Известны с.чедующие способы изготов.тения тонкостенных форм: свободное насыпание смеси на нагретую модель; вдувание смеси в зазор между модел зЮ и матрнцен; прессование резиновой диафрагмой.
Описываемы снособ отличается от известных тем, что, с целью создания возможности регулирования -степени уплотнения смеси и получении ТО.ЧНЫХ отливок с ЧИСТО ПОверхностью, а также экономии формовоч Из Х материалов и энергии ун.:1отнер ия, нри енено предварительное формирование формовочного слоя с последующим прессованиел обо.ючек под давлением.
Прессованиепредварительно
сформированного слоя позволяет по.тучить плотную оболочку, благодаря чему можно сократить ее толщину или уменьшить расход связующе добавки, а также обеспечить чистую поверхность отливок и точные размеры.
По предлагаемому способу лите шь е формы изготовляются с предварительным формированием тонкого земляного облицовочного (рабочего) слоя при помощи матрицы с последующим прессованием и выдавливанием излищка смеси.
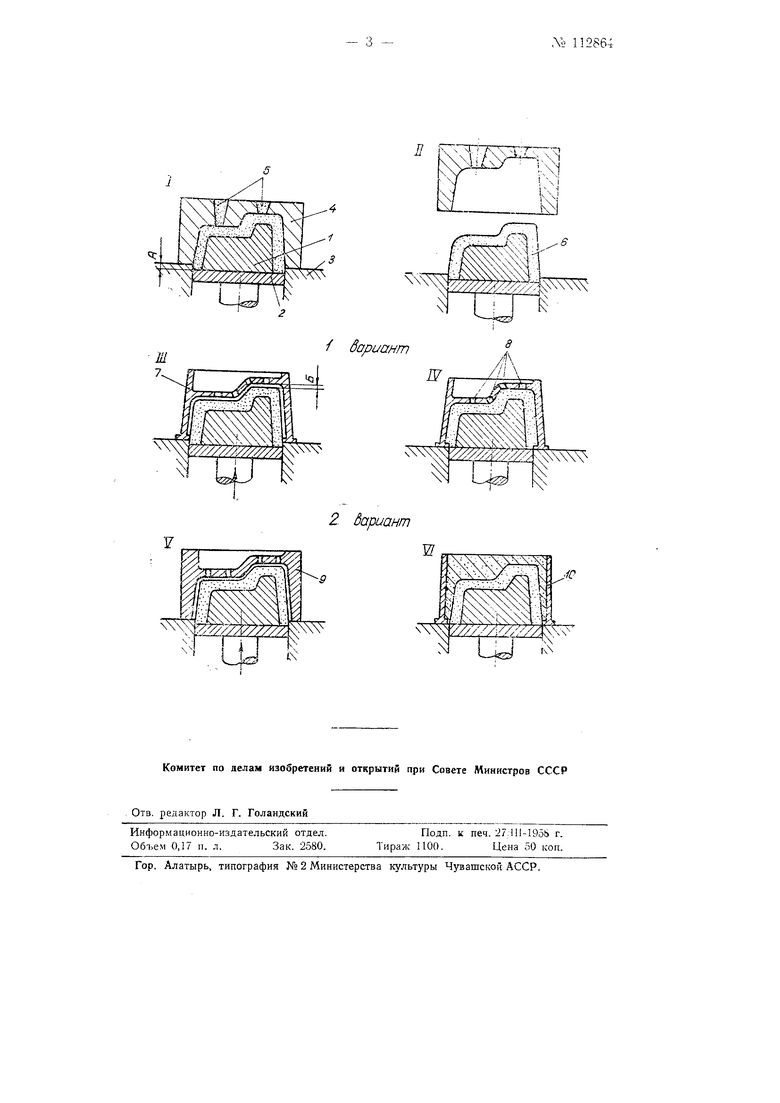
Па чертеже схемат мески показнн установка и про,ссс формовки.
Модел) / укреп. яется на подмоде. п.ште 2, кото|и1я в исход iO i позиции ниже нлоскоСТИ протяжно n. . ПЗ ВеЛИЧИну л положецце I. Матрица , снабженная вдувным oтвepcтl я и 5, присоед П еца к резервуару пескоД}ВИО Mai IHHIi.
Процесс формовк состоит 13 следую дих onepa U ii.
П е р в а я one ) а ц и я (положение I). Стол фОрМОВОЧНО N amHHbt
поднимается пр 1жимает протяжную плиту к матрице. Через вдувные отверстия формовочная смесь вдувается в пространство между матри 1е | и моделью.
Вторая опер а ц и я (положение II). Стол машины опускается, и на модели остается предварительныйформовочны 1 слой 6.
Последуюпше, третья и четвертая операции могут выполняться в двух вар 1антах:
1-й вариант
Третья операция (положежепие III) на предварительный формовочный слой опускается глухая опека 7 с отверстиями. Для того, чтобы при этом не П)ОИЗОШ,:10
разрушения формовочного слоя, между отверстиял и к опокой предусмотрен зазор Б.
Ч е т р, е р т а я о и е |} а п и я (положение IV). Опока нрюкп.мается к )се, л затем иод.модельная плита с лгоделыо поднимается nopnuieM (юрмовочпо мап1ины па ве.шчнпу .4 до совпадения п.тоскоCTcii 11одмоде,П)Пой и протяжной плит. IIpi; ато.м выбирается зазор Б, нронсходит прессованпс и окончате.Т1,ное формиро;зание 4ормовочпого с.. Из.1ИП1ек смеси выдав.тнваетс.ч через отверстия в полость СПОКИ. Формх отде.пяют от .моде.чи, собирают и за.тнвают. как обычно. Газы, образуюнитеся при за.чнвке, уда.чяются через отверстия 8.
2-й вариант.
Т ) е т ь я о и е ) а н и я (ио.южеппе ). Ма предварн е,л1)Н)П-г формовочпыГг c.noii онускается вторая raтpи,a 9, прикрсп.тенпая к т)аверсе пресса и отличаюихаяся от опокн отсутствием внутре1п-1его борта по разьему. Затем и)оизводится нижнее проссоваине, как описано выгпе (ем. 1-н вариант четвертую операнию). Да.чее стол опускаетея, и моде.ть в.мссте е формовочным слоем вынимается из матрипы. При достаточной прочности формовочпоIo с.юя обо.чочка может снята с Л1о;и чи и в таком виде использована .1,.1я сборки и за.чивки. При :мало1 | прочности ()ормовочного слоя
ооолочка е .моде.чп не сни.мается, а выно.л1 яется четвертая оне)апия.
Ч е т в е р тая one р а н и я (положение VI). На протяжную плиту ставится обычная опока 10. в свободный объем которой засынается нано.тните.тьпая смесь, уп.ютняемая ве 1хним прессованием.
1-й вариант рассчитан па массовое производство при ограпичеппой номепк.патуре, когда не, есообразпсе нрил.епепие спепна.чьиых оиок д,1я ка -:дой модели.
2-й варпапт расечитаи па oipannчениьн вьуиуск. когда )авдано нримепеине спен.иалпзированпых матриц, но ;ie.iecoo6pa3no применение укиверса.пмгых опок.
Путем н|)нменения епениал.)1х cMeeeii отверж; ение формовочно Ч) с.юя может совмен1;аться с операпнями уп.ютнепия.
По описапиому способ} можпо по.;учит1 С1)1рьс н сухие (|).
П 1 е д мет и з о б р е т е н и я
Способ форлюск; тоикостенных .литейных (юрм, о т .л и ч а ю п( и йе я тем. что, с целью получения регу.л и руемой етеиен и у ;т.л от не ния формовочной смеси, эконо.мии матерна.юв и но.лучения точных от.ливок с HHCToii новерхиостью, нроизводят предварительноеформирование
формовочного с.лоя, окоичате.льно уп.лотияемого ирессование:а емееи между моде.лыо и г.лухой оноко; и/1 и матрицей.
/ вариант
2 дариант

| название | год | авторы | номер документа |
|---|---|---|---|
| Карусельная машина для изготовления литейных форм | 1955 |
|
SU116219A1 |
| Способ изготовления облицованных кокилей и устройство для его осуществления | 1977 |
|
SU753530A1 |
| ПАТЕНТНО- 1ft | 1970 |
|
SU265380A1 |
| Формовочная машина для изготовления литейных форм объемным прессованием | 1977 |
|
SU933188A1 |
| Формовочная прессовая машина для изготовления литейных форм | 1978 |
|
SU891207A1 |
| Устройство для протяжки модели | 1972 |
|
SU441092A1 |
| Формовочная машина | 1975 |
|
SU569371A1 |
| Машина для изготовления безопочных литейных форм | 1982 |
|
SU1060297A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
| Способ изготовления литейных форм | 1980 |
|
SU908483A1 |