Изобретение относится к технологии изготовления витых магяитопроводов и может быть использовано в электротехнической промышленности при изготовлении магнитопроводов.
Известен способ изготовления витых магйитопроводов, включающий навивку ленты на оправку плашмя, пропитку и разрезку магнитопровода{1.
Недостатком известного способа является наличие операций по пропитке магйитопровода, скрепляющей его витки, и его разрезке.
Наиболее близок к предлагаемому способ изготовления витых магнитопроводов, вклю: чающий намотку лепты электротехнической стали на оправку на ребро в спираль, разрезку спирали на части по длине магйитопровода -с последуюил.ей их калибровкой по торцам и отжиг 2.
Недостатком данного способа является то, что для улучигения условий гибки часть ленты перед навивкой нагревают, что приводит к нагреву оснастки, уменьшения срока ее службы;, а также снижается скорость . Навивки ленты на оправку, так как скорость .прохождения лепты через нагревательное устройство ограничивается временем, необходимым для йагрева лейты до определенной температуры, что усложняет технологию. и.елью изобретения является упрощение технологии.
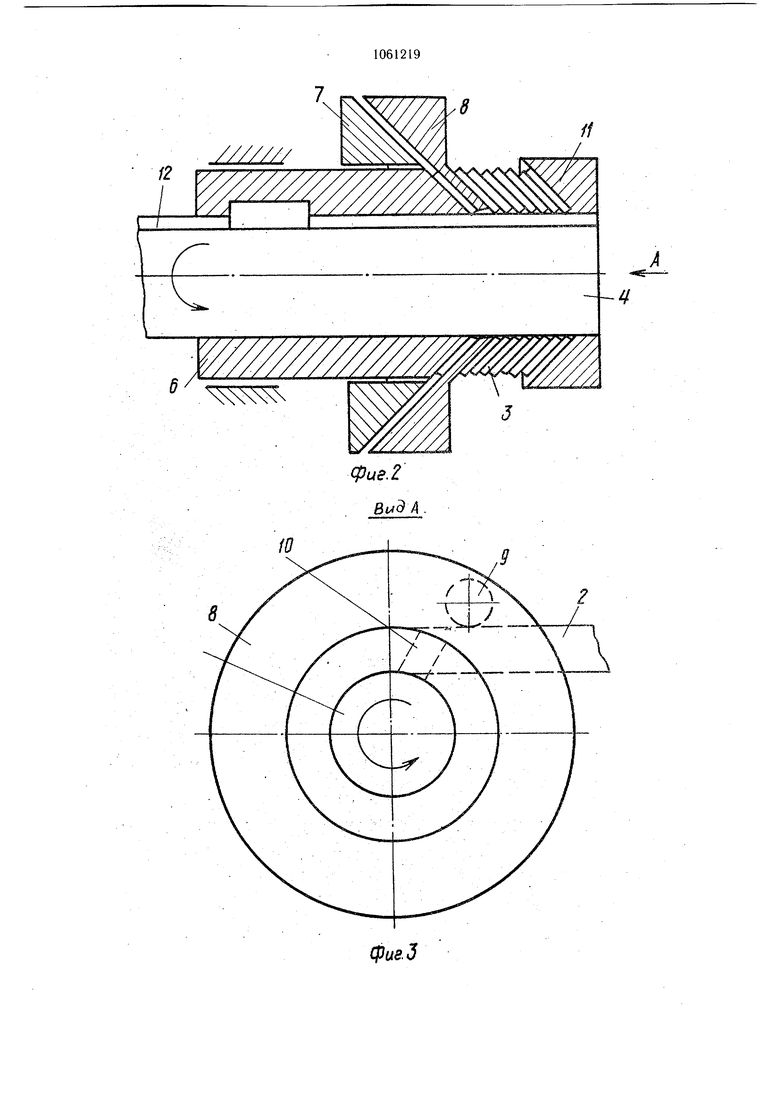
Поставленная цель достигается тем, что согласно способу и.зготовления витых магнитопроводов, включающему намотку ленты злектротехнической стали на оправку на ребро в спираль, разрезку спирали на части по длине магнитопровода с последующей их калибровкой по торцам и отжиг, при намотке ленты на оправку виткам придают гарельчатую форму, а калибровку спирали по торцам проводят при отжиге с формированием витков в форме дисков, расположейных на оправке перпендикулярно ее оси. На фиг. 1 представлена схема намотки ленты; на фиг. 2 -- приспособление для формирования витков тарельчатой формы; на фиг. 3 - вид А на фиг. 2; на фиг. 4 - схема для расчета угла нак.;юна витков; на фиг. 5 - отжиг и калибровка спирали магнитопровода.
Изготовление витых магнитопроводов - осуществляется в следующей последовательности.
С бобины лепту 2 электротехнической стали Наматывают на ребро в спираль 3 На оправку 4, после чего произволят разрезку спирали 3 Ножами 5 нл части по длине магнитопровода.
При намотке ленты 2 на оправку 4 виткам придают тарельчагую форму с углом о( наклона витков к оси оправки.
На фиг. 2, 3 изображено приспособление, придающее ленте 2 при намотке тарельчатую форму. Вместе со втулкой 6 оправка 7 вращается от привода (привод на фиг. 2 не показан) в сторону, показанную стрелкой. Втулка 6 служит опорой для ленты, торец которой выполнен в виде конуса. Соосно с оправкой и втулкой 6 размещены два диска 7 и 8, между которыми выставляется зазор в зависимости от толщины ленты 2 за счет осевого перемещения диска 8 относительно диска 7 вдоль оси оправки 4.
На диске 7 размещен ролик 9, свободно вращающийся вокруг своей оси, ось которого жестко закреплена на диске 7. Ролик 9 создает радиальное усилие на ленту 2 в сторону оправки 4 в процессе формовки ленты. Диск 8 имеет коническую поверхность в зоне формовки и снабжен винтовым пазом 10 для выхода сформованной спирали 3 из зоны формовки. Оправка 4 снабжена элементом фиксирования 1 начала ленты 2. Кроме вращательного движения оправка 4 осевое перемещение вдоль своей оси за счет шпоночного паза 12. По мере выхода витков формованной ленты через винтовой паз 10 из зоны формовки оправка 4 выдвигается из вту.лки 6 На толщину ленты 2.
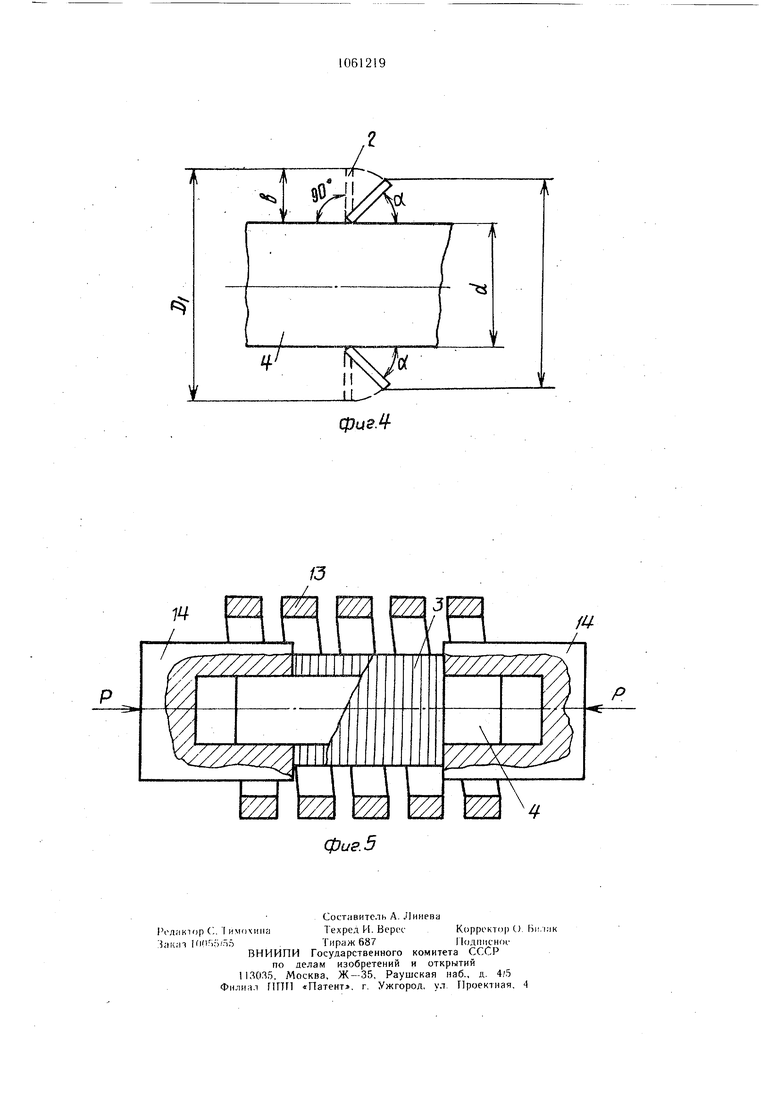
Угол о наклона витков к оси оправки 4 определяется относительным уду1инейием материала (Ed) при гибке ленты на ребро, которое должно быть меньше равно допустил-юму отйосительному удлинению материала (), т. е.
Ъ Е
Из неравенства видно, что чем меньщё относительное удлинение материала при гибке ленты на ребро, тем лучше условия ее гибки.
Допустимое относительное удлинение материала
ЕдоП - ;,-sin of,
где b - ширина ленты; d-диаметр оправки. Отсюда
о(
arc sm-
Таким образом, при умеяьщении угла наклона витков к оси оправки уменьшается деформация электротехнической стали при навивке.
После навивки спираль 3 магнитопровода
отжигают в индукторе 13 и одновременно проводят калибровку спирали 3 по торцам с формированием витков по форме дисков, расположенных на оправке 4, перпендикулярно ее оси. Калибровку осуществляют формующими элементами 14 с усилием Р (уголек
становится равным ).
фие.
фцёЛ
| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2348999C1 |
| Способ изготовления из полосы изделий с винтовыми ребрами | 1990 |
|
SU1754273A1 |
| Устройство для изготовления витыхлЕНТОчНыХ МАгНиТОпРОВОдОВ | 1979 |
|
SU847383A1 |
| Устройство для изготовления витых магнитопроводов | 1984 |
|
SU1251235A1 |
| Способ изготовления витых ленточныхМАгНиТОпРОВОдОВ ТРАНСфОРМАТОРОВ идРОССЕлЕй | 1979 |
|
SU853682A1 |
| Способ изготовления витых ленточных магнитопроводов | 1980 |
|
SU982108A1 |
| Устройство для изготовления витого ленточного магнитопровода электрической машины | 1981 |
|
SU1061218A1 |
| Устройство для изготовления витых магнитопроводов | 1975 |
|
SU693511A1 |
| Способ изготовления магнитопровода электрической машины | 1980 |
|
SU1133637A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ РАЗРЕЗНЫХ ЛЕНТОЧНЫХ МАГНИТОПРОВОДОВ | 2007 |
|
RU2345433C1 |
СПОСОБ ИЗГОТОВЛЕНИЯ ВИТЫХ МАГНИТОПРОВОДОВ, включающий йамотку ленты электротехнической стали на оправку на ребро в спираль, разрезку спирали на части по .длине магнитопровода с последующей их калибровкой по торцам . и отжиг, отличающийся тем, что, с целью упрощения технологии, при намотке ленты на оправку виткам придают тарельчатую форму, а калибровку спирали по торцам проводят при отжиге с формированием вит. коь в форме дисков, расположенных на оправке перпендикулярно ее оси. т to :с CpuP.f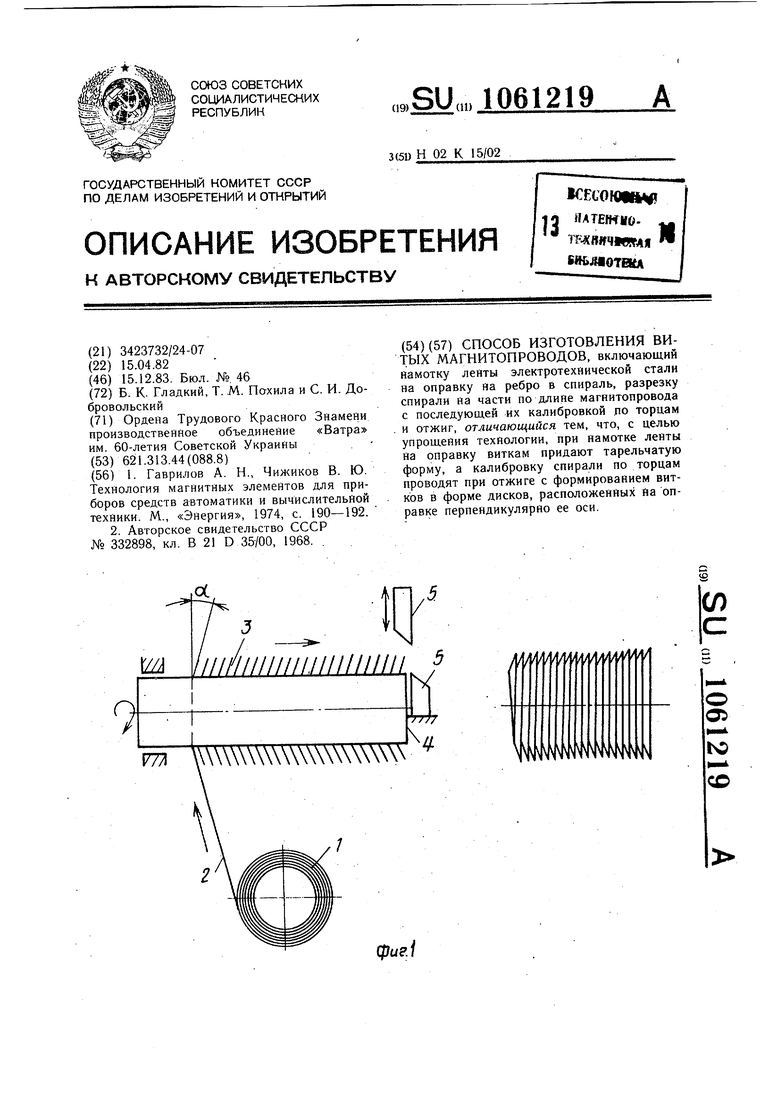
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Гаврилов А | |||
| Н., Чижиков В | |||
| Ю | |||
| Технология магнитных элементов для приборов средств автоматики и вычислительной техники | |||
| М., «Энергия, 1974, с | |||
| Ускоритель для воздушных тормозов при экстренном торможении | 1921 |
|
SU190A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| СПОСОБ ИЗГОТОВЛЕНИЯ ИЗ ЛЕНТЫ ДЕТАЛЕй1,„ ЭЛЕКТРИЧЕСКИХ МАШИН, i'' iV'''4:-'ij>&lbA<lO'! | 0 |
|
SU332898A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| / / - //////////////./////////// | |||
