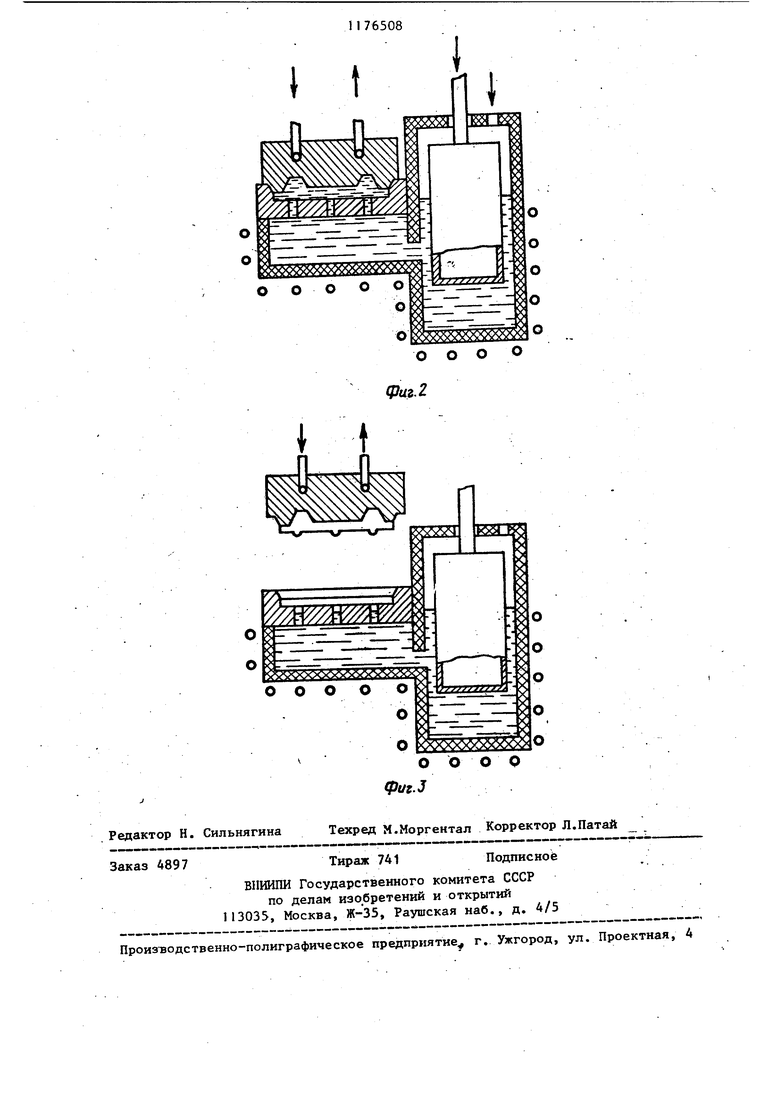
Изобретение относится к литейному производству и может быть использовано при получений отливок с несколь кими металлоемкими узлами, Известен способ литья под низким давлением, включающий заполнение формы расплавом через металлопровод и кристаллизацию отливки под избыточ ным давлением. Недостатком этого способа янляе.тся образование окисных плен на стенках металлопровода и перемешивание ванны расплава в тигле, вызванное сливом металла после сброса давления Наиболее близким к изобретений по технической сущности и достигаемому результату является способ литья под низким давлением, включакнций заполнение формы расплавом под действием избыточного газового давления вьщержку под давлением при кристалли зации удаление отливки, в котором дл повьшения чистоты металла уровень ра плава в металлопроводе поддерживаетс вьппе уровня ванны расплава в печи пу тем создания в последней определенно го избыточного давления. Однако использование данного способа литья дпя получения сложных фасонных отливок с несколькими металло емкими, узлами требует установки нескольких метаплопроводов и дополнительных мероприятий по .организации направленного затвердевания от периферии отливки к металлопроводам, что приводит к резкому сшжению BW хода годного и усложнению технологического процесса литья. Целью изобретения является повышение выхода годного и качества фасонных литых изделий. Поставленная цель достигается тем, что в известном.способе литья под низким давлением, включающем заполнение формы расплавом под действи ем избыточного газового давления, вьщержку под давлением при кристалли зации, удаление отливки, уровень рас плава в тигле поддерживают в постоян ном контакте с нижней частью формы. Поскопьку в процессе данного способа литья поверхность нижней части формы не оголяется и ванна расплава не перемешивается, устраняются причины образования в расплаве окисных плен. В результате постоянного контакта нижней части формы с расплавом её температура превьшае,т температуру верхней охлаждаемой .части формы, затвердевание отливки осуществляется направленно от верхней попуформы к нижней, в рассредоточенных литниковых каналах, выполненных в нижней полуформе, металл затвердевает в последнюю очередь, поэтому на весь период кристаллизации отливки обеспечиваются хорошие условия питания при отсутствии прибыпей и независимо от количества массивных узлов. На фиг. 1 показана форма для литья под низким давлением в исходном положении; на фиг. 2 - то же, при заполнении формы расплавом; на фиг. 3 - то же, во время извлечения отливки. Пример . Проводилась заливка детали опоры из сплава АЛ-2. В исходном положении (фиг. 1) расплав в тигле 1 подогрет до температуры 750°С.«Литейная форма, состоящая из нижней полуформы 2 иверхней охлаждаемой папуформы 3, собрана. Тело 4 погружено в расплав и нахо датся в положении, обеспечивающем контактирование расплава с нижней попуформой 2. Заполнение литейной формы расплавом производилось под действием избыточного газового давления (фиг. 2). Величина избыточного газового давления составляла .. 0,35 кгс/см Длительность заливки и кристаллизация - 60 с. В период кристаллизации тело 4 погружали в расплав на глубину, при которой уровень расплава возвращался в исходное положение. После затвердевания отливки верхнкяо полуформу поднимали 8верх и толкателями удаляли отливку (фиг.З). Использование предлагаемого способа литья под низким давлением позволяет за счет улучшения условий питания устранить усадочные дефекты в металлоемких узлах отливки и на 2030% повьюить механические свойства, при этом выход годного достигает 90-95%.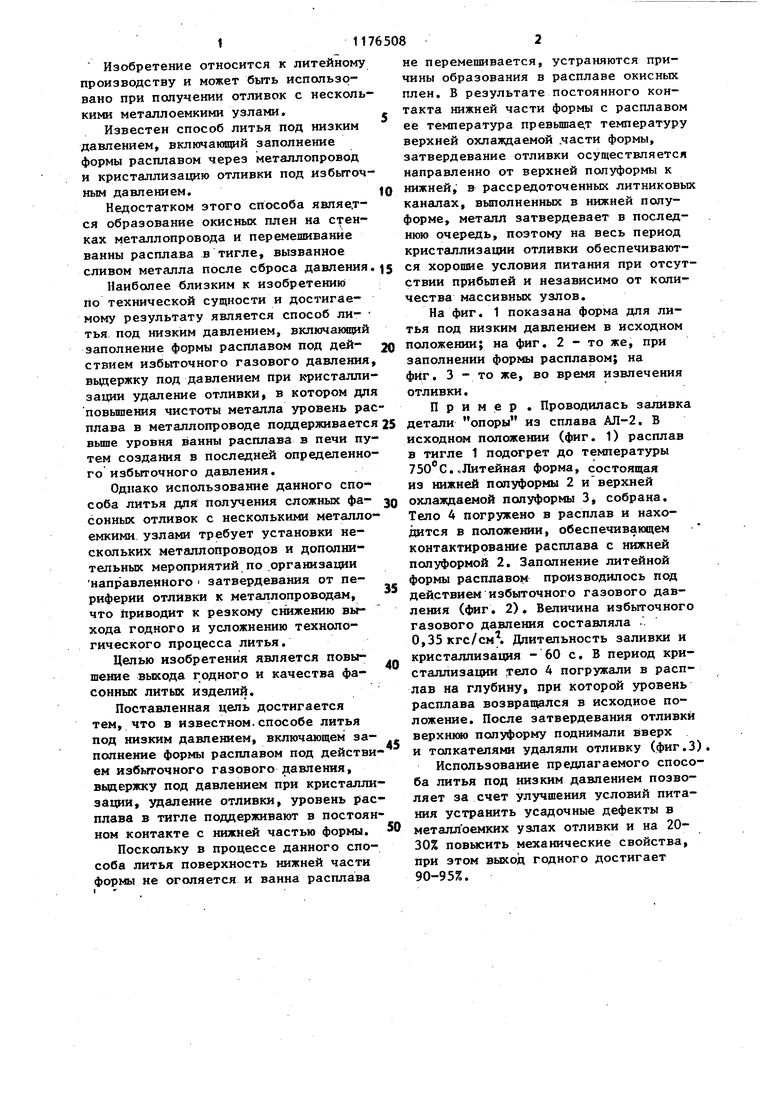
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ литья под низким давлением вфОРМы C гОРизОНТАльНыМ РАз'ЕМОМ | 1979 |
|
SU831314A1 |
| СПОСОБ ПОЛУЧЕНИЯ ОТЛИВОК РАСЛИТ-ПРОЦЕССОМ | 1992 |
|
RU2015830C1 |
| Способ литья под газовым давлением | 1983 |
|
SU1118475A1 |
| СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ В МЕТАЛЛИЧЕСКУЮ ЛИТЕЙНУЮ ФОРМУ | 2024 |
|
RU2830088C1 |
| Способ литья под газовым давлением | 1981 |
|
SU973232A1 |
| Способ литья под низким давлением и устройство для его осуществления | 1991 |
|
SU1836185A3 |
| УСТРОЙСТВО ДЛЯ ПОЛУЧЕНИЯ ОТЛИВОК | 1991 |
|
RU2015828C1 |
| Способ литья под низким давлением | 1990 |
|
SU1759541A1 |
| Установка для литья под низким давлением | 1982 |
|
SU1130436A1 |
| Способ литья под низким давлением | 1973 |
|
SU457538A1 |
СПОСОБ ЛИТЬЯ ПОД НИЗКИМ ДАВЛЕНИЕМ, включаклций заполнение формы расплавом из тигля под действием избыточного газового давления, выдержку под давлением при кристаллизации, удаление отливки, отличающийся тем, что, с целью повышения выхода годного и качества литых изделий, уровень расплава в тигле поддерживают в постоянном контакте с нижней частью формы. (О фц.Ъ1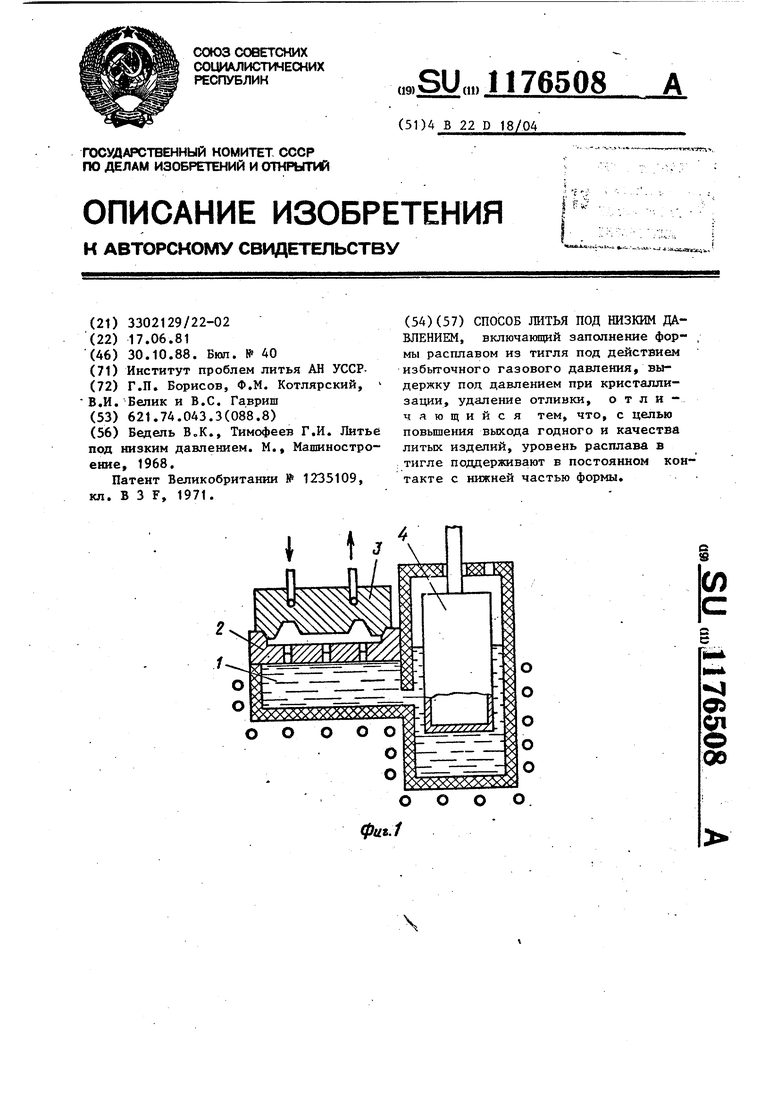
| Бедепь В.К., Тимофеев Г.И | |||
| Литье под низким давлением | |||
| М., Машиностроение, 1968 | |||
| Патент Великобритании № 1235109, кл | |||
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| I | |||
