3
С целью повышения сварочно-технологических и металлургических свойств флюса при сварке сталей в узкую щелевую разделку флюс дополнительно содержит окись магния при следующем соотношении компонентов флюса, вес. %:
Окись алюминия
16-20
Двуокись кремния 23-30
Двуокись титана 0,5-2 13-18
Окись кальпия 4-8
Окись марганца 6-10 Окись магния Сумма окислов
калия и иатрия1-2
Фтористый кальцийОстальное
При этом окись кальция, двуокись кремния и окись алюминия взяты в следующем соотношении, вес.%:
СаО о А 5Юз ,
:1,15-1,8.
0,3 - 0,4 при
А1,О
SlOj + AlaOs
При использовании предложенного флюса в шлаке наряду с однокальциевым алюминатом образуется ортосиликат кальция 2CaO-SiO2, который при охлаждении шлака до 675°С и пиже переходит из а-модификации в -форму. что сопровождается уменьшением удельного веса шлака и увеличением его объема на 10%.
Резкие изменения объема ортосиликата
кальция в процессе фазовых превращений шлака при переходе через соответствующие критические точки вызывают появление внутренних трещин в щлаке, уменьшающих их механическую прочность и облегчающих самопроизвольное их растрескивание.
Повышенное (16-20%) по сравнению с прототипом (О-15%) содержание окиси алюминия во флюсе обусловливается необходимостью содержания в составе низкокремнистых флюсов () суммарного количества стеклообразующих элементов (Si и А1) в пересчете на окислы не менее 40% от веса флюса, что обеспечивает хорощую отделимость и формирующую способность флюса. Снижение содержания TiOa во флюсе до 0,5-2% ведет к понижению общей кислотности флюса, что способствует уменьшению кислорода в металле шва (не более 0,045%) и
повышению его ударной вязкости.
Наличие в составе флюса небольших количеств двуокиси титана (0,5-2%) позволяет снизить вязкость шлаков, получаемых при сварке, что способствует улучшению формирования
шва с образованием вогнутого мениска поверхности и плавным переходом к основному металлу.
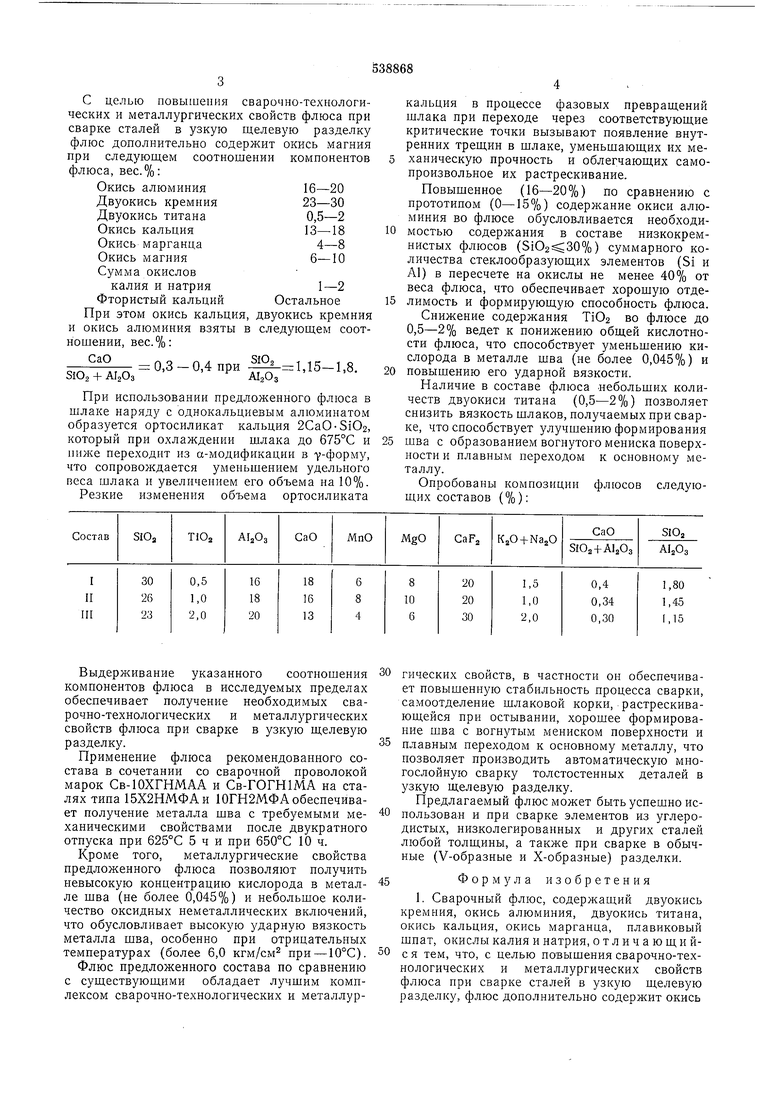
Опробованы композиции флюсов следующих составов (%):
| название | год | авторы | номер документа |
|---|---|---|---|
| Сварочный флюс | 1977 |
|
SU716749A1 |
| Плавленый флюс для механизированной сварки | 1981 |
|
SU975292A1 |
| Состав электродной проволоки | 1983 |
|
SU1131121A1 |
| Флюс для автоматической высокоскоростной сварки сталей | 1983 |
|
SU1130446A1 |
| Флюс для сварки углеродистых и низколегированных сталей | 1990 |
|
SU1759229A3 |
| Плевленый флюс | 1979 |
|
SU867580A1 |
| Состав керамического флюса для сварки низкоуглеродистых и низколегированных сталей | 1981 |
|
SU967749A1 |
| Флюс для механизированной сварки | 1973 |
|
SU598717A1 |
| Плавленый сварочный низкокремнистый флюс | 1988 |
|
SU1685660A1 |
| Плавленый флюс для механизированной сварки | 1990 |
|
SU1756080A1 |
Выдерживание указанного соотношения компонентов флюса в исследуемых пределах обеспечивает получение необходимых сварочно-технологических и металлургических свойств флюса при сварке в узкую щелевую разделку.
Применение флюса рекомендованного состава в сочетании со сварочной проволокой марок Св-ЮХГНМАА и Св-ГОГН1МА на сталях типа 15Х2НМФАИ 10ГН2МФА обеспечивает получение металла шва с требуемыми механическими свойствами после двукратного отпуска при 625°С 5 ч и при 650°С 10 ч.
Кроме того, металлургические свойства предложенного флюса позволяют получить невысокую концентрацию кислорода в металле шва (не более 0,045%) и небольшое количество оксидных неметаллических включений, что обусловливает высокую ударную вязкость металла щва, особенно при отрицательных температурах (более 6,0 кгм/см при-10°С).
Флюс предложенного состава по сравнению с существующими обладает лучшим комплексом сварочно-технологических и металлургических свойств, в частности он обеспечивает повышенную стабильность процесса сварки, самоотделение шлаковой корки, растрескивающейся при остывании, хорошее формирование шва с вогнутым мениском поверхности и плавным переходом к основному металлу, что позволяет производить автоматическую многослойную сварку толстостенных деталей в узкую щелевую разделку.
Предлагаемый флюс может быть успешно использован и при сварке элементов из углеродистых, низколегированных и других сталей любой толщины, а также при сварке в обычные (V-образные и Х-образные) разделки.
Формула изобретения
соотношении компоагния при следующем ентов флюса, вес. % : Окись алюминия
16-20 Двуокись кремния
23-30
0,5-2 Двуокись титана Окись кальция
13-18 Окись марганца
4-8 Окись магния
6-10 Сумма окислов
1-2
калия и натрия
Остальное Фтористый кальций
алюминия взяты в следующем соотно1нении, вес.%:
° 0,3-0,4 при
SlOa + AlaOa
StOg
1,15-1,8.
AljOa
Источники информации, принятые во внимание при экспертизе:
