Изобретение относится к производству строительной керамики, в частности к изготовлению глазурованн.ых керамических плиток.
Известен способ автоматического регулирования теплового режима в щелевой печи, включающий измерение температур в серединах зон подогрева, обжига и охлаждения, изменение подачи теплоносителя в зоны подогрева и обжига по величинам температур в серединах зон подогрева и обжига, а изменение подачи охлаждающего агента на граниду зон обжига и охлаждения - по величине температур в середине зоны охлаждения lj .
.Недостаток этого способа состоит в том, что автоматическое регулирование теплового режима ведется без учета технологических свойств перемещающихся по роликовому транспортеру глазурованных керамических плиток. В то же время температурный режим
щелевой политой печи должен изменяться в соответствии со свойствами
плиток после глазурования.
Наиболее близким к изобретению по технической сущности является способ автоматического регулирования процессов обжига в щелевой печи, включающий измерение температур в зонах подогрева и обжига и изменение подачи теплоносителя в этих зонах по величинам измеренных температур. В известном способе температуру в зонах подогрева и обжига корректируют по величине пористости изделий на выходе из печи. В способе учитывается одно из основных свойств плитки - пористость. При отклонеьши температуры от заданного значения в любой из зон подогрева и обжига производят изменение подачи теплоносителя. Кроме того, измеряют пористость изделий и По ее величине подают корректирующее воздействие на подачу теплоносителя .
Недостаток известного способа состоит в том, что измерение пористости в нем производят не в потоке. Во всех известных способах измерения пористости и водопоглощения плитки снимают с конвейера (вручную и.ли автоматически) и осуществляют их установку на измерительное устройство. Цикл времени дискретного измерения не менее 3 мин. Известный способ не позволяет получить удовлетворительное качество регулирования. Кроме
того, в нем не ,учитываются свойства глазури, покрывающей плитку, хотя температурный режим политой печи долже изменяться с учетом ее плотности и влажцости и расхода глазури па плитку.
Целью изобретения является повышение качества регулирования.
Цель достигается тем, что согласно способу автоматического регулирования процессов обжига в щелевой печи, включающему измерение температур в зонах подогрева и обжига и изменение подачи теплоносителя в этих зонах по величинам измеренных температур, измеряют температуру в зоне охлаждения, изменяют подачу охлаждающего агента в зону охлаждения,измеряют расходы глазури до и после полива,измеряют и стабилизируют плотность и вязкость глазури и корректируют подачу теплоносителя и охлаждающего агента,причем изменение подачи охлаждающего агента в зону охлаждения осуществляют в зависимости от температуры в этой зо1ие, а коррекдию подачи теплоносителя и охлаждающего агента осуществляют ,в прямо пропорциональной зависимости от разности между расходами глазури до и после полива и в обратно пропорциональной зависимости от плотности и вязкости глазури.
Сущность способа состоит в следующем.
В щелевой политой печи во всех зЪнах (подогрева, обжига и охлаждения) измеряют температуры и при их отклонении от заданных значений изменяют подачу теплоносителя в зонах
подогрева и обжига и охлаждающего агента в зоне охлаждения.
Одновременно стабилизируют плотность глазури путем ее измерения, сравнения с заданным значением и
соответствующей результату сравнения подачи воды в резервуар и вязкость глазури путем ее измерения, сравнения с заданным значением и соответствующей результату сравнения подачи
электролита.
Кроме того, измеряют расходы глазури до и после полива. Разность расходов определяет расход глазури.
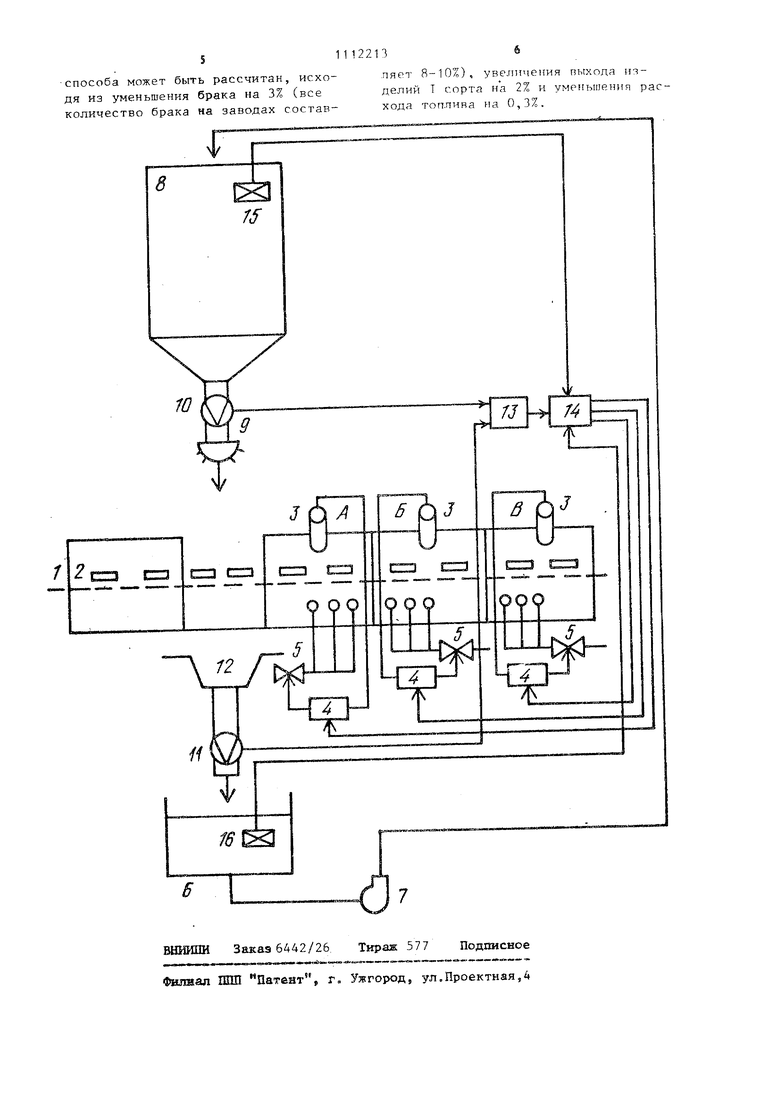
идущей на покрытие плиток. Этот параметр является обобщенным. Он зависит как от свойств плитки после утильного обжига (водопоглощение), так и от свойств глазури (плотность и вязкость). По нему корректируют подачу теплоносителя и охлаждающего агента Таким образом реализуется зависимостьQAH-Qnn f Pipi п Q r nn lf-l afl+ bn, где рд расход глазури до полива; Qnn расход глазури после полива;Р - плотность глазури; U - вязкость глазури; Ьр - водопоглощенне плитки; Ц,Ц jkj - коэффициенты. Откуда b(,-k,p+k2fu)/k3 . Таким образом, при реализации сп соба вьщеляется величина, пропорцио нальная водопоглощению плитки после утильного обжига. Эта величина подается на коррекцию температуры всех трех зон полит печи, чем обеспечивается компенсация возмущений теплового процесса от свойств обжигаемой плитки. На чертеже изображена схема реализации предлагаемого способа. Схема включает щелевую печь 1 с секциями А подогрева, В обжига и В охлаждения, керамические плитки 2, блок регулирования каждой из зон, содержащий датчик 3 температуры, соединённый с первым входом регулятора 4 температуры, выход которого соединен с исполнительным органом 5, резервуара 6 глазури, насоса 7, установленного на магистрали, подающей глазурь в расходный бачок 8, устройство 9 для нанесения глазури на плитку 2, измерители 10 и 11 расхода глазури, установленные до и после полива, сборную ёоронку 12, вычитатель 13, входы которого подключены к измерителям 10 и 11 расхода глазури, а выход ксумматору 14, блок 15 стабилизации вязкости глазури, соединенный с сумматором 14, блок 16 стабилизации плотности глазуриj подключенный к сумматору 14, выход которого соединен с регулятором 4 температуры всех зон печи. Схема, реализующая предлагаемый способ, работает следующим способом. В процессе обжига через секции А, Б и В печи 1 перемещаются керами ческие плитки 2. Температурный режим в секциях регулируется по показаниям датчиков 3 температуры, которые воздействуют на регуляторы 4, вьфабаты- . Бающие управляющие сигналы и передающие их на исполнительные органы 5, изменяющие подачу топлива и охлаждающего агента в секциях. Перемещающиеся вдоль щелевой печи 1 керамические плитки 2 поливают глазурью, которую из резервуара 6 подают насосом 7 в расходный бачок 8, а из него через устройство 9 для нанесения глазури - на плитки 2. После полива глазурь собирают в сборную воронку 12, через которую возвращают в резервуар 6. При этом измерители 10 и 11 непрерывно контролируют расходы глазури до и после полива. Сигйалы от обоих измерителей 10 и 1 t расхода подаются на входы вычитателя 13, где их сравнивают. На выходе вычитателя 13 получают их разность характеризующую расход глазури на плитку. На входы сумматора 14 подают три сигнала. пропорциональные k,pиk2rt Сигнал, пропорциональный - подают от вычитателя 13, сигнал, пропорциональный k/ip , - от блока 16 стабилизации плотности глазури, а сигнал, пропорциональный , - от блока 15 стабилизации вязкости глазури. Тем самым, на выходе сумматора 14 получают сигнал, пропорциональный kэb„ (Qд,-Q)-(k1p +kjm). Этот сигнал подают на все три регулятора 4 температуры, которые вырабатывают управляющие воздействия на исполнительные органы 5 с учетом водопоглощения плиток до утильного обжига. Использование предлагаемого способа дает высокое качество регулирования температурного режима за счет учета характеристик глазури и водопоглощения, причем коррекция по этим характеристикам производится непрерьшно -и без запаздывания. При этом существенно сокращается брак плиток за счет ликвидации натеков глазури на края плиток. которые приводят к образованию сли пыщей, завалам и остановке конвейеирд. Кроме того, правильно выбранный температурный режим дает возможность уменьшать расход топлива и воздуха, уменьшаются простои оборудования. Ожидаемый технико-экономический эффект от внедрения предлагаемого
| название | год | авторы | номер документа |
|---|---|---|---|
| Система автоматического управления процессом обжига керамических плиток в щелевой печи | 1982 |
|
SU1099204A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1979 |
|
SU857684A1 |
| Устройство для управления процессом глазурования керамических плиток | 1983 |
|
SU1126562A1 |
| ЛИНИЯ-УСТАНОВКА "ГОНЧАР ПЛЮС" ДЛЯ ИЗГОТОВЛЕНИЯ ГЛАЗУРОВАННЫХ КЕРАМИЧЕСКИХ ИЗДЕЛИЙ | 2006 |
|
RU2314196C1 |
| Устройство регулирования процесса обжига керамических изделий в шелевой печи | 1978 |
|
SU779783A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1977 |
|
SU691662A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1980 |
|
SU887905A1 |
| Способ однорядного обжига глазурованных изделий | 1980 |
|
SU964395A1 |
| Способ регулирования процесса обжига керамических изделий | 1988 |
|
SU1513360A1 |
| Способ автоматического регулирования теплового режима в щелевой печи | 1978 |
|
SU775594A1 |
СПОСОБ АВТОМАТИЧЕСКОГО РЕГУЛИРОВАНИЯ ПРОЦЕССОВ ОБЖГА В ЩЕЛЕВОЙ ПЕЧИ, включающий измерение температур в зонах подогрева и обжига и изменение подачи теплоносителя в этих зонах по величинам измеренных температур, отличающийся тем, что, с целью повышения качества регулирования, измеряют температуру в зоне охлаждения, изменяют подачу охлаждающего агента в зону охлаждения, измеряют расходы глазури до и после полива, измеряют и стабилизируют плотность и вязкость глазури и корректируют подачу теплоносителя и охлаждающего агента, причем изменение подачи охлаждающего агента в зону охлаждения осуществляют в зависимости от температуры в этой зоне, а коррекцию подачи теплоносис теля и охлаждающего агента осущест€ вляют в прямо пропорциональной зави(Л симости от разности между расходами глазури до и после полива и в обратно пропорциональной зависимости от плотности и вязкости глазури.
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| БИБЛИОТЕКА | 0 |
|
SU364818A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| УСТРОЙСТВО для УПРАВЛЕНИЯ ОБЖИГОМ КЕРАМИЧседйХ- ПЛИТОК В ЩЕЛЕВОЙ ПЕЧИ | 0 |
|
SU380930A1 |
| Прибор с двумя призмами | 1917 |
|
SU27A1 |
