,1
Известные способы изготовления литейных форм прессованием с применением модели, модельной н протяжной ллит не дают нужного уплотнения смеси в узких промежутках между соседними моделями илн в углублениях самой модели. Слабое уплотнение обусловливается боковым давлением и трением смеси о стенкн модели. При прессовании колодкой (верхнее прессованне) трение препятствует продвижению смеси в узких про.межутках. При прессовании моделью (нижнее прессование) из-за сил трения смесь в узких промежутках перемещается вместе с моделью и в нужной степени не уплотняется.
Чтобы получить заданное уплотнение смеси .между соседннми моделями, в углублениях моделей, а также между моделями и стенка.ми опоки, необходимо преодолеть трение н принуди7ельно обеспечить перемещение смеси относительно модели. С этой целью, в отличие от обычного приема нижнего прессования (когда плита вдавливается ъ формовочную смесь вмеcie с закрепленными на ней моделями), предлагается отдельные элементы .модельной оснастки передвигать последовательно.
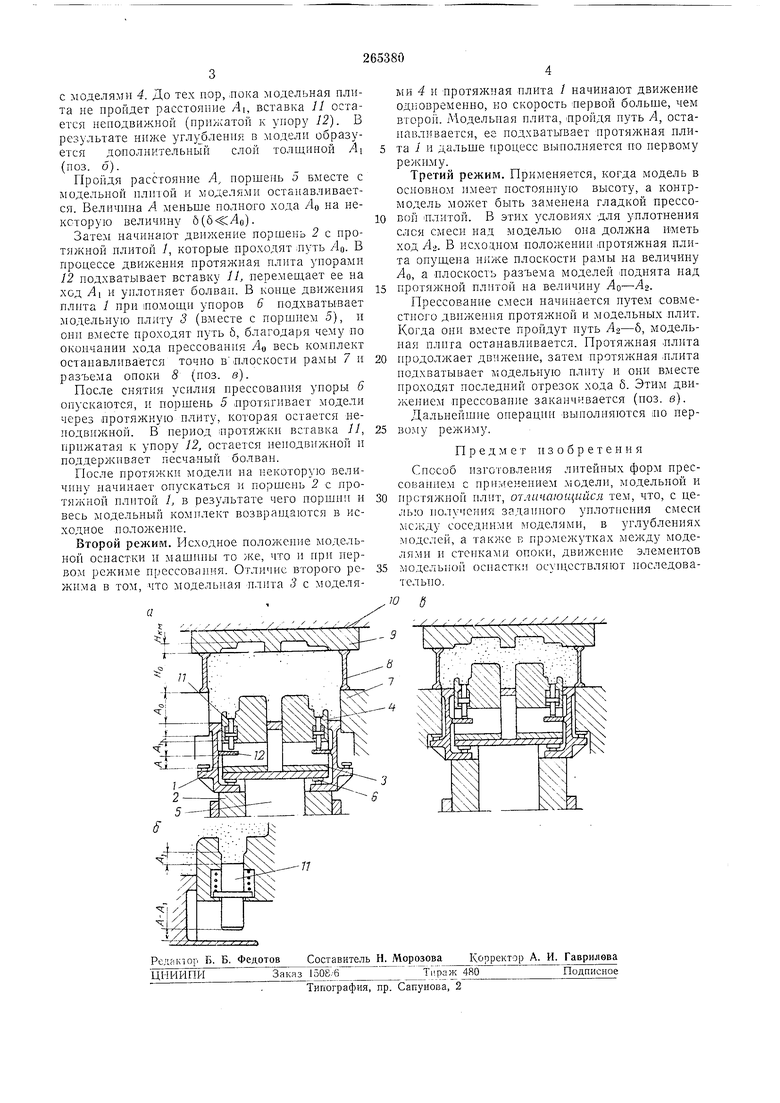
На чертеже атредставлено устройство для последовательного прессования.
мыми по высоте упорами, раму 7 машины, опоку 8, контр.модель 9, траверсу 10 машины, вставку // и упор 12.
Последовательное прессование может осущес-1вляться при тре.х режимах движения модельной плиты с моделями, подвижной вставки н протяжной плиты. Первый и второй режимы предполагагот применение фасонной прессовой плиты - контрмодели, третий режи.м предусматривает возможность применения гладкой прессовой плиты (вместо контрмодели).
Первый режим. В «сходном положении модельная оснастка-показана на чертеже (поз.а). Протяжная плита / укреплена на порщне 2, а модельная плита 3 с .моделями 4 - на поршне 5. Одновременно модельная нлита 3 онирается на гидравлические штоки с регулируемыми ло высоте упорами 6. Весь комплект опушен в раме 7 формовочной машины на величину хода АО. В этом положении на раму 7 ставят опоку 8 и засынают в нее смесь. Контрмодель 9 в зависимости от конфигурации .моделей имеет разные по высоте выемки Н ыКонтр.модель крепится к траверсе 10 машины. Вставка 11, предназначенная для уплотнения болвана, на.ходится в крайнем верхне.м положении и прижимается (например, ) к упору 12.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для двухстороннего прессования литейных форм | 1978 |
|
SU789204A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ И УСТРОЙСТВО ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2472600C1 |
| Устройство для двухстороннего прессования литейных форм | 1987 |
|
SU1470426A1 |
| СПОСОБ ДВУСТОРОННЕГО УПЛОТНЕНИЯ ФОРМ | 1992 |
|
RU2017563C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ЛИТЕЙНЫХ ФОРМ ПРЕССОВАНИЕМ | 2002 |
|
RU2220811C1 |
| Способ изготовления литейных форм | 1980 |
|
SU910317A1 |
| Формовочная машина | 1991 |
|
SU1822360A3 |
| Машина для изготовления литейных форм | 1979 |
|
SU864661A1 |
| Способ изготовления литейных форм прессованием | 1982 |
|
SU1161227A1 |
| Способ изготовления литейных форм | 1978 |
|
SU1234039A1 |
