Машины для производства стеклянных труб путем навивания струи стекломассы на вращающуюся горизонтальную оправку известны. На этих машинах изготовляют стеклянные трубы одинакового по всей длине диаметра без уширения на конце в виде раструба, необходимого для соединения труб друг с другом при монтаже трубопровода. Это ограничивает ассортимент изготовляемых на этих машинах стеклянных труб и усложняет монтаж трубопровода.
В предлагаемой машине, с целью получения стеклянных труб с раструбом, один конец оправки имеет утолщение с наружным профилем раструба, с которым соприкасается по образующей раструба соответственно профилированный вращающийся ролик, получающий вместе с оправкой поступательное осевое движение во время формования раструба.
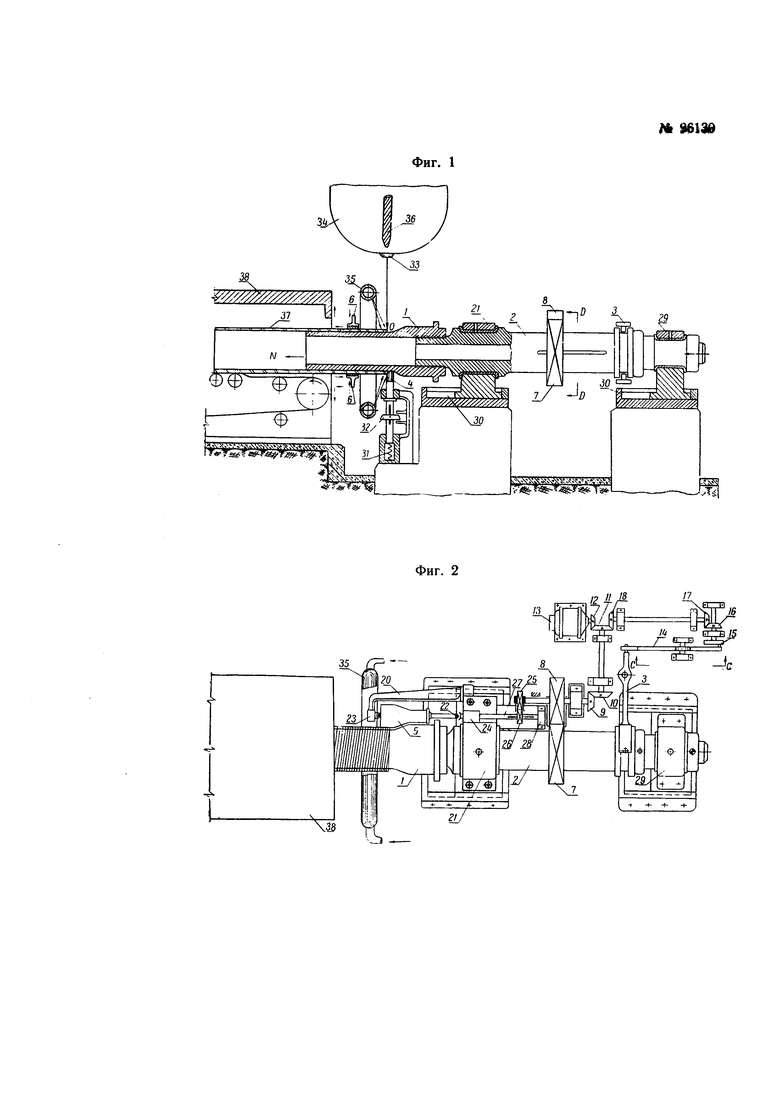
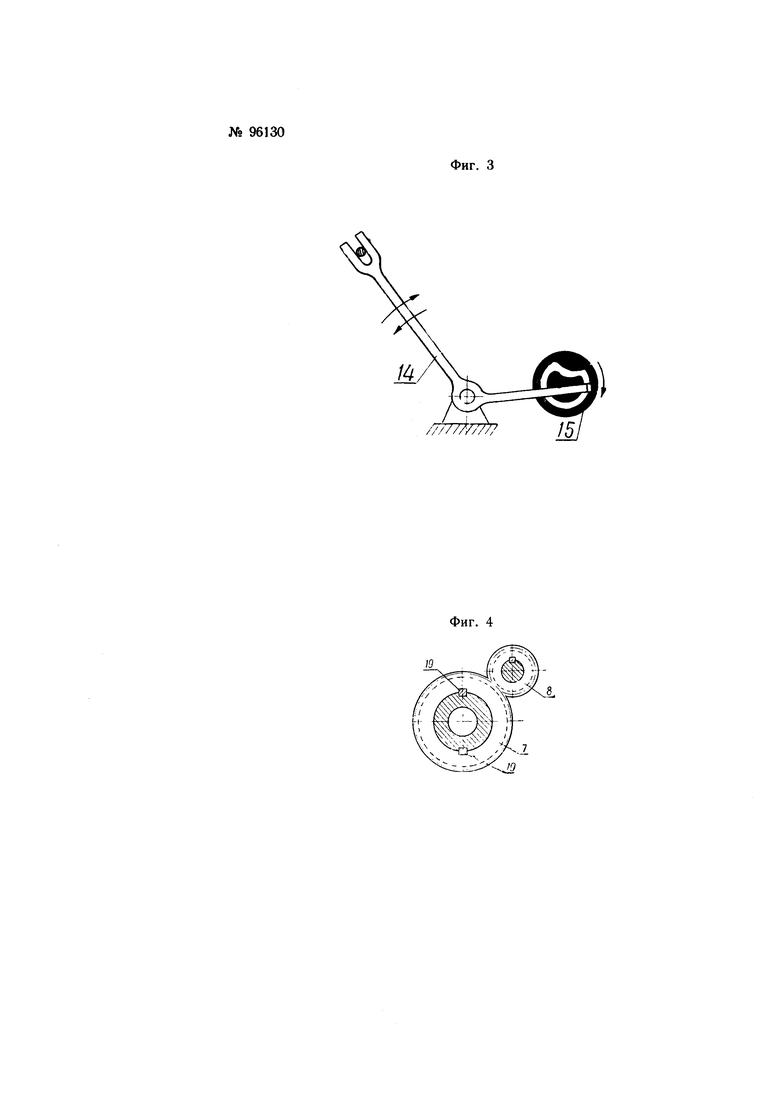
На фиг. 1 изображена предлагаемая машина в продольном разрезе; на фиг. 2 - та же машина в плане; на фиг. 3 - узел привода вилки для осевого перемещения оправки (вид по СС на фиг. 2); на фиг. 4 - разрез по ДД на фиг. 1.
Машина состоит из вращающейся горизонтальной оправки 1 с уширением на ее конце, согласно расположенного и соединенного с оправкой приводного вала 2; вилки 3, сообщающей приводному валу и оправке осевое перемещение, в результате чего под струю стекломассы подходит уширенная часть оправки, на которой формуется раструб; отжимного ролика 4, прикатывающего на оправке каждый виток стеклянного жгута к предыдущему и сдвигающего трубу с оправки; профилированного ролика 5, обкатывающего наружную поверхность трубы во время формования ее, и захватов 6 для съема отформованной стеклянной трубы.
Вращение оправки 1 осуществляется приводным валом 2 через систему промежуточных шестеренок 7, 8, 9, 10, 11 и 12 электродвигателем 13.
Движение оправки 1 влево осуществляется вилкой 3, связанной с рычагом 14, приводимым в качание эксцентриком 15 (фиг. 3). Вращение эксцентрика 15 осуществляется с помощью конических зубчатых колес 16, 17 и 18 и шестеренок 11 и 12, приводимых в движение электродвигателем 13. При движении влево оправка 1 продолжает вращаться, так как шестеренка 7 сидит на валу 2 на скользящих шпонках 19 (фиг. 4). Профилированный ролик 5, движется вместе с оправкой 1, так как кронштейн 20 связан с корпусом подшипника 21. В кронштейне 20 установлен подшипник 23 профилированного ролика 5, другой подшипник 24 ролика 5 установлен на верхней крышке корпуса подшипника 21. Вал профилированного ролика 5 имеет на своих концах шарниры 22 Гука. Вращение валика 5 осуществляется от электродвигателя 13 через шестеренки 12, 11, 10, 9, 8, 25 и шестеренку 26, сидящую на скользящей шпонке на валу 27. Подшипник 28 вала 27 смонтирован на приливе корпуса подшипника 21.
Система (профилированный ролик 5, кронштейн 20, подшипник 23, 24 и 28 и корпус подшипника 21) является единой. При движении приводного вала 2 влево подшипники 21 и 29 передвигаются по направляющим 30. При движении оправки 1 и профилированного ролика 5 влево происходит навивание раструба. В это время отжимной ролик 4 скользит по поверхности оправки так как его ось опирается на пружину 31. Вращение ролика при этом не прерывается, так как зубчатка 32 сидит на скользящей шпонке.
Механизм 6 захватов, которыми отформованная труба снимается с оправки и продвигается до ленты горизонтального транспортера, выбирается из числа уже известных подобных конструкций.
Формование стеклянной трубы с раструбом проходит следующим образом.
Стекломасса из очка 33 питателя 34 непрерывной струей поступает на вращающуюся оправку 1 и навивается на нее. С помощью профилированного ролика 5 и нескольких отжимных роликов 4 каждый новый виток прижимается к предыдущему, при этом происходит их сваривание и образование «витой» трубы. Для облегчения сваривания витков установлена кольцевая секторная газовая горелка 35.
Для формования раструба оправке 1 вместе с приводным валом сообщают движение влево.
В момент окончания формования раструба синхронизатор (на чертеже не показан) запирает плунжером 36 очко 33 питателя 34, и подача стекломассы прекращается. Захваты 6 зажимают трубу. Оправка 1, приводной вал 2, подшипники 21 и 29 начинают отходить вправо, а перед этим кронштейн 20 вместе с роликом 5 поворачивается на шарнире 22 по стрелке N, давая возможность снять отформованную стеклянную трубу 37 с оправки 1. Отжимной ролик 4 также удерживает трубу на месте, не пуская ее вправо. Захваты 6 двигают трубу 37 влево до тех пор, пока лента лера не потянет ее внутрь лера 38. В этот момент захваты раскрываются и возвращаются в первоначальное положение.
Когда оправка 1 приходит в исходное положение, синхронизатор поднимает плунжер 36 питателя 34, и начинается формовка новой трубы.
Взаимодействие всех механизмов установки регулируется синхронизатором.
Машина для производства стеклянных труб путем навивания струи стекломассы на вращающуюся горизонтальную оправку, отличающаяся тем, что, с целью получения труб с раструбом, один конец оправки имеет утолщение с наружным профилем раструба, с которым соприкасается по образующей раструба соответственно профилированный вращающийся ролик, получающий вместе с оправкой поступательное осевое движение во время формования раструба.
