2,Пресс по п. 1, отличающийся тем, что стержни бесконечаого формообразуницего элемента выполнены в виде металлических трубок с продольной прорезью по длине.
3,Пресс по п, 1, о т л и ч а ющ и и с я тем, что стержни бесконечного формообразующего элемента выполнены в виде металлического сердечника И эластичной оболочки. .
4,Пресс по п. 1, о т л и ч а ю щ и и с я тем, что он снабжен флан
цами с пазами для стержней, причем диаметр фланца больше диаметра валка по крайней мере на величину диаметра стержня, а число пазов в каждом фланце меньше числа стержней на единицу.
5. Пресс по п. I, отличающий с. я тем, что выталкиватель выполнен в виде.ролика, установленног в верхней части валка со стержнями бесконечного формообразующего элемента.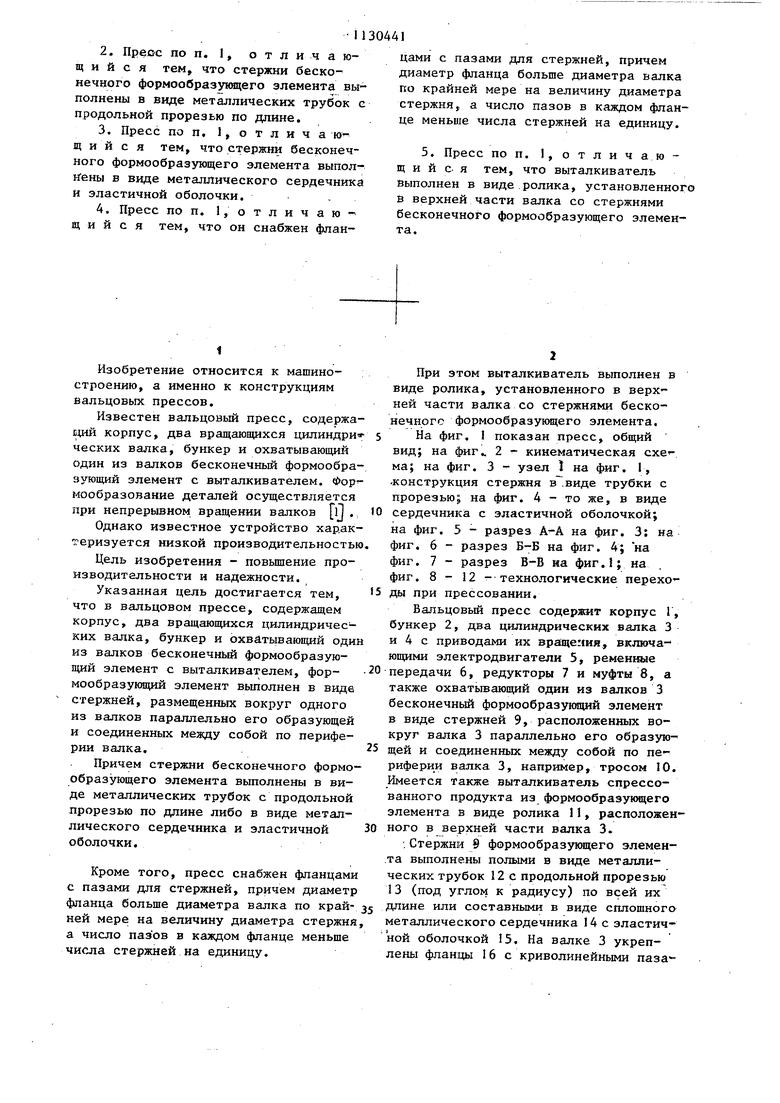
| название | год | авторы | номер документа |
|---|---|---|---|
| Вальцевый пресс | 1983 |
|
SU1130440A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ БРИКЕТА С ОТВЕРСТИЕМ | 1969 |
|
SU234190A1 |
| ВАЛЬЦОВЫЙ ПРЕСС ДЛЯ БРИКЕТИРОВАНИЯ ПОРОШКООБРАЗНЫХ МАТЕРИАЛОВ | 2001 |
|
RU2204486C2 |
| Устройство для прессования порошков | 1982 |
|
SU1097450A1 |
| ВАЛКОВЫЙ ПРЕСС ДЛЯ ИЗГОТОВЛЕНИЯ ТОПЛИВНЫХ БРИКЕТОВ | 2006 |
|
RU2327574C1 |
| Устройство для прессования порошков | 1979 |
|
SU831363A1 |
| ВАЛЬЦОВЫЙ ПРЕСС | 1973 |
|
SU364443A1 |
| СПОСОБ ФОРМОВАНИЯ ТЕХНОГЕННЫХ МАТЕРИАЛОВ И ПРЕСС-ВАЛКОВЫЙ АГРЕГАТ ДЛЯ ЕГО ОСУЩЕСТВЛЕНИЯ | 2011 |
|
RU2473421C1 |
| УСТАНОВКА ДЛЯ ФОРМОВАНИЯ ПОРОШКОВ ТРУДНОДЕФОРМИРУЕМЫХ МАТЕРИАЛОВ В ДЛИННОМЕРНЫЕ БРИКЕТЫ | 2007 |
|
RU2347646C1 |
| СПОСОБ ОЧИСТКИ ГАЗОВ ОТ ПЫЛИ | 2015 |
|
RU2586557C1 |
I. ВАЛЬЦОВЫЙ ПРЕСС, содержащий корпусу два вращающихся цилиндрических валка, бункер и охватывающий один из валков бесконечный формообразующий элемент с выталкивателем, отличающийся тем, что, с целью повышения производительности и надежности, формообразующий элемент выполнен в виде стержней, размещенных вокруг одного из валков параллельно его образующей и соединенных между собой по периферии валка. (Л :о 4; 4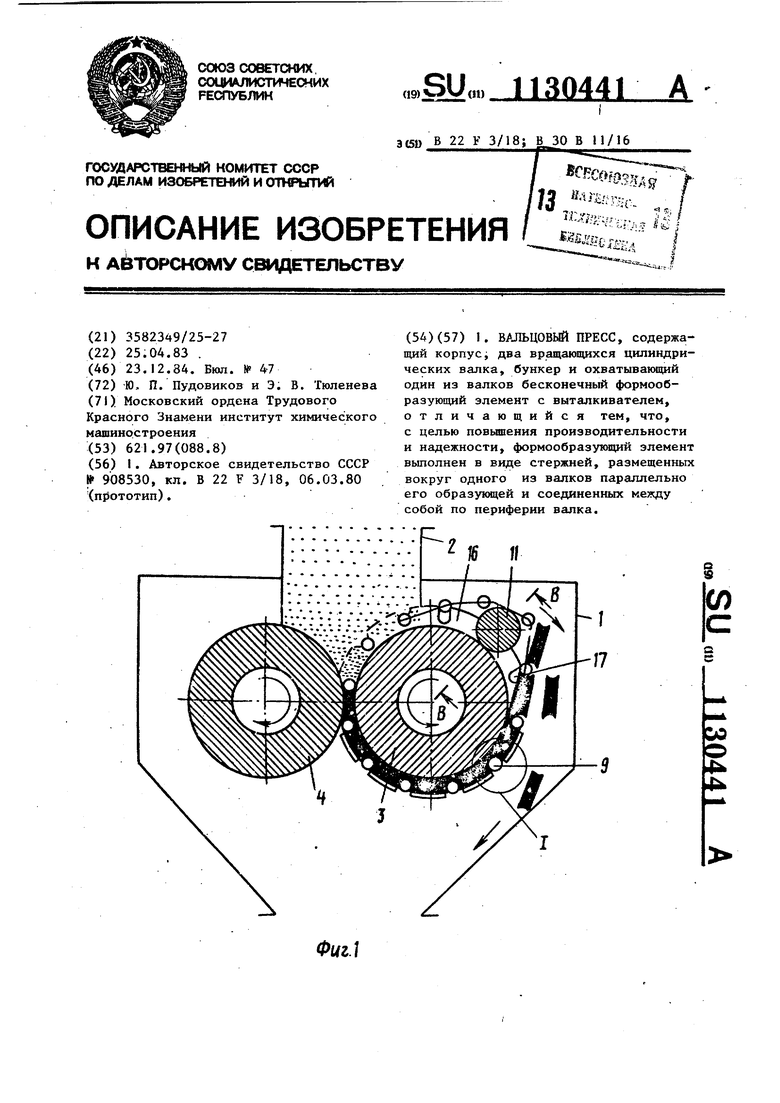
Изобретение относится к машиностроению, а именно к конструкциям вальцовых прессов.
Известен вальцовый пресс, содержаЕщй корпус, два вращающихся цилиндри ческих валка, бункер и охватывающий один из валков бесконечный формообразующий элемент с выталкивателем. Формообразование деталей осуществляется при непрерывном вращении валков Ij .,
Однако известное устройство харакГеризуется низкой производительностью
Цель изобретения - повьшение производительности и надежности.
Указанная цель достигается тем, что в вальцовом прессе, содержащем корпус, два вращающихся цилиндрических валка, бункер и охватывающий один из валков бесконечный формообразующий элемент с выталкивателем, формообразующий элемент выполнен в виде стержней, размещенных вокруг одного из валков параллельно его образующей и соединенных между собой по периферии валка.
Причем стержни бесконечного формообразующего элемента вьшолнены в виде металлических трубок с продольной прорезью по длине либо в виде металлического сердечника и эластичной оболочки.
Кроме того, пресс снабжен фланцами с пазами для стержней, причем диаметр фланца больше диаметра валка по крайней мере на величину диаметра стержня а число пазов в каждом фланце меньше числа стержней на единицу.
При этом выталкиватель выполнен в виде ролика, установленного в верхней части валка со стержнями бесконечного формообразующего элемента.
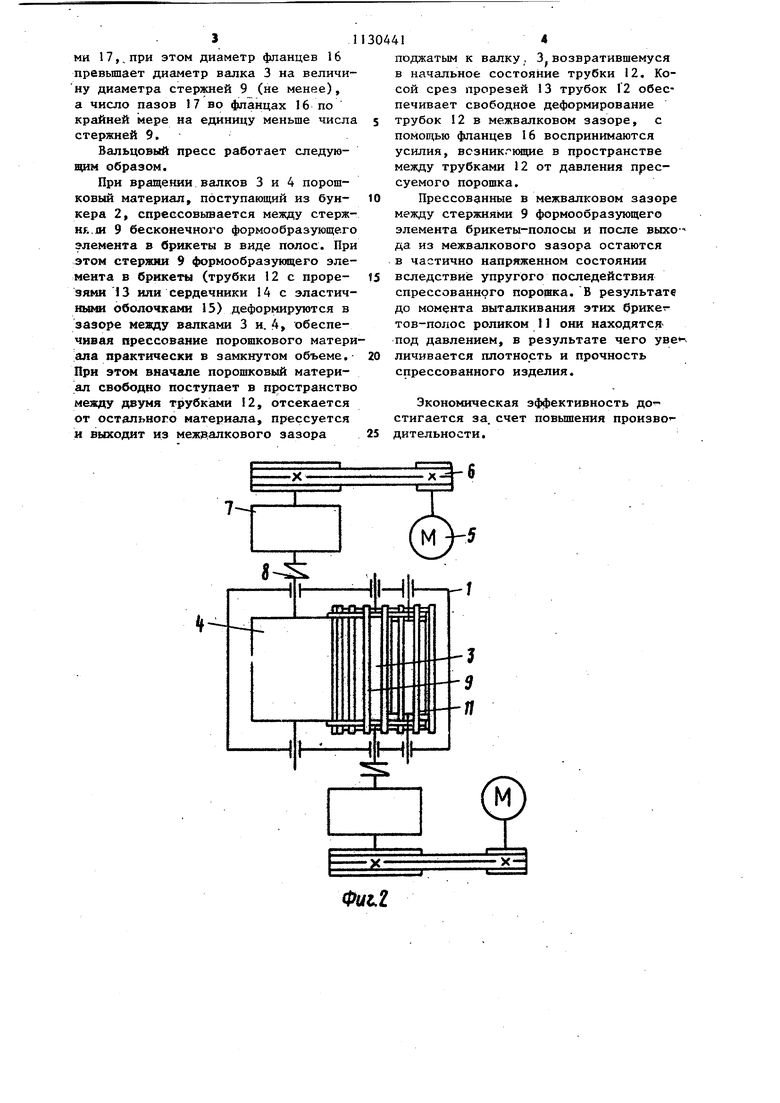
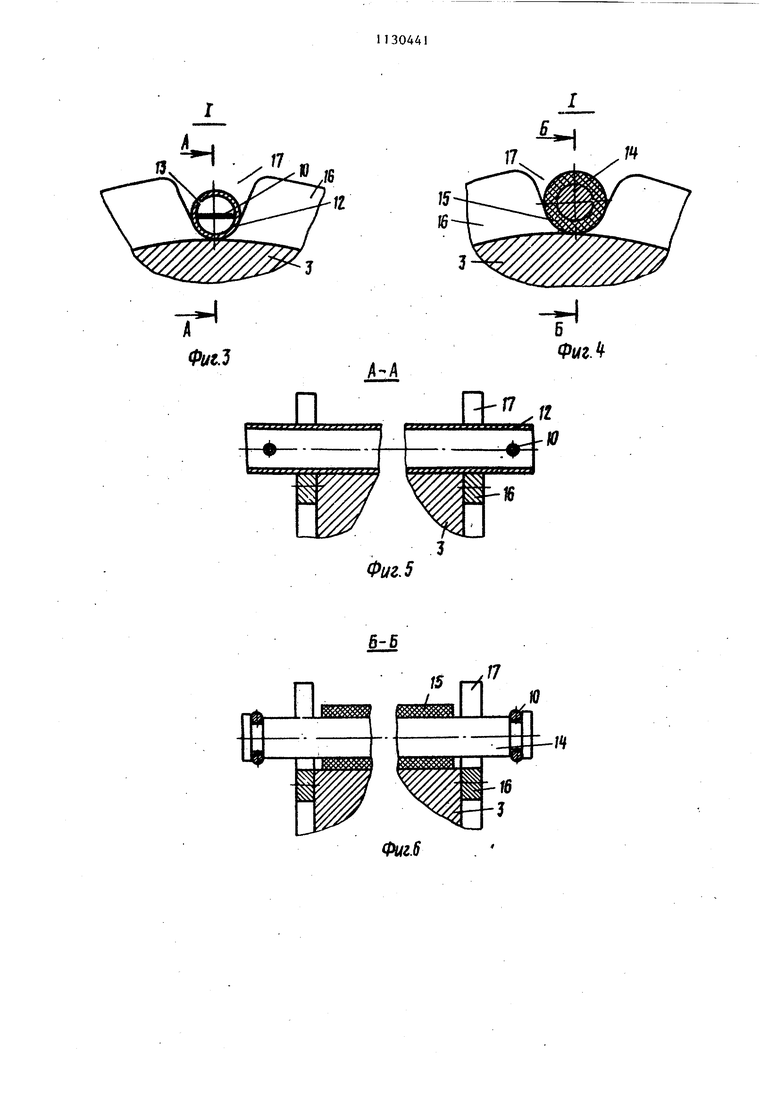
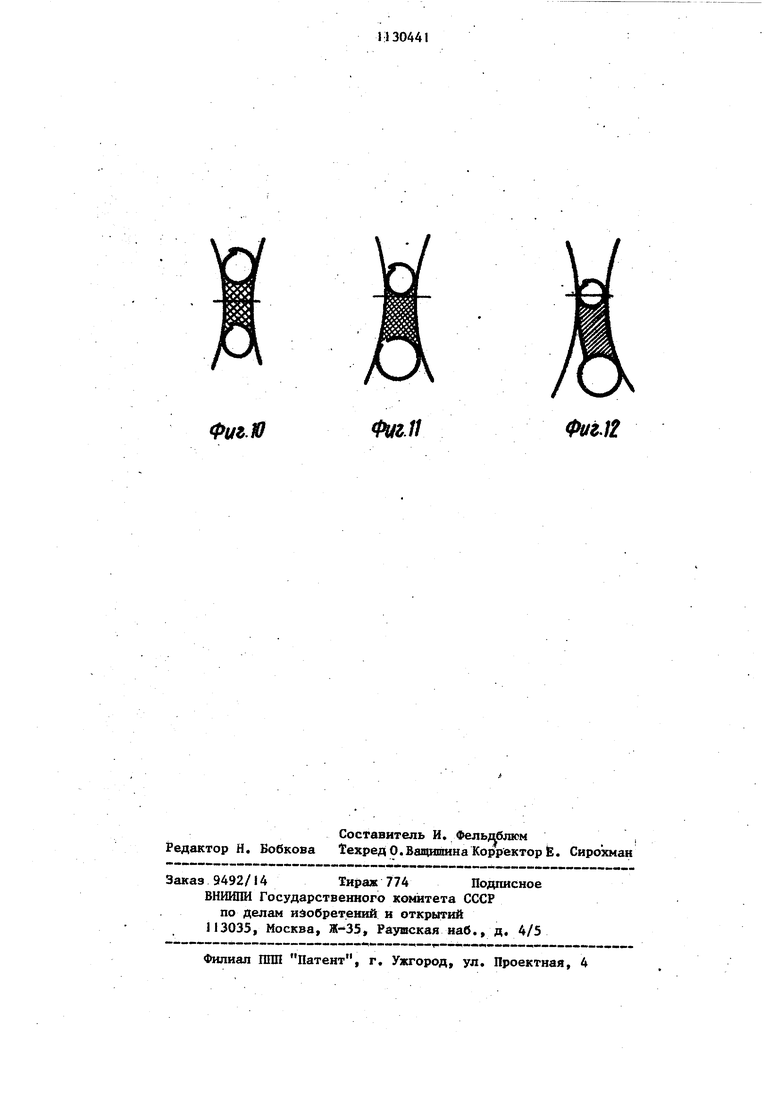
На фиг. показан пресс, общий вид; на фиг., 2 кинематическая на фиг. 3 - узел 1 на фиг. I, -конструкция стержня в .виде трубки с прорезью; на фиг. 4 - то же, в виде сердечника с эластичной оболочкой; на фиг. 5 - разрез А-А на фиг. 3: на фиг. 6 - разрез Б-Б на фиг. 4; на фиг. 7 - разрез В-В на фиг.1; на фиг. 8-12 - технологические переходы при прессовании.
Вальцовый пресс содержит корпус Г, бункер 2, два цилиндрических валка 3 и 4 с приводами их вра1цегсия, включающими электродвигатели 5, ременные передачи 6, редукторы 7 и муфты 8, а также охватьшающий один из валков 3 бесконечный формообразующий элемент в виде стержней 9, расположенных вокруг валка 3 параллельно его образующей и соединенных между собой по периферии валка 3, например, тросом 10. Имеется также выталкиватель спрессованного продукта из формообразующего элемента в виде ролика 11, расположенного в верхней части валка 3.
:Стержни 9 формообразующего элемен.та выполнены полыми в виде металлических трубок 12 с продольной прорезью 13 (под углом к радиусу) по всей их длине или составными в виде сплошного металлического сердечника 14 с эластичной оболочкой 15. На валке 3 укреплены фланцы 16 с криволинейными
ми 17,,при этом диаметр фланцев 16 превьшает диаметр валка 3 на величину диаметра стержней 9 (не менее), а число пазов 17 во фланцах 16 по крайней мере на единицу меньше числа стержней 9.
Вальцовый пресс работает следуюЕцим образом.
При вращении валков 3 и 4 порошковый материал, поступающий из бункера 2, спрессовьтается между стержня., м 9 бесконечного формообразующего элемента в брикеты в виде полос. При этом стержни 9 формообразукнцего элемента в брикеты (трубки 12 с прорезями 13 или сердечники 14 с эластичШЯ4И оболочками 15) деформируются в зазоре меаяу валками 3 и. А, обеспечивая прессование порошкового материала практически в замкнутом объеме. При этом вначале порошковый материал свободно поступает в пространство между двумя трубками 12, отсекается от остального материала, прессуется и выходит из межр.алкового зазора
304414
поджатым к валку . 3 возвратившемуся в начальное состояние трубки 12. Косой срез прорезей 13 трубок 12 обеспечивает свободное деформирование 5 трубок 12 в межвалковом зазоре, с помощью фланцев 16 воспринимаются усилия, возникающие в пространстве между трубками 12 от давления прессуемого порошка.
10 Прессованные в межвалковом зазоре между стержнями 9 формообразующего элемента брикеты-полосы и после выхода из межвалкового зазора остаются в частично напряженном состоянии
5 вследствие упругого последействия спрессованного порошка. В результате до момента выталкивания этих брикетов-полос роликом 11 они находятся под давлением, в результате чего личивается плотность и прочность спрессованного изделия.
Экономическая эффективность достигается за, счет повышения произво-дительности.
а
Ф{/г.
1(7
II -11 0 Ю
/ / у
г
Фиг.8
Фи1,3
Фиь.е
Фц1.П
| I | |||
| Устройство для прокатки порошка | 1980 |
|
SU908530A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Фиг./ | |||
