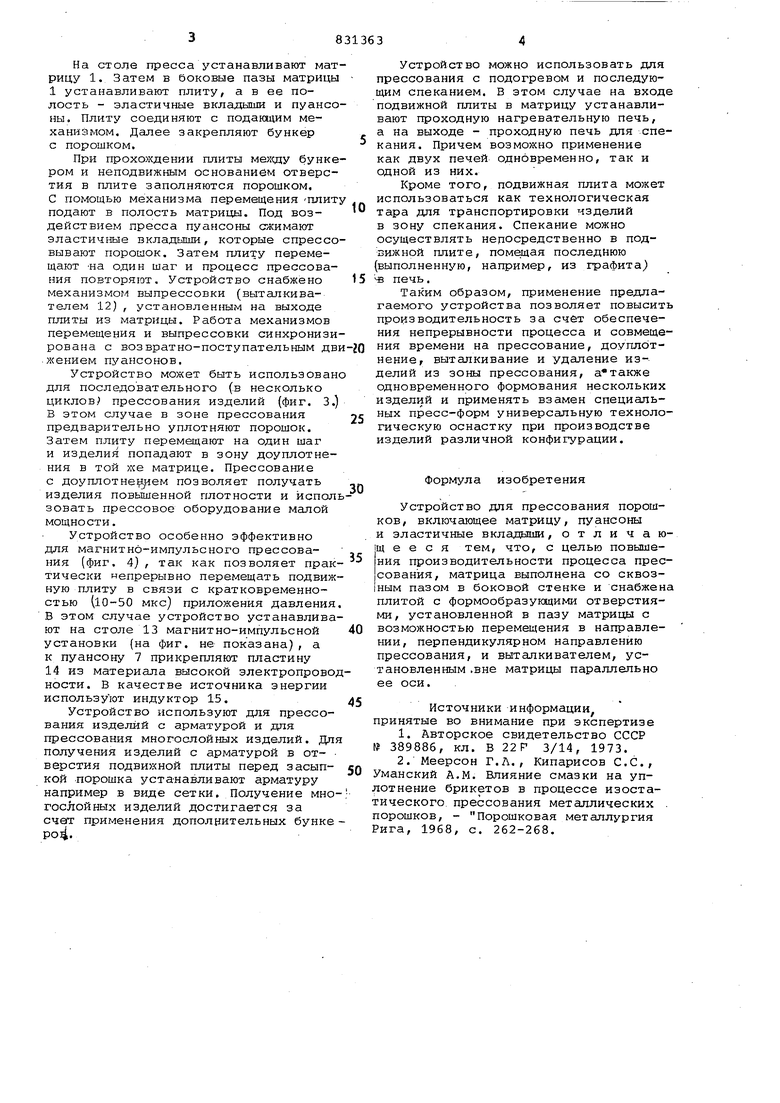
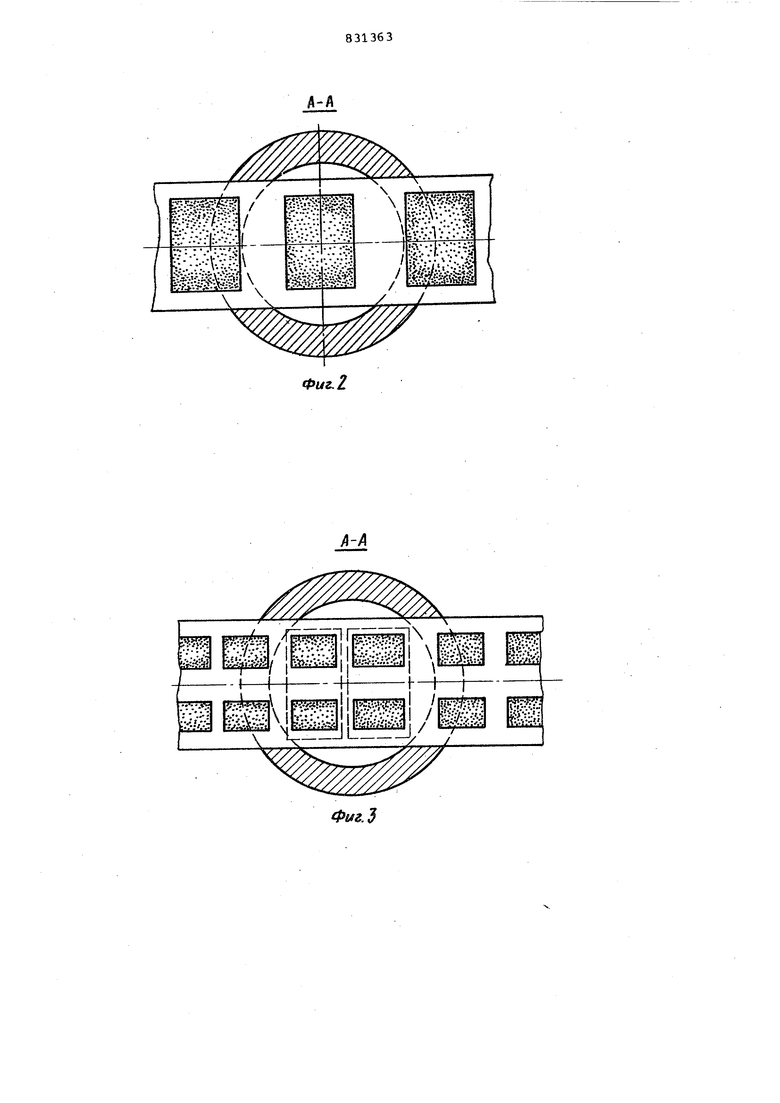
| Изобретение относится к порошково металлургии, в частности к устройствам для прессования металлических, порошков. Известно устройство для прессования порснпков, включаклдее матрицу, пу ансоны и выталкиватель, установленны в матрице соосно с пуансонами 1. К недостаткам данного устройства относится сложность конструкции и ни кая производительность процесса пре сования. Наиболее близким к предлагаемому является устройство для прессования рошков, включаквдее матрицу, пуансоны и эластичные вкладьтши. При этом один из пуансонов является выталкивателем спрессованной заготовки 2 . К недостаткам данного устройства относится низкая производительность процесса прессования. Цель .изобретения - повышение про изводительности процесса прессования. Поставленная цель достигается путем выполнения матрицы со сквозным пазом в боковой стенке и снабже ния плитой с формообразующими отверстиями, установленной с возможностью перемещения в направлении. перпендикулярном направлению прессования, и выталкивателем, установленным вне матрицы параллельно ее оси. На фиг. 1 показана схема предлагаемого устройства; на фиг. 2 и 3 - разрез А-А на фиг. 1 (для двух типов формообразукяцих отверстий) , на фиг. 4 - вариант выполнения устройства с магнитно-импульсным нагружением пуансонов. Устройство состоит из матрицы 1, расположенной на рабочем столе пресса (на чертежах не показан). В сквозной паз 2, выполненный вбоковой стенке матрицы 1, входит подвижная плита 3 с формообразующими отверстиями 4. В матрице 1 установлены пуансоны 5 и 6. Между пуансонами 5 и 6 и подвижной плитой 3 размещены эластичные вкладыши 7 и 8. Свободная часть плиты 3 лежит на неподвижном основании 9, Над гоштой расположен бункер 10 с порошком. На входе плиты в матрицу установлен подающий механизм 11. На выходе из матрицы над плитой расположен выталкиватель 12, соединенный с верхней траверсой (на чертежах не показана) пресса. Устройство работает следующим образе. На столе пресса устанавливают мат рицу 1. Затем в боковые пазы матрицы 1 устанавливают плиту, а в ее полость - эластичные вкладыши и пуансо ны. Плиту соединяют с подающим механизмом. Далее закрепляют бункер с порошком. При прохождении плиты бунке ром и неподвижным основанием отверстия в плите заполняются порошком. С помощью механизма перемещения ПЛит подают в полость матрицы. Под воздействием пресса пуансоны сжимают эластич11ые вкладыши, которые спрессо вывают порошок. Затем плиту перемещают -на один шаг и процесс прессования повторяют. Устройство снабжено механизмом выпрессовки (выталкивателем 12) , установленным на выходе плиты из матрицы. Работа механизмов перемещения и выпрессовки синхронизи рована с возвратно-поступательным дв жением пуансонов. Устройство может быть использован для последовательного (в несколько циклов; прессования изделий (фиг. 3.) В этом случае в зоне прессования предварительно уплотняют порошок. Затем плиту перемещают на один шаг и изделия попадают в зону доуплотнения в той же матрице. Прессование с доуплотне ем позволяет получать изделия повышенной плотности и испол зовать прессовое оборудование малой мощности. Устройство особенно эффективно для магнитно-импульсного прессования (фиг. 4}, так как позволяет прак тически непрерывно перемещать подвиж ную плиту в связи с кратковременностью (10-50 мкс) приложения давления В этом случае устройство устанавлива ют на столе 13 магнитно-импульсной установки (на фиг. не показана), а к пуансону 7 прикрепляют пластину 14 из материала высокой электропрово ности. В качестве источника энергии используют индуктор 15. Устройство используют для прессования изделий с арматурой и для прессования многослойных изделий. Дл получения изделий с арматурой в от- верстия подвижной плиты перед засыпкой порошка устанавливают арматуру например в виде сетки. Получение мно гослойных изделий достигается за счегг применения дополнительных бунке Ро4. Устройство можно использовать для прессования с подогревом и последующим спеканием. В этом случае на входе подвижной плиты в матрицу устанавливают проходную нагревательную печь, а на выходе - проходную печь для спекания. Причем возможно применение как двух печей одновременно, так и одной из них. Кроме того, подвижная плита может использоваться как технологическая тара для транспортировки изделий в зону спекания. Спекание можно осуществлять непосредственно в подвижной плите, помещая последнюю (выполненную, например, из графита) -в печь. Таким образом, применение предлагаемого устройства позволяет повысить производительность за счет обеспечения непрерывности процесса и совмещения времени на прессование, доуплотнение, выталкивание и удаление изделий из зоны прессования, а также одновременного формования нескольких изделий и применять взамен специальных пресс-форм универсальную технологическую оснастку при производстве изделий различной конфигурации. Формула изобретения Устройство для прессования порошков, включающее матрицу, пуансоны и эластичные вкладапии, отличаю|щ е е с я тем, что, с целью повышения производительности процесса прессования, матрица выполнена со сквоз1ным пазом в боковой стенке и снабжена плитой с формообразующими отверстиями, установленной в пазу матрицы с возможностью перемещения в направлении, перпендикулярном направлению прессования, и выталкивателем, установленным .вне матрицы параллельно ее оси. Источники информации, принятые во внимание при экспертизе 1.Авторское свидетельство СССР № 389886, кл. В 22Р 3/14, 1973. 2.Меерсон Г.Л., Кипарисов С.С., Уманский A.M. Влияние смазки на употнение брикетов в процессе изостаического прессования металлических . орошков, - Порошковая металлургия ига, 1968, с. 262-268.
///////Л Фиг,1
| название | год | авторы | номер документа |
|---|---|---|---|
| Пресс-форма для прессования изделий из порошковых корундомуллитовых смесей с профильными углублениями на боковых поверхностях | 2020 |
|
RU2761899C1 |
| АВТОМАТ ДЛЯ ПРЕССОВАНИЯ СТРОИТЕЛЬНЫХ ИЗДЕЛИЙ | 1991 |
|
RU2040396C1 |
| ПРЕСС-ФОРМА ДЛЯ БЕЗОБЛОЙНОГО ПРЕССОВАНИЯ | 2011 |
|
RU2484967C2 |
| Устройство для прессования строительных изделий | 1989 |
|
SU1706869A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ДВУХСЛОЙНЫХ ВТУЛОК | 1995 |
|
RU2101137C1 |
| Установка для прессования шашек из взрывчатого вещества групповым способом | 1970 |
|
SU1841255A1 |
| СПОСОБ ПРЕССОВАНИЯ ТОНКОСТЕННЫХ ИЗДЕЛИЙ СЛОЖНОЙ КОНФИГУРАЦИИ | 2007 |
|
RU2364468C1 |
| УСТАНОВКА ДЛЯ УДАРНОГО ПРЕССОВАНИЯ ИЗДЕЛИЙ ИЗ ПОРОШКОВ | 1992 |
|
RU2029661C1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ СТРОИТЕЛЬНЫХ БЛОКОВ ПРЕССОВАНИЕМ, ПРЕСС-ФОРМА И ЛИНИЯ ДЛЯ РЕАЛИЗАЦИИ СПОСОБА | 1995 |
|
RU2087307C1 |
| Пресс-форма для прессования порошковых материалов | 1986 |
|
SU1397286A1 |

//////////////// /////////////// ///
13
Фиг A
