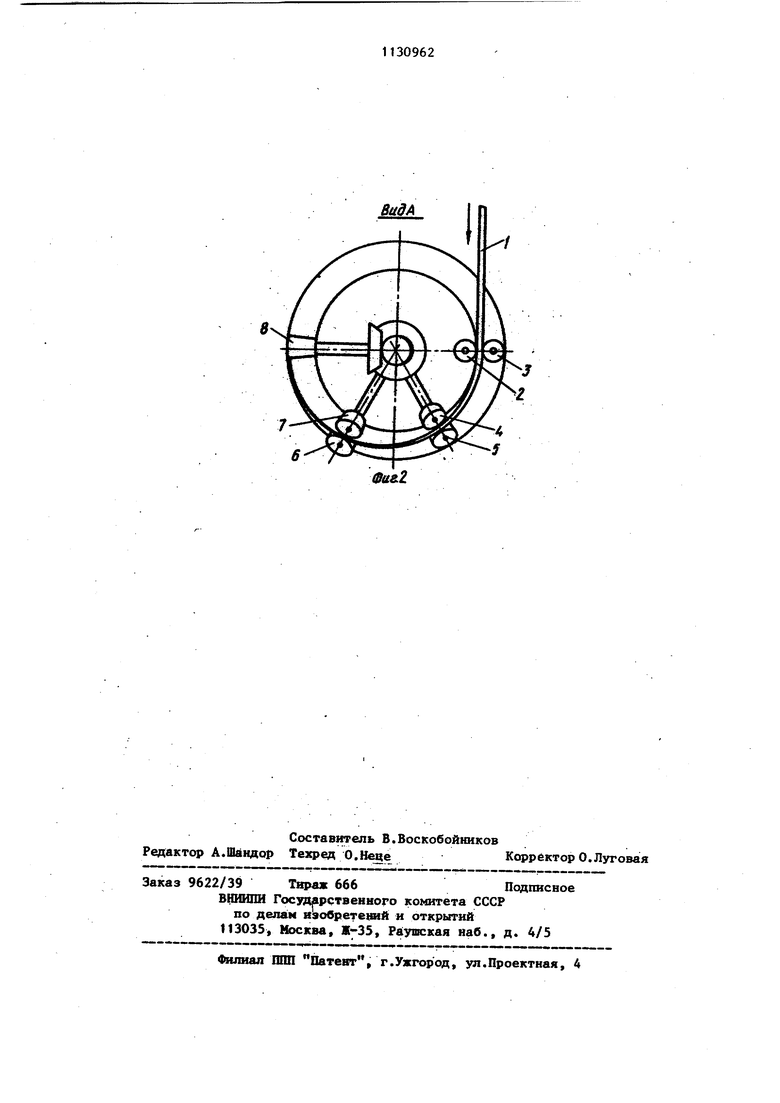
Изобретение относится к технологии изготовления витых ленточных маг нитопроводов и может быть использовано в электротехнической промьшшенности. Известен способ изготовления витых ленточных магнитопроводов, включа1мщй гофрирование ленты электротех нической стали, подачу ленты на одравку, изгиб ленты на ребро с одно временным фсфмированием из нее пакета магнитопровода . Недостаткаюг такого способа являются сложная технология изготовления и низкая производительность. Известен также способ изготовления витых ленточш 1Х магйит.опроводов, вюшчающий подачу ленты электротехни ческой стали на оправку, изгиб ленты на ребро с одновременным формированием нее ципийдрической спирали и укладку спирали в пакет f23, 11едостатком известного способа яв ляется высокая скорость деформации ленты при навивке, так как ее навивка производится на ребро, это приводит к появлению в ленте трещин и сни Ketmw качества изготавливаемых изделий. Кроме того, известный способ мало производителен. Цепь изобретения г- повышение качества изготавливаемых изделий за счет снижения скорости деформации ленты при навивке i;t повышение производительности. Поставленная цель достигается тем что согласно способу изготовления ви тых ленточных магнитопроводов, включающему подачу ленты электротехничес кой стали на оправку, изгиб ленты на ребро с одновременным формированием из нее цилиндрической сйирали и укладку спирали в пакет, при подаче ленту располагают в плоскости, параллельной оси оправки, и пропуска . ют ее сначала между парой цилиндрических роликов, а формирование цилиндрической спирали осуществляют путем подачи ленты между парами конических роликов, расположенных по диаметру спирали под углом к ее оси на разных уровнях по высоте спирали в пределах ее шага. На фиг. 1 показано формирование ленты спирали с одновременным разворотом ее вокруг оси симметрии; на фиг. 2 - вид А на фиг. 1. Способ изготовления витых ленточных магнитопроводов осуществляется следующим образом. Ленту 1 электротехнической стали подают на оправку, пропуская ее между цилиндрическими роликами 2 и 3 и коническими роликами 4-9, укрепленными в корпусе.(не показан), и кинематически связанными между собой. При подаче ленту располагают в плоскости, параллельной оси оправки. Затем из лент| { формируют спираль путем постепенного ее разворачивания вокруг оси симметрии с помощью конических роликов. Система цилиндрических и конических роликов может приводиться во вращение посредством привода 10 через редуктор 11. За счет постепенного разворачивания ленты вокруг ее оси симметрии пост.епенно производят изгиб ленты на ребро. При этом скорость деформации ленты при навивке уменьшается, а скорость подачи ленты может быть увеличена. Скорость деформации ленты может быть также изменена путем изменения шага формируемой цилиндрической спирали. Этим может быть достигнуто регулщ)ование скорости деформаЩ1И ленты в процессе формирования из нее спирали при различных скоростях подачи ленты на оправку. Сформированную спираль изогнутой на ребро ленты укладывают в пакет. Изобретение позволяет повысить качество и прсшзводительность изготовления витых ленточных магнитопроводов.
ВидА
Х-/
| название | год | авторы | номер документа |
|---|---|---|---|
| Способ изготовления витых магнитопроводов | 1982 |
|
SU1061219A1 |
| Устройство для изготовления витого ленточного магнитопровода | 1985 |
|
SU1310956A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1991 |
|
SU1791910A1 |
| Устройство для изготовления витых магнитопроводов | 1989 |
|
SU1758780A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1987 |
|
SU1617541A1 |
| Магнитопровод торцовой электрической машины | 1980 |
|
SU1077010A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1983 |
|
SU1169087A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Установка для изготовления витого магнитопровода электрической машины | 1989 |
|
SU1695453A1 |
| Разъемный магнитопровод электрической машины | 1980 |
|
SU1075351A1 |
СПОСОБ ИЗГОТОБЛЕШЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИГОПРОВОДОВ, включающий подачу ленты электротехнической ..Vftnn , SMKfyr :, : стали на оправку, изгиб ленты на реоро с одновременным формированием из нее Щ1линщ ической спирали и укладку спирали в пакет, отличающийся тем, что, с целью повышения качества изготавливаемое изделий за счет снижения скорос т деформа1щи ленты при навивке и повышения пр я1зводительности, при подаче ленту располагают в плоскости, параллельной оси оправки, и пропускают ее сначала между парой фслиндрических роликов, a формирование цилиндрической спирали осуществляют путем подачи ленты между конических роликов, расположенных йо диаметру спирали под углом к ее оси на разных уровнях по высоте спирали в пределах ее шага. 00 о СО Од 
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Колосниковый холодильник | 1988 |
|
SU1530891A1 |
| Переносная печь для варки пищи и отопления в окопах, походных помещениях и т.п. | 1921 |
|
SU3A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
