Изобретение относится к обработке металлов давлением и может быть использовано при изготовлении обтяжкой листовых деталей одинарной и двойной кривизны в авиационной, автомобильной и других отраслях промышленности. Известен способ обтяжки листовых заготовок, заключающийся в том, что на заготовку предварительно устанавливают накладку, а затем производят совместное деформирование заготовки с накладкой по обтяжному пуансону 1. Недостатком известного способа является недостаточно высокое качество изготовляемых деталей вследствие неравномерности деформации растяжения в поперечных сечениях по длине заготовки. Цель изобретения - повыщение качества изготавливаемых деталей путем обеспечения равномерности деформации растяжения по длине заготовки. Цель достигается тем, что согласно способу обтяжки листовых заютовок, заключающемуся в том, что предварительно на заготовке устанавливают накладку, а затем производят совместное деформирование заготовки с накладкой по обтяжному пуансону с последующим удалением накладки после окончания процесса деформирования, после установки накладки на заготовку ее прикрепляют к поверхности заготовки, при чем накладку выполняют из эластичного материала переменной толщины, плавно увеличивающейся от ее середины к краям и определяемой в каждом поперечном сечении из соотношения SH S гдеЗнчБд-соответственно толщины накладки и заготовки в заданном сечении, мм; С5в н Пределы прочности материала заготовки и накладки, кг/мм ; /i - коэффициент трения; t и IT -расстояние от середины очага деформации до заданного сечения и границы зоны контакта заготовки с пуансоном, мм; tf -угол между осью пуансона и касательной к заготовке в точке сбега с пуансона, град. При этом накладку прикрепляют к поверхности заготовки с помощью клея. На чертеже показана схема обтяжки по предлагаемому способу. Способ обтяжки осуществляют следующим образом, На заготовку 1 постоянной щирины и толщины устанавливают накладку 2 из эластичного материала, размеры которой соответствуют размерам заготовки. Крепление накладки к заготовке осуществляют с помощью клея, с помощью струбцин или иным известным способом. Края заготовки 1 и накладки 2 закрепляют в зажимах 3 обтяжного пресса (не показан). Заготовку подвергают обтяжке по пуансону 4. В результате использования накладки переменной толщины усилие обтяжки N распределяется неравномерно вдоль образующей зат готовки, компенсируя действие сил трения между заготовкой и пуансоном. Это обеспе.чивает равномерное распределение дефор-, маций вдоль образующей, обеспечивая получение равнотолщинных деталей и увеличение коэффициента обтяжки за счет дополнительного деформирования средних частей заготовки. После деформирования накладку удаляют и- производят необходимую обрезку полученной детали. Способ опробывают при обтяж;ке заготовок из АМцМ л. 1.0. Используют накладки из резины марки 3826 с толщиной в середине заготовки 3 мм, по краям 9 мм. Накладки наклеивают на заготовку перед деформированием. В результате обтяжки получают практически равнотолщинные детали и достигают . 1,22. Экономический эффект при использовании изобретения, обеспечивается за счет уменьшения количества переходов и снижения веса деталей.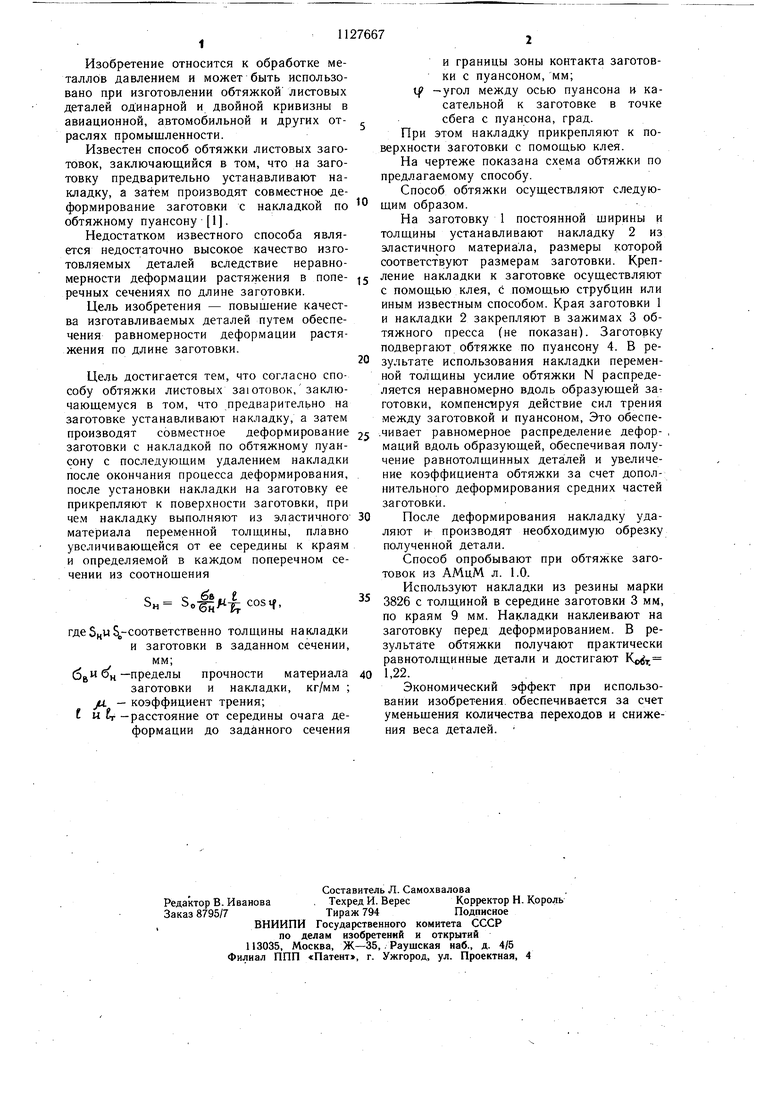
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 2004 |
|
RU2272690C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ДЕТАЛЕЙ ДВОЙНОЙ КРИВИЗНЫ | 2004 |
|
RU2275266C2 |
| Способ формообразования деталей обтяжкой по пуансону | 2016 |
|
RU2663016C2 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ДЛИННОМЕРНЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ, ИМЕЮЩИХ ДВОЯКОВЫПУКЛУЮ ПОЛОГУЮ ФОРМУ | 2022 |
|
RU2799365C1 |
| СПОСОБ ФОРМООБРАЗОВАНИЯ ОБТЯЖКОЙ ТОНКОЛИСТОВЫХ ДЕТАЛЕЙ ОБОЛОЧЕК ДВОЙНОЙ КРИВИЗНЫ ДВОЯКОВЫПУКЛОЙ ФОРМЫ | 2014 |
|
RU2573859C2 |
| СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК | 1992 |
|
RU2057607C1 |
| Способ автоматизированного формообразования оболочки переменной кривизны обтяжкой листовой заготовки | 2024 |
|
RU2838191C1 |
| Способ изготовления деталей двойной кривизны и обтяжной пресс для его осуществления | 1989 |
|
SU1690901A1 |
| СПОСОБ ОБТЯЖКИ ДЛИННОМЕРНЫХ ОБШИВОК ЗНАКОПЕРЕМЕННОЙ КРИВИЗНЫ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1996 |
|
RU2123403C1 |
| Способ построения рабочей поверхности оснастки для обтяжки | 1987 |
|
SU1509153A1 |
1. СПОСОБ ОБТЯЖКИ ЛИСТОВЫХ ЗАГОТОВОК, заключающийся в том, что предварительно на заготовке устанавливают накладку, а затем производят совместное деформирование заготовки с накладкой по обтяжному пуансону с последующим удалением накладки после окончания процесса деформирования, отличающийся тем, что, с целью повышения качества изготавливаемых деталей путем обеспечения равномерности деформации растяжения по длине заготовки, после установки накладки на заготовке ее прикрепляют к поверхности заготовки, причем накладку выполняют из эластичного .материа.ча ne|ieMeiiii()H то.инииы плавно увеличивающейся от ее ccpe. к краям и определяемой в каждом noricpi iiio-M сечении из соотнои1ения с бе SH , где Зци5о-тол цины накладки и заготовки в заданном сечении, мм; бв и BH - пределы прочности материала заготовки и накладки кг/мм ; JJ- - коэффициент трения; н, - расстояние от середины очага дефс тмации до заданного сечения и.границы зоны контакта заготов® ки с пуансоном, мм; If - угол между осью пуансона и касательной к заготовке в точке сбега с пуансона, град; 2. Способ обтяжки по п. 1, отличающий-, ся тем, что накладку прикрепляют к поверхности заготовки с помощью клея. ьо О5 О5 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Исследования и разработка процесса обтяжки обшивом двойной кривизны из высокопрочных нержавеющих сталей и титановых сплавов | |||
| Отчет НИАТ | |||
| Разборный с внутренней печью кипятильник | 1922 |
|
SU9A1 |
