Предметом изобретения является машина для изготовления стеклянных труб с фланцами авиванием на вращающуюся оправку через iiaправляющую вилку непрерывно вырабатываемой нити стекломассы.
Известные для формования стеклянных труб подобные машины снабжены одним прижимным радиальным роликом с гладкой поверхностью, прижимающим нить стекломассы к вращающейся оправке н тем формующим трубу, и одним торцовым роликом, отжимающим формуемую трубу вдоль оправки по мере формования трубыНедостатком этих машин является то, что на них нельзя вырабатывать трубы с фланцами, без которых монтаж стеклянных трубопроводов значительно усложняется.
В предлагаемой машине, согласно изобретению, вилка выполнена в виде качающегося водила, сообщающего нити, в месте для формования фланца, возвратно-поступательное движение; при этом нить подается не в торец трубы под отжимной ролик, а на конец уже. отформованной трубы, вследствие чего продвижение трубы по оправке приостанавливается и на трубе создается местное кольцевое утолщение, которому фасонный прижимной ролик или дополнительный торцовый ролик придают заданную форму фланца.
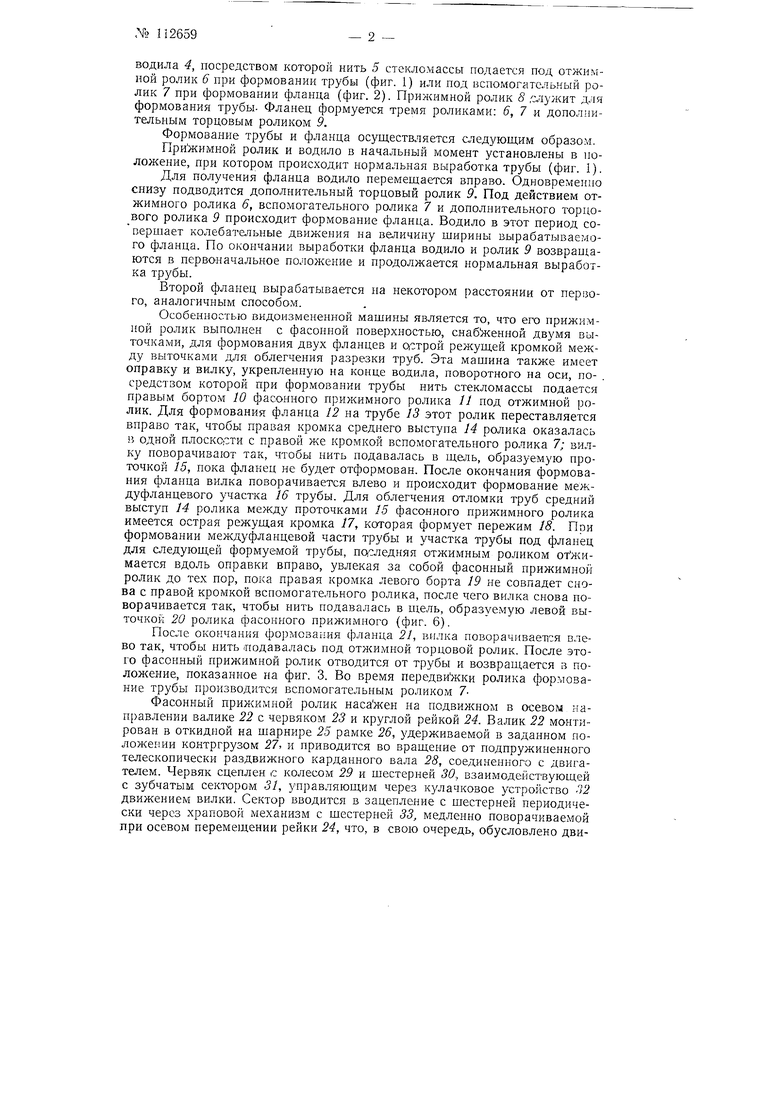
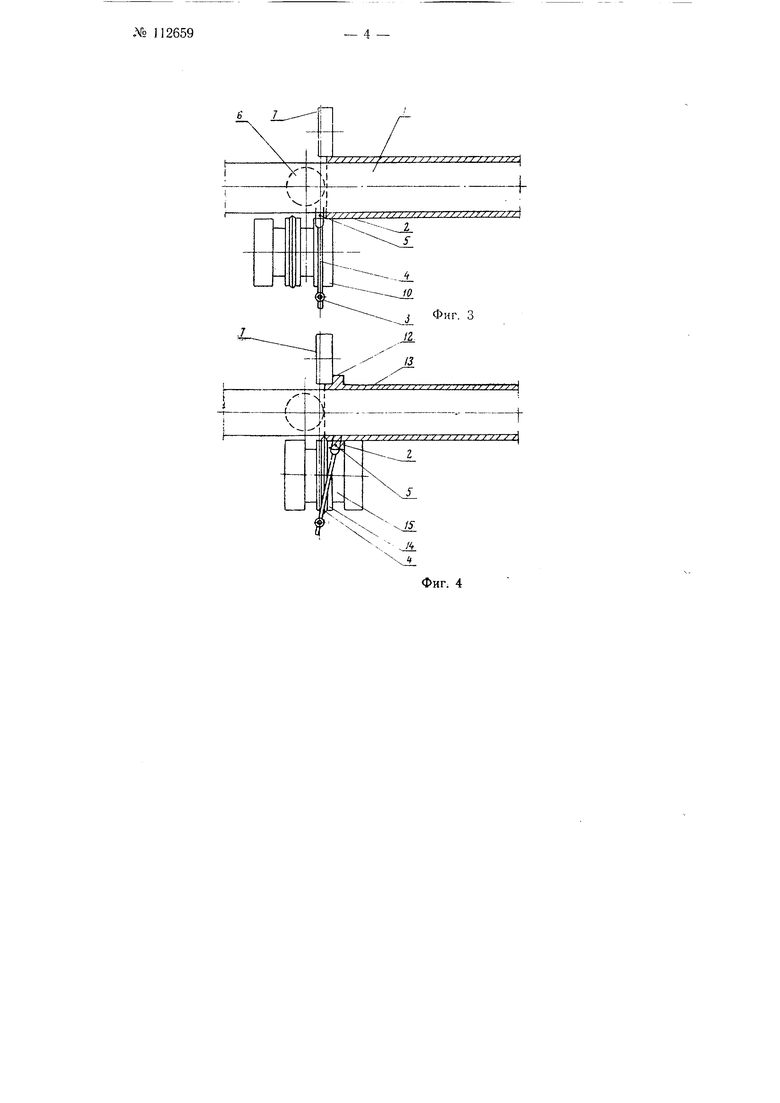
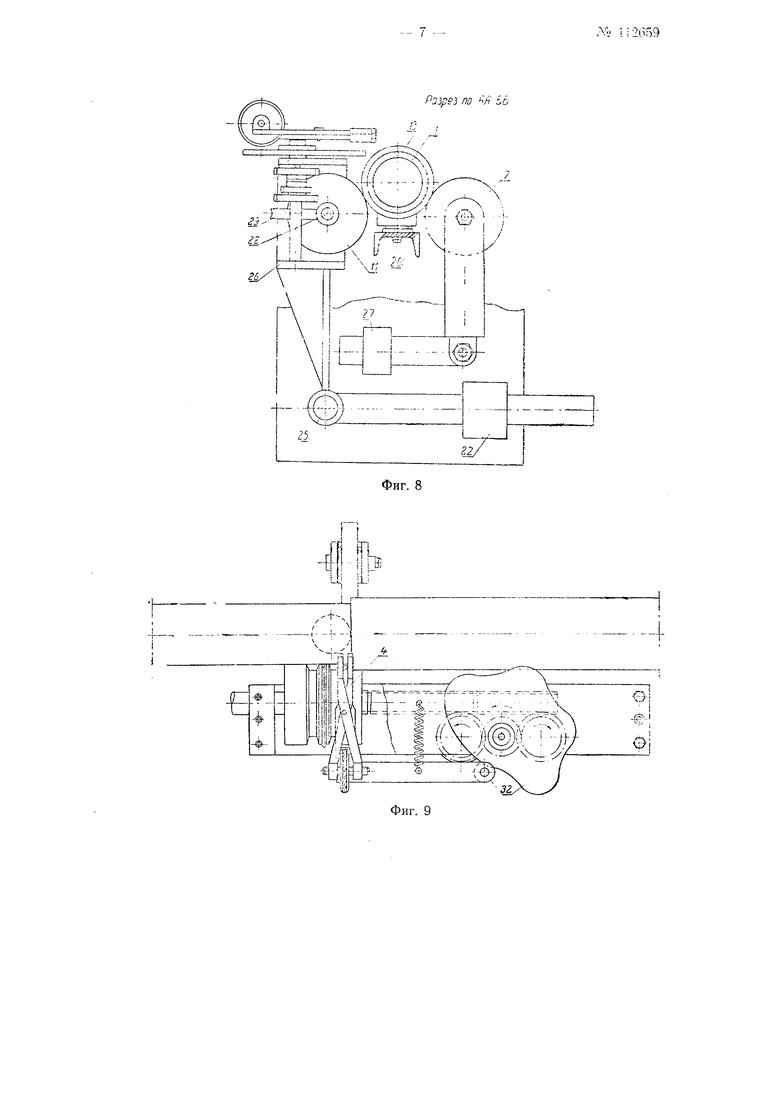
На фиг. 1 схематически изобрал ена машина для формования трубы и одного фланца с помощью дополнительного торцового ролика, в момент выработки трубы; на фиг. 2 - та же машина в момент выработки фланца; на фиг. 3-6 схематически изображена видо 1змененная машина для выработки стеклянной трубы с двумя смежными флаицами с помощью фасонного прижимного ролика на различных технологических стадиях выработки трубы и фланцев; на фиг. 7-показана машина с фасонным прижимным роликом; на фиг. 8 - разрез по АА-ББ на фиг. 7; на фиг. 9 - вид сверху.
Машина для изготовления отдельных труб с одним фла1щем состоит из оправки / и вилки 2, укрепленной на конце поворотного на осн 3
.Nb 112659- 2 -
водила 4, посредством которой нить 5 стекломассы подается под отжимной ролик 6 при формовании трубы (фиг. 1) или под вспомогательный ролик 7 при формовании фланца (фиг. 2). Прижимной ролик 8 ,с 1ужит для формования трубы- Фланец формуется тремя роликами: 6, 7 и дополнительным торцовым роликом 9.
Формование трубы и фланца осуществляется с-чедующим образом.
Прижимной ролик и водило в начальный момент установлены в положение, при котором происходит нормальная выработка трубы (фиг. 1).
Для получения фланца водило перемещается вправо. Одновременно снизу подводится дополнительный торцовый ролик 9. Под действием отжимного ролика 6, вспомогательного ролика 7 и дополнительного торцового ролика 9 происходит формование фланца. Водило в этот период совершает колебательные движения на величину ширины вырабатываемого фланца. По окончании выработки фланца водило и ролик 9 возвращаются в первоначальное положение и продолжается нормальная выработка трубы.
Второй фланец вырабатывается па некотором расстоянии от первого, аналогичным способом.
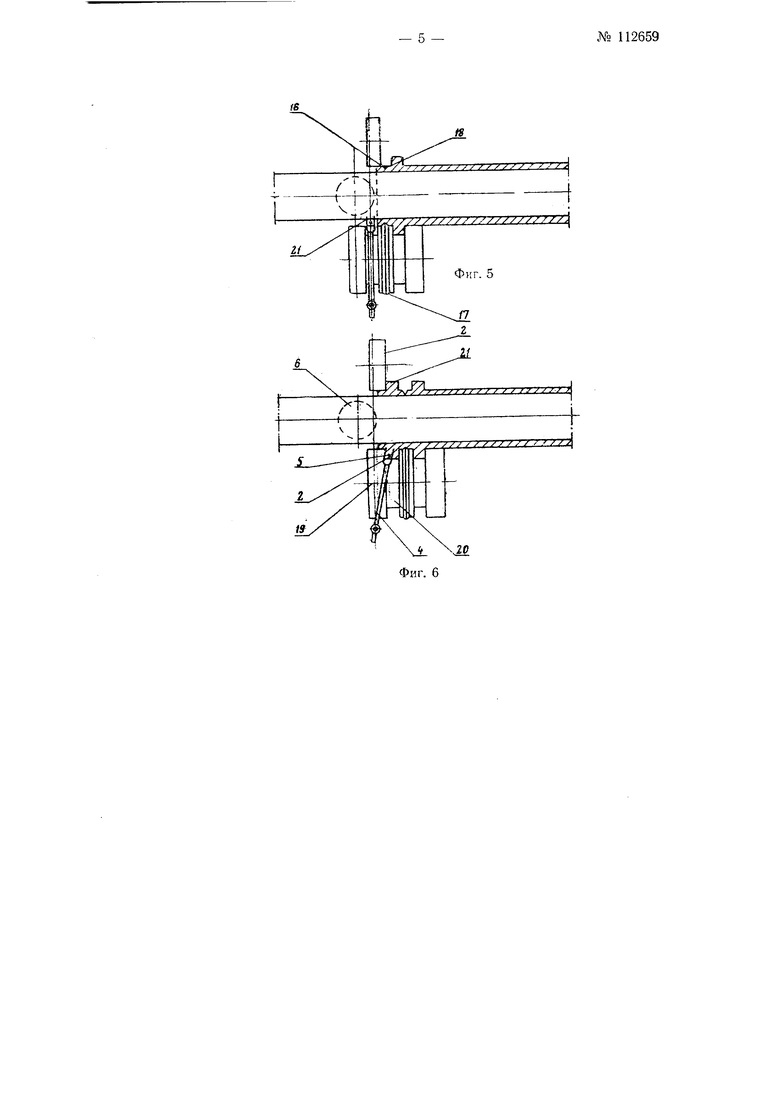
Особенностью видоизмененной машины является то, что его прижимной ролик выполнен с фасонной поверхностью, снаб женной двумя выточками, для формования двух фланцев и астрой режущей кромкой между выточками для облегчения разрезки труб. Эта машина также имеет оправку и вилку, укрепленную на конце водила, поворотного на оси, по- . средством которой при формовании трубы пить стекломассы подается правым бортом 10 фасонного прижимного ролика 11 под отжимной ролик. Для формования фланца 12 на трубе 13 этот ролик переставляется вправо так, чтобы правая кромка среднего выступа 14 ролика оказалась 5 одной ПЛОСКО.СТИ С правой же кромкой вспомогательного ролика 7; вилку поворачивают так, чтобы нить подавалась в щель, образуемую проточкой 15, пока фланец не будет отформован. После окончания формования фланца вилка поворачивается влево и происходит формование междуфланцевого участка 16 трубы. Для облегчения отломки труб средний выступ 14 ролика между проточками 15 фасонного прижимного ролика имеется острая режущая кромка 17, которая формует пережим 18. При формовании междуфланцевой части трубы и участка трубы под фланец для следующей формуемой трубы, последняя отжимным роликом отл имается вдоль оправки вправо, увлекая за собой фасонный прижимной ролик до тех пор, пока правая кромка левого борта 19 не совпадет снова с правой кромкой вспомогательного ролика, после чего вилка снова поворачивается так, чтобы нить подавалась в щель, образуемую левой выточкой 20 ролика фасонного прижимного (фиг. 6).
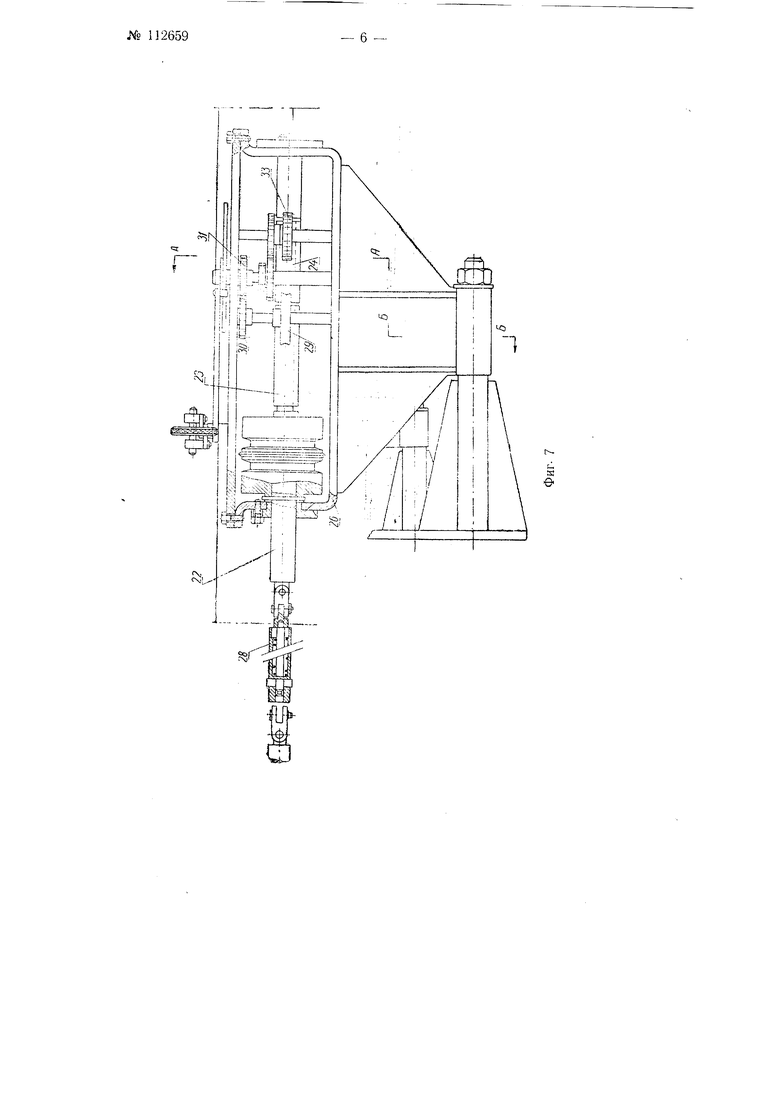
После окончания формования фланца 21, вилка поворачивает1ся влево так, чтобы пить /подавалась под отжимной торцовой ролик. После этого фасонный прижимной ролик отводится от трубы и возвращается в положение, показанное на фиг. 3. Во время передвижки ролика формование трубы производится вспомогательным роликом 7Фасонный прижимной ролик насажен на подвил ном в осевом направлении валике 22 с червяком 23 и круглой рейкой 24. Валик 22 монтирован в откидной на шарнире 25 рамке 26, удерживаемой в заданном положении контргрузом 27, и приводится во врашение от подпружиненного телескопически раздвижного карданного вала 28, соединенного с двигателем. Червяк сцеплен с колесом 29 и шестерней 30, взаимодействующей с зубчатым сектором 31, управляющим через кулачковое устройство 32 движением вилки. Сектор вводится в зацепление с шестерней периодически через храповой механизм с шестерней 33, медленно поворачиваелтой при осевом перемещении рейки 24, что, в свою очередь, обусловлено дни ением фасонного прижимного ролика вместе со стеклянной трубой, во время сцепления ролика с отформованным им фланцем. По окончании выработки фланцев рамка 26 вручную отводится от оправки / и действием пружины карданного вала 28 и контргруза 27 фасонный прижимной ролик ставится в исходное положение для выработки трубы.
Предмет изобретения
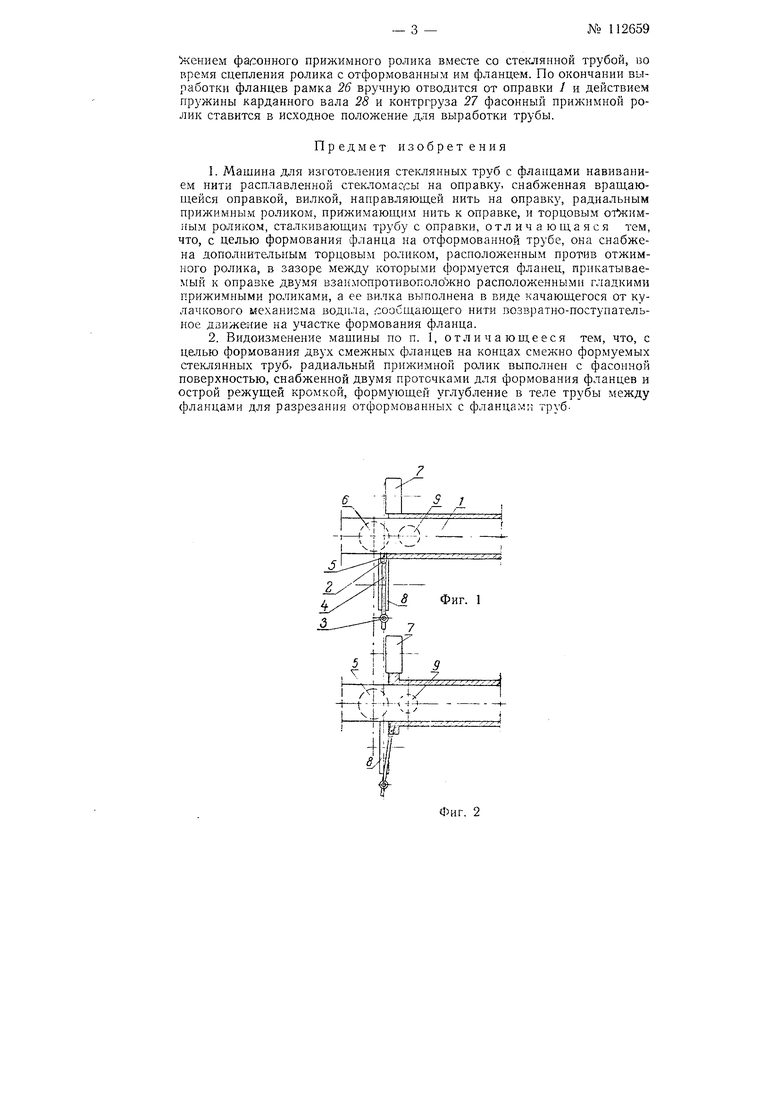
1.Машина для изготовления стеклянных труб с фланцами навиванием нити расплавленной стекломас1сы на оправку, снабженная вращающейся оправкой, вилкой, направляющей нить на оправку, радиальным прижимным роликом, прижимающим нить к оправке, и торцовым от имным роликом, сталкивающим трубу с оправки, отл ич а юща яся тем, что, с целью формования фланца на отформованной трубе, она снабжена дополнительным торцовым роликом, расположенным против отжимного ролика, в зазоре между которыми формуется фланец, прикатываемый к оправке двумя взанмопротивоположно расположенными гладкими прижимными роликами, а ее вилка выполнена в виде качающегося от кулачкового механизма водила, сообщающего нити возвратно-поступательное движение на участке формования фланца.
2.Видоизменение машины по п. 1, отличающееся тем, что, с целью формования двух смежных фланцев на концах смежно формуемых стеклянных труб, радиальный прижимной ролик выполнен с фасонной поверхностью, снабженной двумя проточками для формования фланцев и острой режущей кромкой, формующей углубление в теле трубы между фланцами для разрезания отформованных с фланцам:; труб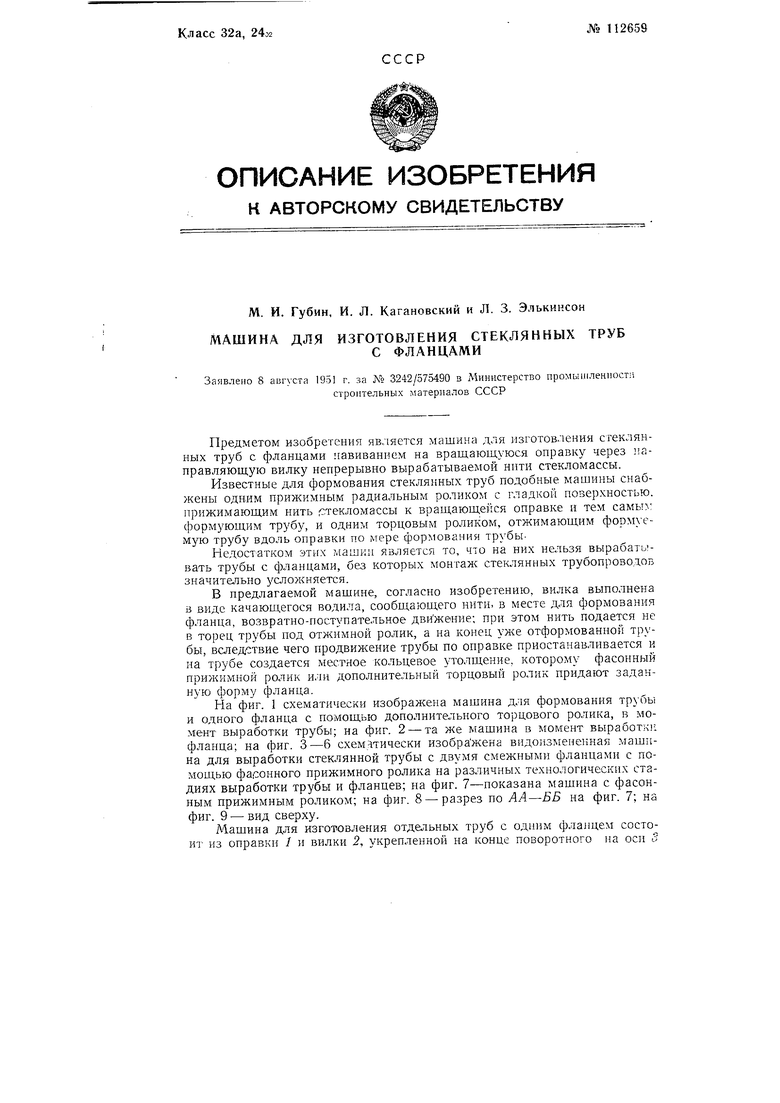
Фиг. 4
Л
U S
е
