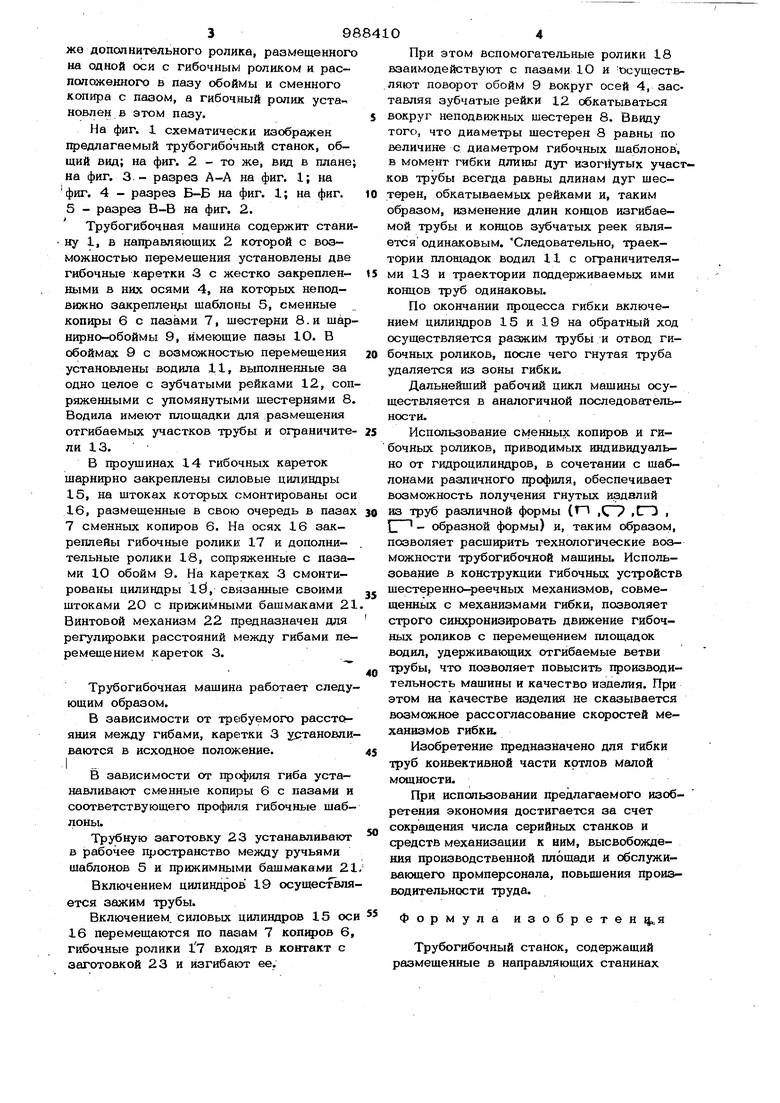
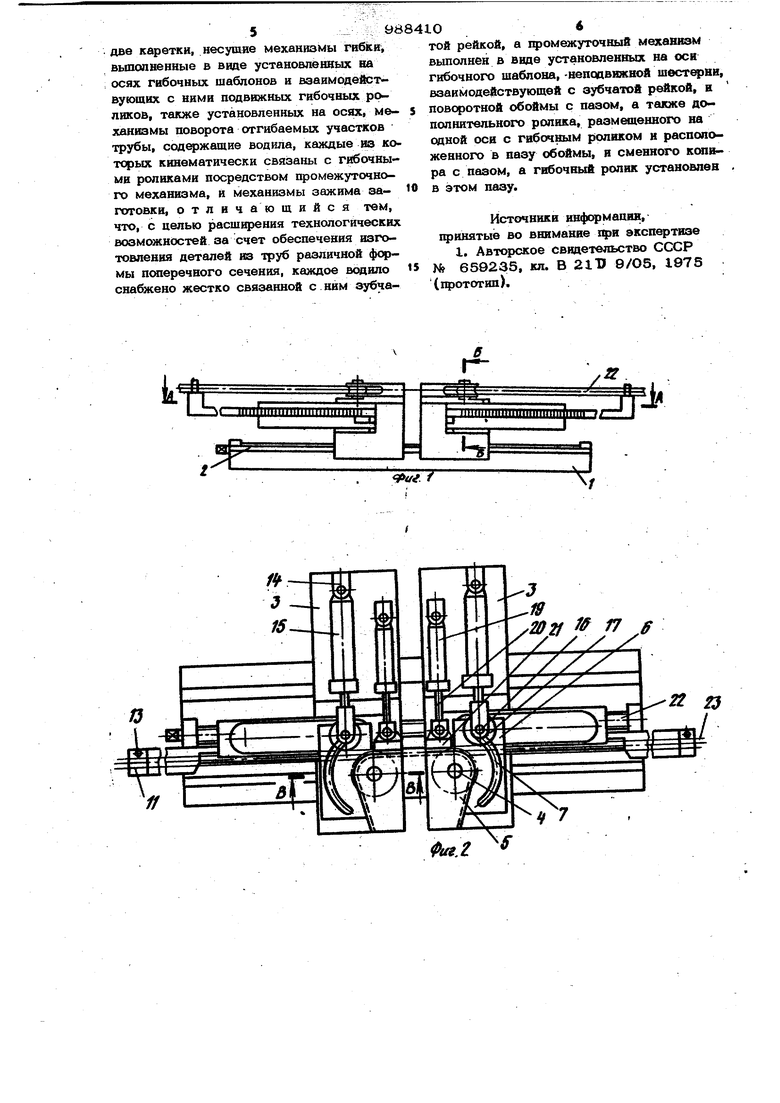
Изобретение относится к технологическому оборудованию для гибки труб В; холодном состоянии и может найти оря- мевение во многих отраслях машиностроения, в час-гностй в энергомашиностроени для изготовления трубных элементов теп: пообменой аппаратуры котлоагрегатов. Известен трубогибочный станок, содер жащий установленные в натравляющих ста нины две каретки, несущие механизмы гибки, выполненные в виде гибочных шаб лонов и взаимодействующих с ними гибочных роликов, установленных на осях механизма поворота отгибаемых участков трубы, содержащие водила, кинематически связанные с гибочными роликами, и механизмы зажима заготовки f 11. Недостатком известного станка является его ограниченные технологические возможности вследствие того, что прочные ролики совершают движение только по траектории, соответствующей дуге ок-ч ружности. Цель изо етения - расщщэение технологических возможностей за счет обеспечения изготовления деталей из труб различной формы поперечного сечения. Цель достигается тем, что в трубогибочном станке, сод жащем размещенные в На1фавляющих станины две каретки, несущие механизмы гибки, выпгжненные в вше установленвых на осях Г1 бочта 1х ша&« лонов и взавмодействуюпшх с ними тюдввжных гибочных рошкоь, также установленных на осях, механизмы поворота отгибаемых участков трубад, содержащие водила, каждое из которых кинематически связанй с гибочными рЬликами посредством промежуточного механизма, и механизмы зажима заготовки, каждое водвло снабжено жестко связанной с ним зубчатой рейкой, а тфомежуточный механизм выполнен в виде установленных на оси гибочного шаблона, неподвижной шестерни, взаимодействующей с зубчатой рейкой, и повсфотной обоймы с пазом, а также дополнительного ролика, размещенного на одной оси с гибочным роликом к расположенного в пазу обоймы и сменного копира с пазом, а гибочный ролик установлен в этом пазу. На фиг. 1 схематически изображен предлагаемый трубогибочный станок, общий вид; на фиг. 2 - то же, вид в плане на фиг. 3 - разрез А-А на фиг. 1; на фиг. 4 - разрез Б-Б на фиг. 1; на фиг. 5 - разрез В-В на фиг. 2. Трубогибочная машина содержит стани ну 1, в направляющих 2 которой с возможностью перемещения установлены две гибочные каретки 3 с жестко закрепленными в них осями 4, на которых неподвижно зaкpeплeн 5I шаблоны 5, сменные копиры 6 с пазами 7, шестерни 8. и шарнирно-обоймы 9, имеющие пазы 10. В обоймах 9 с возможностью перемещения установлены водила 11, выполненные за одно целое с зубчатыми рейками 12, соп ряженными с упомянутыми шестернями 8. Водила имеют площадки для размещения отгибаемых участков трубы и ограничите ли 13. В проушинах 14 гибочных кареток шарнирно закреплены силовые цилиндры 15,на штоках которых смонтированы оси 16,размещенные в свою очередь в пазах 7 сменных копиров 6. На осях 16 закреплейы гибочные ролики 17 и дополнительные ролики 18, сопряженные с пазами 1О обойм 9. На каретках 3 смонтированы цилиндры id, связанные своими штоками 2О с прижимными башмаками 21 Винтовой механизм 22 предназначен для регул1фовки расстояний между гибами перемещением кареток 3. Трубогибочная машина работает следу ющим образом. В зависимости от требуемого расстояния между гибами, каретки 3 установли ваются в исходное положение. В зависимости от прсх|)иля гиба устанавливают сменные копиры 6 с пазами и соответствующего профиля гибочные шаблоньиТрубную заготовку 23 устанавливают в рабочее пространство между ручьями шаблонов 5 и прижимными башмаками 21 Включением цилиндров 19 осуществля ется зажим трубы. Включением, силовых цилиндров 15 ос 16 перемещаются по пазам 7 коп1фов 6, гибочные ролики 17 входят в контакт с заготовкой 23 и изгибают ее. При этом вспомогательные ролики 18 взаимодействуют с пазами 1О и осуществляют поворот обойм 9 вокруг осей 4, заставляя зубчатые рейки 12 обкатываться вокруг неподвижных шестерен 8. Ввиду того, что диаметры шестерен 8 равны по величине с диаметром гибочных шаблонов, в момент гибки длины дуг изогйутых участков трубы всегда равны длинам дуг шестерен, обкатываемых рейками и, таким образом, изменение длин концов изгибаемой трубы и концов зубчатых реек является одинаковым. Следовательно, траектории площадок водил 11 с ограничителями 13 и траектории поддерживаемых ими концов труб одинаковы. По окончании процесса гибки включением цилиндров 15 и 19 на обратный ход осуществляется разжим трубы и отвод гибочных роликов, после чего гнутая труба удаляется из зоны гибки. Дальнейший рабочий цикл машины осуществляется в аналогичной последовательности. Использование сменных копиров и гибочных роликов, приводимых индивидуально от гидроцилиндров, в сочетании с шаблонами различного профиля, обеспечивает возможность получения гнутых издалий из труб различной формы (П , |СП , - образной формы) и, таким образом, позволяет расширить технологические возможности трубогибочной машиньь Использование в конструкции гибочных устройств шестеренно-реечных механизмов, совмещенных с механизмами гибки, позволяет строго синхронизировать движение гибочных роликов с перемещением площадок водил, удерживакнцих отгибаемые ветви трубы, что позволяет повысить производительность мащины и качество изделия. При этом на качестве изделия не сказывается возможное рассогласование скоростей механизмов гибки. Изобретение предназначено для гибки труб конвективной части котлов малой мощности. При использовании предлагаемого изобретения экономия достигается за счет сокращения числа серийных станков и средств механизации к ним, высвобождения производственной площади и обслуживающего промперсонала, повьш1ения производительности труда. Формула изобретен, я Трубогибочный станок, содержащий размещенные в направляющих станинах
две каретки, несушие механизмы гибки, выполненные в виде установленных на осях гвбочных шаблонов и вэаимодейст вуюших с ними подвижных гибочных роликов, также установленных на осях, механизмы поворота отгибаемых участков трубы, сод жашие водила, каждые к которых кинематически связаны с гибочными роликами посредством промежуточного механизма, и механизмы зажима заготовка, отличающийся тем, что, с целью расширения технологических возможностей за счет обеспечения изготовления деталей из труб различной п я1еречного сечения, каждое водило снабжено жестко связанной с ним зубчаТОЙ рейкой, а щ}омежуточный механизм вьшолнен в виде установленных на оси гибочного шаблона, -непоавижной шестерни, взаимодействующей с зубчатой рейкой, и поворотной обоймы с пазом, а также дополнительного ролика, размешенного на одной оси с гибочным ролвком и расположенного в пазу обоймы, и сменного копира с пазом, а гибочный ролик установлен в этом пазу.
Источники информапив, принятые во внимание оря экспертизе
1, Авторское свидетельство СССР № 659235, кл. В 211) 9/О5, 197S (прототип).
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления теплообменников и стан для его осуществления. Устройство для передачи длинномерных изделий на обработку. Трубогибочная машина | 1981 |
|
SU1011322A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ СЛОЖНОЙ ФОРМЫ ИЗ ДЛИННОМЕРНЫХ ТРУБНЫХ ПЛЕТЕЙ И ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 1990 |
|
RU2038886C1 |
| ТРУБОГИБОЧНАЯ УСТАНОВКА ДЛЯ ИЗГОТОВЛЕНИЯ ЗМЕЕВИКОВ | 1996 |
|
RU2101115C1 |
| Станок для гибки змеевиков | 1990 |
|
SU1726091A1 |
| Трубогибочный станок | 1975 |
|
SU659235A1 |
| Станок для изготовления змеевиков | 1981 |
|
SU997905A1 |
| Устройство для изготовления змеевиков | 1982 |
|
SU1160041A1 |
| ТРУБОГИБОЧНЫЙ СТАНОК | 1987 |
|
SU1429414A1 |
| Станок для гибки змеевиков | 1985 |
|
SU1333437A2 |
| Трубогибочный станок | 1976 |
|
SU662196A1 |
г
