SU435113A1 |
| Глазурь | 1989 |
|
SU1652310A1 |
| Устройство для управления процессом производства керамических плиток | 1978 |
|
SU791692A1 |
| Устройство для глазурования керамических изделий | 1976 |
|
SU585066A1 |
| Способ приготовления глазурного шликера для керамических плиток | 1986 |
|
SU1392040A1 |
| Ангоб для нанесения на поверхность глазурованного керамогранита | 2022 |
|
RU2793088C1 |
УСТРОЙСТВО ЛЛЯ УПРАВЛЕНИЯ ПРОЦЕССОИ ГЛАЗУРОВАНИЯ КЕРАМИЧЕСКИХ ПЛИТОК, содержащее измерители вязкости и плотности глазури и регулятор расхода глазури, первый вход которого соединен с задатчиком, второй-вход с измерителем расхода глазури до полива, a выход - с исполнительниц механизмом, отличающееся тем, что, с целью повышения качества управления, оно снабжено измерителем расхода глазури после полива плиток, вычитателем и пороговьи элементом, причем третий вход регулятора рас- хода глазури соединен с выходом порогового злемента, входы которого подключены к измерителям плотности и вязкости глазури, a четвертый вход регулятора расхода глазури соединен с выходом вычитателя, один вход которого соединен с измерителем расхода глазури до полнаа плитсяс, другой - с измерителем расхода глазури после полива плиток.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Нагибин Г.В | |||
| Технология строительной керамики | |||
| М., Высшая школа, 1975, с.267-268 | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автоматизация процессов производства керамических плиток | |||
| Обзорная информация М., ВНИИСЭМ, 1976, с.48-52, | |||
