tC
CD
О
и Изобретение относится к машиностроению, в частности к технологии зачистки заусенцев, острых кромок, облоя и прочих ненужных выступов с изделий,, получаемых механической обработкой, литьем. Известен способ удаления заусенцев о изделий с использованием колпака, в котором между колпаком и из делием прокладывают легкоплавкую пленку, а размещают так, что оно служит дном колпака. В колпак подают сжатую .газовую смесь и воспламеняют ее. Раскаленные продук ты сгорания прорывают пленку и обте кают изделие,, выжигая заусенцы р /J. Недостатками этого способа являются низкая эффективность, при удале нии заусенцев в углублениях, несквозных отверстиях и других участках изделий, которые не обтекаются раскаленным газом, а также одноразовость примен ения пленки и плавление, ее с образованием на изделии трудноудалимого налета. Наиболее близким к изобретению являет.ся способ термического удаления заусенцев с изделий, при которо I изделие помещают в камеру, заполняю каиеру горючей смесью и воспламеняю смесь для удаления заусенцев |;2j. Недостатками такого способа явля ются значительный нагрев изделия, зачастую приводящими к короблению тонкостенных изделий окисление по.верхности изделия и образование на ней налета осевших продуктов сгорания заусенцев,,а также необходимост рхлатеденйя камеры водой. Цель изобретения - повышение ка.чества путем снижения окисления и коробления изделий. Указанная цепь достигается тем, что огласно способу, при котором изделие помещают в камеру, заполняю камеру горючей смесью и воспламеняю смесь для удаления заусенцев, через 10 с после воспламенения сме си из камеры выпускают продукты сго рания смеси за . Способ осуществляют следующим образом. В камеру помещают обрабатываемое изделие и заполняют камеру горючей смесью. Затем горючую смесь воспламеняют ез 10 - 10 с обработку прерыва 422 ют и осуществляют выпуск смеси из камеры за Ю.- , Проведенные эксперименты показьюают, что заусенцы различных металлов и сплавов толщиной 0,011 мм обычно встречающиеся в машиностроении, удаляются раскаленным газом за 10 с. Если время воздействия раскаленным газом меньше 10, то заусенцы полностью не удаляются. Если же это время превьш1ает 10 с, то происходят бесполезный нагрев изделия и камеры, а также связанные с этим нагревом коробление и окисление изделия в условиях, когда заусенв уже удалены. Чтобы уменьшить бесполезный нагрев изделия и оседаиие на нем окислов и брызг от сгоревших заусенцев, нёобходимо, ПО-ВОЗМ0ЖНОСТИ, быстрее выпустить продукты сгорания из камеры. Если это время превышает , то налет окислов и брызг, оседающий на изделий, з-начительный. При уменьшении времени выпуска нйлет ослабевает, но так как скорость истечения продуктов сгорания ограничена, то выпустить их из камеоы быстрее, чем за время порядка 10 с, практически невозможно. Для осуществления предлагаемого способа через регулируемый в пределах 10 с промежуток времени после воспламенения газовой смеси происходит разгерметизация камеры, и продукты сгорания выпускаются из камеры за время менее 10 с. Пример, В разъемную стальную камеру внутренним диаметром 100 мм и длиной 350 мм, закрьшающуюся резиновой пробкой диаметром 20 мм, помещают одну или несколько деталей с заусенцами. Сна рзгжи камеры расположена на роликах контактирующая с пробкой инерционная преграда. Камеру наполняют горючей смесью кислорода с водородом в отношении 1:2 до давления 30 атм для стальных деталей и 15 атм для алюми1шевых. Смесь воспламеняют от искровой свечи. Результаты обработки, сведены в таблицы. В т.абл, 1 представлена зависимость качества удаления заусенцев на стальных деталях от времени задержки выпуска продуктов сгорания из камрры при начальном давлении 30 атм и диаметр-е отверстия в крышке 20 мм.
31
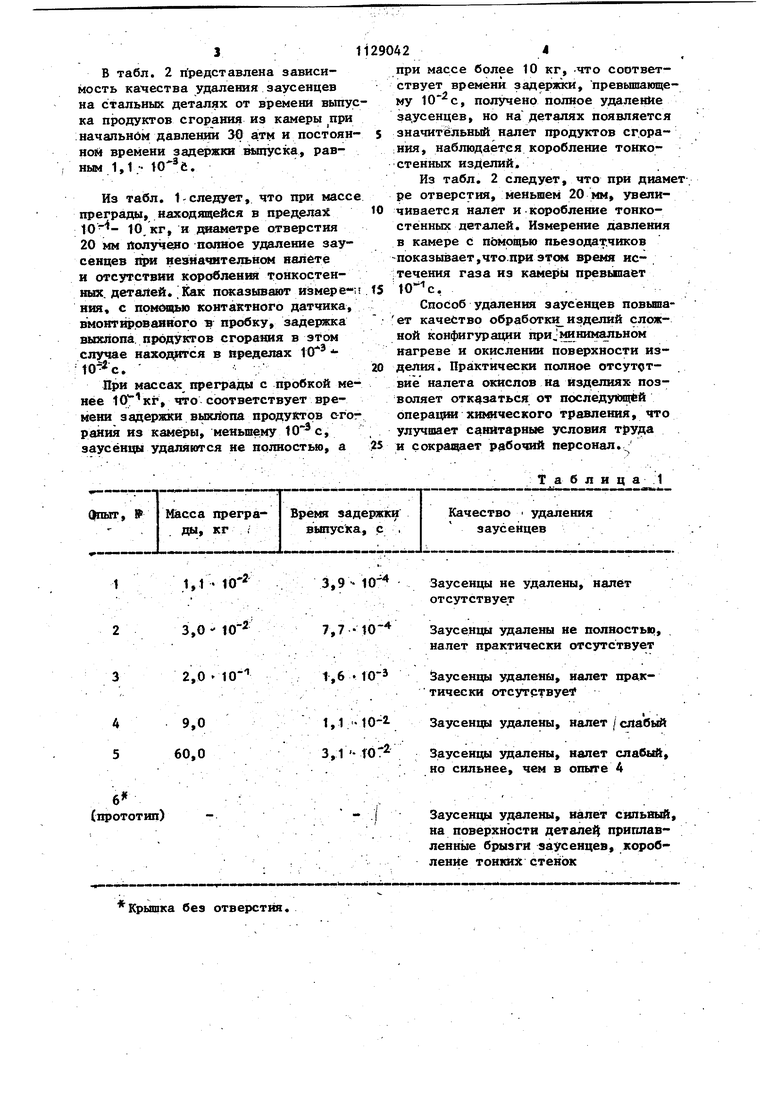
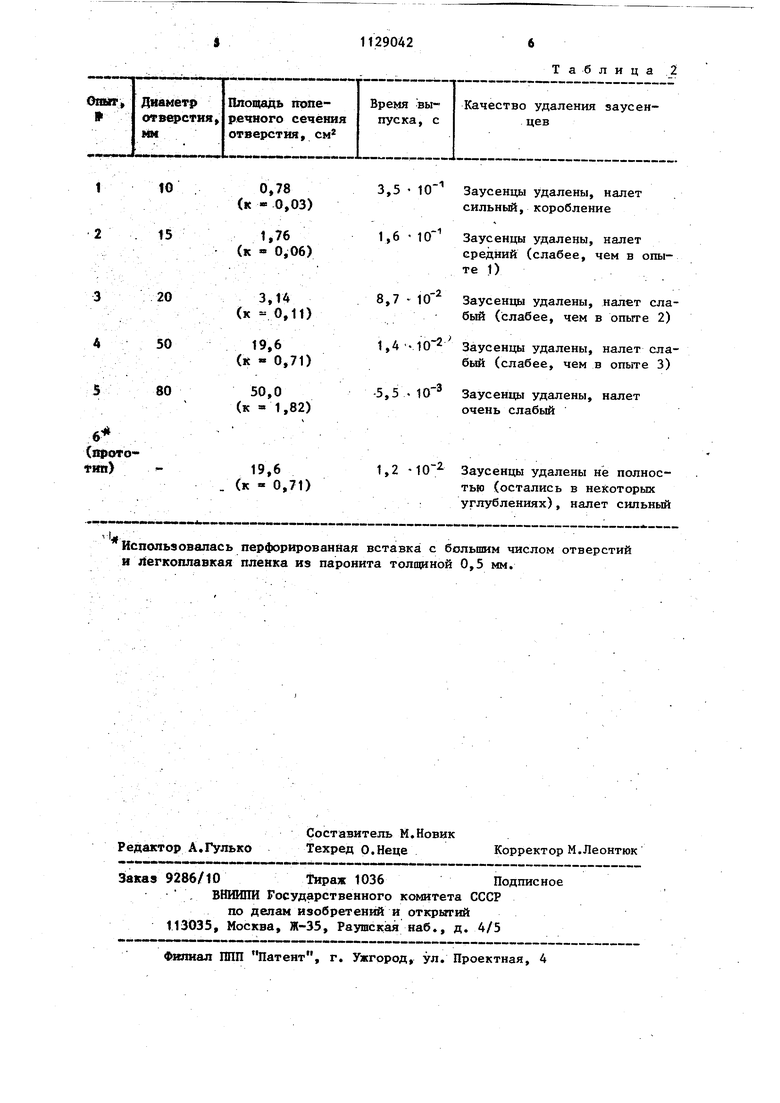
в табл. 2 представлена зависимость качества удаления заусенцев на бтальных деталях от времени вьтус ка продуктов сгорания из камеры при :начальном давлении 30 атм и постоянHoti времени задержки выпуска, рав10 е. ным 1,1
Из табл. 1-следует, что при массе преграды, находящейся в пределах 10 кг, и диаметре отверстия 20 мм Получено полное удаление заусенцев и незна«штельн(1 налете и отсутствии коробления тонкостенных, деталей..Как показывают измере-и иия, с пом(|ью контактного датчика, вмоитиррваиного в пробку, задержка выхлопа, продуктов сгорания в этом случае наход ся в пределах 10 с.
При массах преграды с пробкой менее , что соответствует времени задержки продуктов сгог рания из камеры, меньше.му 10 с, заусенцы удаляются не полностью, а
290424
при марсе более 10 кг, .что соответствует времени задержки, превьппающему , получено полное удаление заусенцев, но на деталях появляется
5 значительный налет продуктов сг.ора:Ния, наблюдается коробление тонкостенных изделий.
Из табл. 2 следует, что при диамет ре отверстия, меньшем 20мм, увели10 чивается налет и-коробление тонкостенных деталей. Измерение давления в камере с помощью пьезодатчиков -показывает,что.призтом время истечения газа из камеры превышает
tS ,
Способ удаления заусенцев пов1лпа ет качество обработки изделий сложной Конфигурации при,минимальном нагреве и окислении поверхности из20 делия. Практически полное отсутствие налета окислов на изделиях- позволяет отказаться от последующей операцю хиьшческого травления, что улучшает санитарные условия труда 5 и сокращает персонал..
Т а б л и ц а 1
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ термического удаления заусенцев с изделий | 1989 |
|
SU1660880A1 |
| Установка для термического удаления заусенцев | 1988 |
|
SU1636455A1 |
| Способ термического удаления заусенцев | 1986 |
|
SU1428538A1 |
| Способ термического удаления заусенцев | 1986 |
|
SU1442343A1 |
| Способ удаления заусенцев с изделий | 1990 |
|
SU1712087A1 |
| Способ термического удаления заусенцев с изделий | 1990 |
|
SU1727960A1 |
| Способ термического удаления облоя и заусенцев с изделий из алюминиевых сплавов | 1987 |
|
SU1586867A1 |
| СПОСОБ ТЕРМИЧЕСКОГО УДАЛЕНИЯ ЗАУСЕНЦЕВ С ДЕТАЛЕЙ | 1992 |
|
RU2024377C1 |
| Устройство для термического удаления заусенцев длинномерных изделий | 1990 |
|
SU1788035A1 |
| Устройство для термического удаления заусенцев | 1989 |
|
SU1655679A2 |
СПОСОБ ТЕРМИЧЕСКОГО УДАПЕ-НИЯ ЗАУСЕНЦЕВ С ИЗДЕЛИЙ, при котором .изделие помещают в камеру, заполняют камеру горючей смесью и воспламеняют смесь для удаления 8а.усенцев, .о т лйчающийся тем, что, с целью повышения качества путем снижения окисления и коробления изделий, через 10 с после воспламенения смеси И9 камеры выпускают продукты сгорания смеси за 10 с.
Крышка без отверстия.
на поверхности детале приплавленные брызги заусенцев, крроб ление тонких стенок u. . Использовалась и Легкоплавкая
Таблица 2 перфорированная вставка с большим числом отверстий пленка из паронита толщиной 0,5 мм. .
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Способ удаления заусенцев с изделий | 1977 |
|
SU627936A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Патент США № 3475229, кл | |||
| Раздвижной паровозный золотник с подвижными по его скалке поршнями между упорными шайбами | 1922 |
|
SU148A1 |
