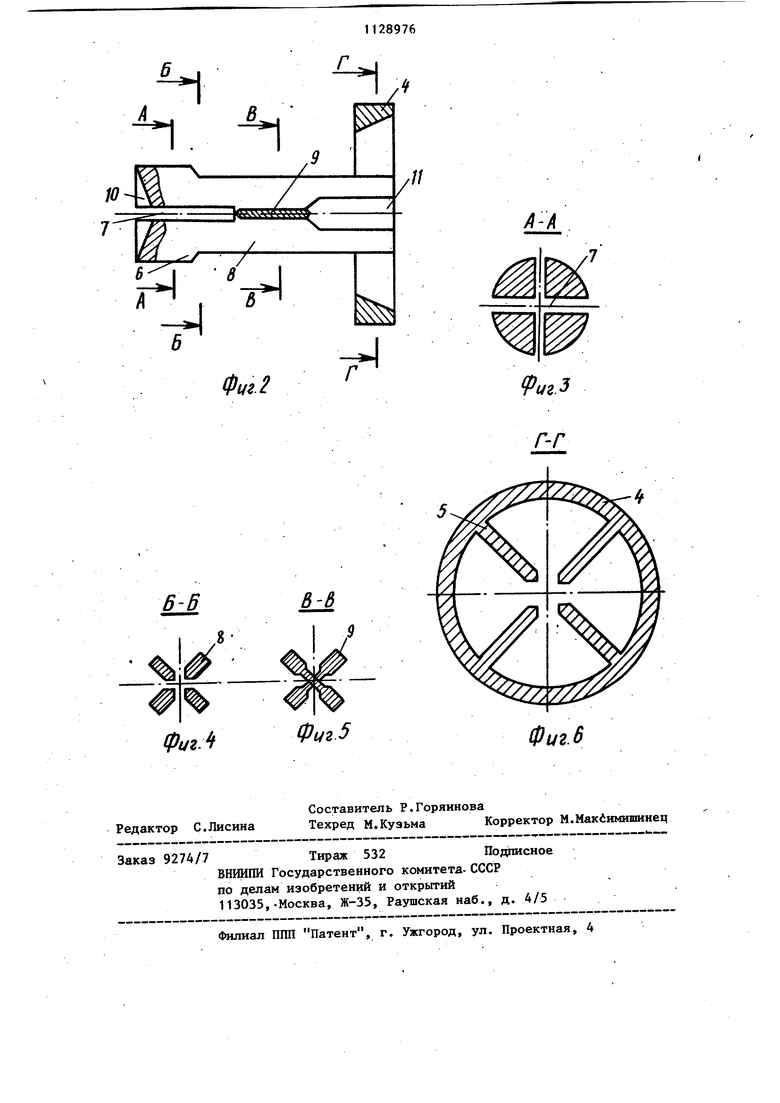
Изобретение относится к экструдированию изделий через профилированные щели и может быть исполвзова но в химической и нефтехимической п мышленностях при изготовлении катализаторов в форме цилиндров с рад альными перегородками. Известна экструзионная головка, содержащая корпус, установленные в нем мундштук и дорн, имеющий опорное кольцо с радиальными ребрами и вьтолненный. в вьпсодной его части в виде цилиндрического стержняГ1 . Известная экструзионная головка предназначена для получения кольцевых гранул. Однако даже при наличии нескольких насадок она не обеспечивает получение качественных тонкостенных жгутов из-за неравномерной подачи прессуемой массы по всему сечению формующих щелей, что приводит к неравномерной плотности материала по сечению изде лия и, следовательно, к короблению искривлению последнего н лучшем слу чае и к забивке отдельных участков щелей в .худшем случае. Кроме того, конструкция дорна при наличии неско ких насадок не имеет достаточной жесткости, что приводит в процессе работы к смещению насадок относител но мундштука, изменению формы экстр дируемого жгута и. увеличению его искривления. Цель изобретения - получение качественных тонкостенных жгутов с радиальными перегородками. Указанная цель достигается тем, что в экструзионной половке, содерж щей корпус, установленные в нем мун штук и дорн, имеющий опорное кольцо с радиальными ребрами и выполненный в выходной его части в виде цилиндрического стержня, в котором вы полнены радиальные продольные проре зи, стержень соединен с опорным кольцом посредством радиальных ребер, соединенных между собой не на всю длину перемычками, а на конце стержня вьшолнена фаска. На фиг. 1 сх,ематически показана предлагаемая экструзионная головка разрез; на фиг.2 - дорн, разрез; на фиг.З - разрез А-А на фиг.2; на фиг.4 - разрез Б-Б на фиг.2; на фиг.З - разрез В-В на фиг.2; на фиг.6 - разрез Г-Г на фиг. 2. Экструзионная головка состоит из корпуса 1, мундштука 2 и дорна 3. Дорн 3 выполнен из единой детали и включает в себя следующие элементы: опорное кольцо 4 с радиальными ребрами 5, цилиндрический стержень 6 с радиальньми продольными прорезями 7, соединённый радиальными ребрами 8 с опорным кольцом 4, перемычки 9, соединяющие не на всю длину радиальные ребра 8. На конце Стержня 6 выполнена фаска 10. Ребра 5 опорного кольца 4 не соединены между собой до перемычек 9 и в центре образуют канал 11. При вращении экструдёра (не показан) из корпуса 1 экструзионной головки пластичная мабса проходит через радиально расположенные ребра 5 опорного кольца 4 и движется в каналах,, образованных радиальными перегородкгми 8 и поверхностью мундштука к прорезям 7. В прорезях разъединенная до этого радиальными перегородками и перемычками движущаяся масса под воздействием конусности мундштука соединяется в центре перемычками и продолжает движение и к концу прорезей в круглом стерж,не 6 и к каналу, образованному между стержнем и мундштуком. При прохождении зоны расположения стержня с прорезями масса формируется в цилиндрический жгут с радильншми перегородками. Наличие фаски 10 на конце стержня 6 дает возможность создавать равномерное сопротивление по .всему сечению канала движущейся массе, что исключает искривление жгута. Канал 11 уменьшает сопротивление движущейся массе в центре мундштука и способствует ее равномерному движению по всему сечению. Перемычки 9 придают конструкции мундштука жесткость, что исключает центровки его относительно мундштука. Наличие отличительных элементов в экструзионной головке позволяет создавать тонкостенные с толщиной стенки до 2 мм цилиндрических с радиальными перегородками жгуты, из которых возможно получать высокоэффективные катализаторы,для химической и нефтехимической промышленностей.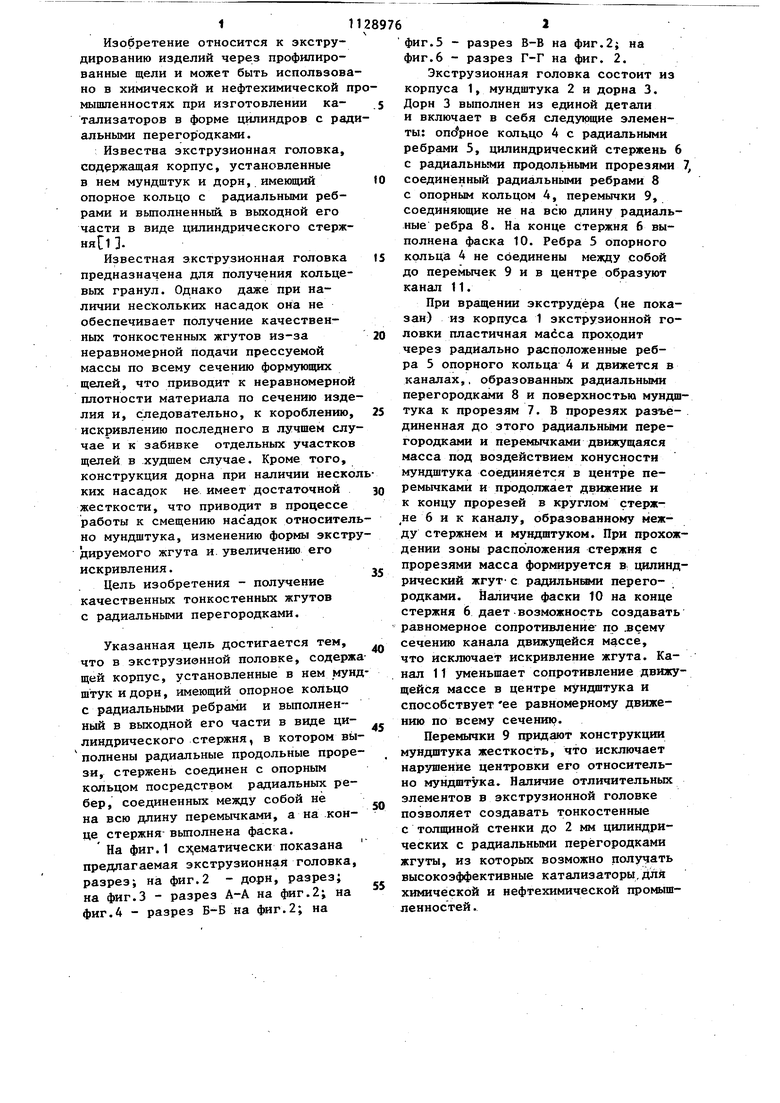
ЭКСТРУЗИОННАЯ ГОЛОВКА, содержшцая корпус, установленные в нем мундштук и дорн, имекяций опорное кольцо с радиальными ребрами и выполненный в выходной его части в виде цилиндрического стерясня, от л ич а ю щ а я с я тем, что, с ц1елью получения качественных тонкостенных жгутов с радиальньв1Ш перегородками, в цилиндрическом стержне выполнены радиальные продольные прорези стержень соединен с опорным кольцом по.среде твом радиальных ребер j соединенных между собой не иа всю длину пере мь чками, а на конце стержня выполнена фаска. 00 CD Од
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ обработки медных солей нафтеновых кислот | 1923 |
|
SU30A1 |
| . | |||
