Известен фасонно-круглопалочный станок для изготовления круглых деталей переменного сечения с применением автоматической подачи заготовок из магазинной коробки к подающим вальцам при помощи бесконечного цепного транспортера, с механизированной вальцовой подачей деталей к режущему инструменту, с двумя ножевыми головками- одной ДJlя цилиндрического округления деталей и другой для ее фасонирования.
Особенность станка состоит в том, что фасонная ножевая головка смонтирована на одном пустотелом валу с ножевой головкой цилиндрического кругления и операция фасонирования круглой детали на переменное сечение осуществляется при непрерывной подаче деталей.
Фасонная ножевая головка с регулируемым от кулачкового копира раздвижением ножей синхронно связана с автоматической подачей цепного транспортера.
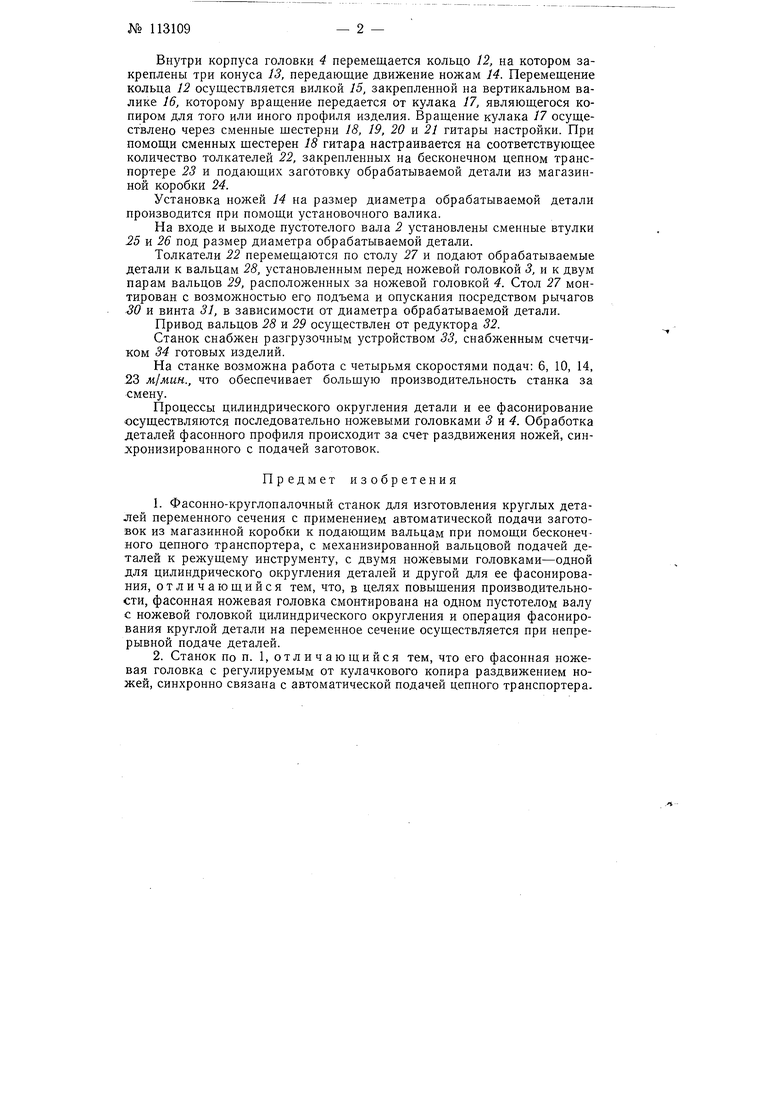
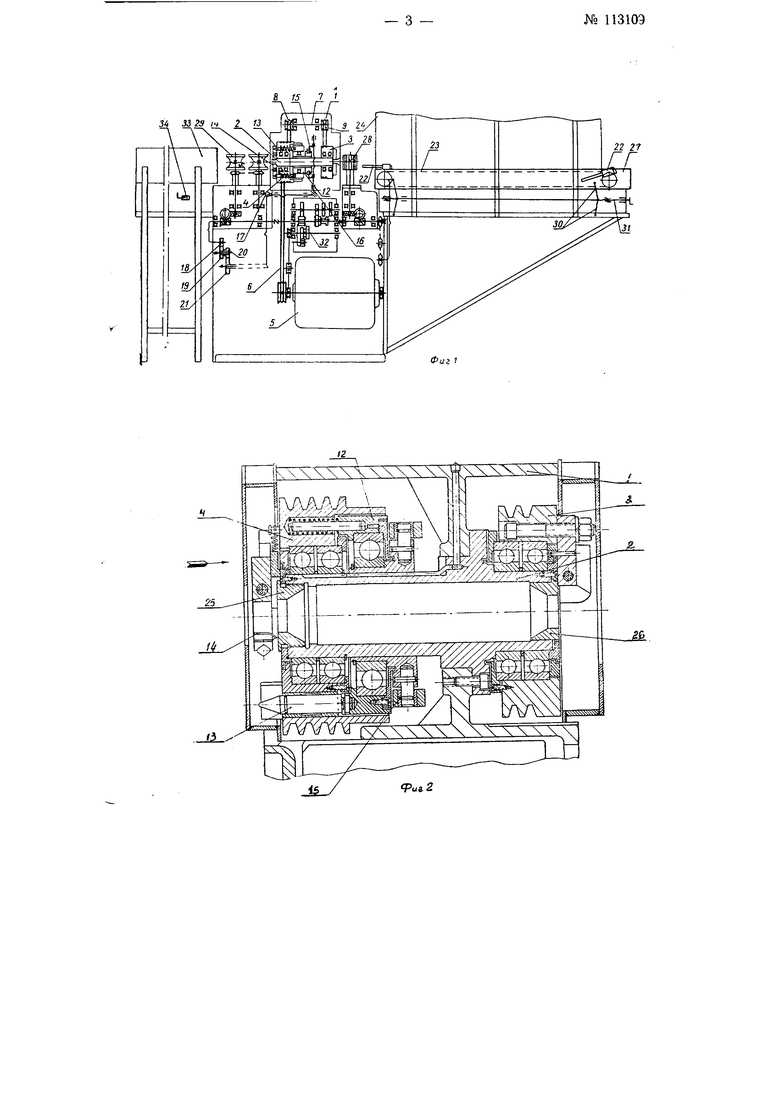
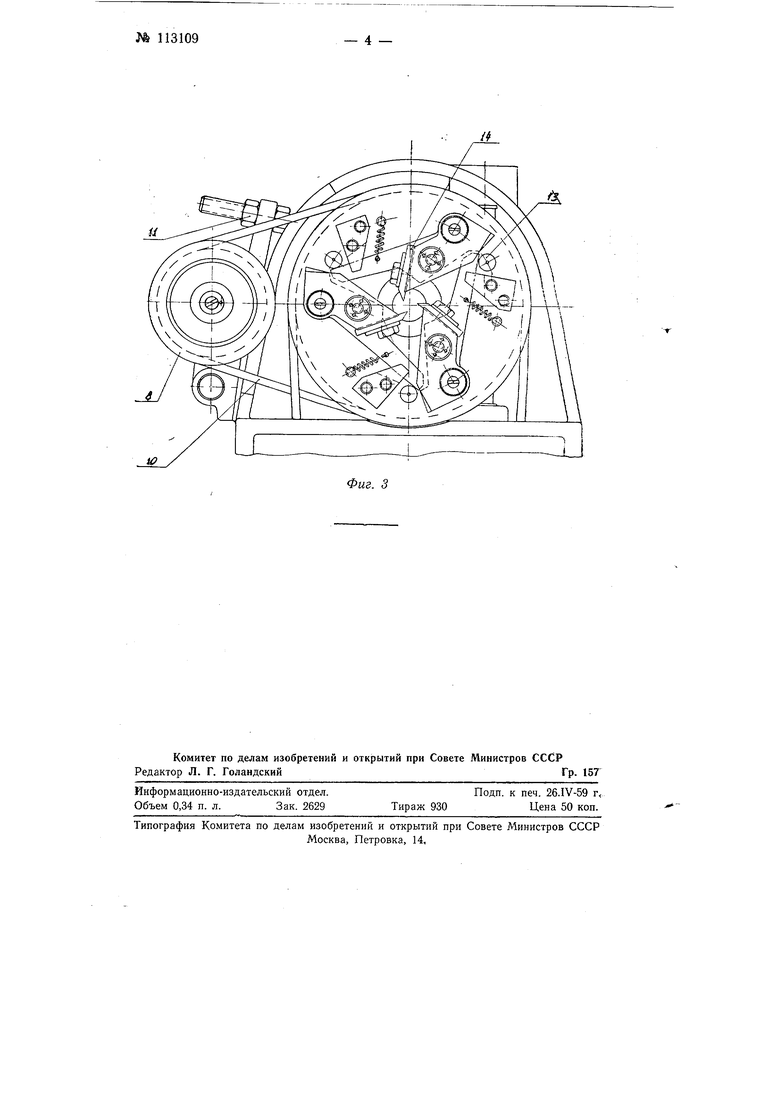
На фиг. 1 изображена кинематическая схема станка; на фиг. 2- схема шпиндельной головки станка; на фиг. 3-схема ножевой головки для фасонирования обрабатываемой детали.
Шпиндельная головка / станка представляет собой отливку коробчатой формы с расточкой под неподвижный пустотелый вал 2 (шпиндель) и укреплена на станине станка.
На переднем конце вала 2 на шарикоподшипниках установлена ножевая головка 3 для цилиндрического округления детали.
На другом конце вала 2 на шарикоподшипниках монтирована ножевая головка 4 для фасонирования обрабатываемой детали, получающая вращение от двигателя 5 через клиновые ремни 6. За шпиндельной головкой / расположен промежуточный вал 7 со шкивами 5 и 5 для клиновых ремней 10 и устройство 11 для их натяжения. Промежуточный вал 7 получает вращение от ножевой головки 4 и передает его ножевой головке 3.
№ 113109
Внутри корпуса головки 4 перемещается кольцо 12, на котором закреплены три конуса 13, передающие движение ножам 14. Перемещение кольца 12 осуществляется вилкой 15, закрепленной на вертикальном валике 16, которому вращение передается от кулака 17, являющегося копиром для того или иного профиля изделия. Вращение кулака 17 осуществлено через сменные шестерни 18, 19, 20 и 21 гитары настройки. При помощи сменных щестерен 18 гитара настраивается на соответствующее количество толкателей 22, закрепленных на бесконечном цепном транспортере 23 и подающих заготовку обрабатываемой детали из магазинной коробки 24.
Установка ножей 14 на размер диаметра обрабатываемой детали производится при помощи установочного валика.
На входе и выходе пустотелого вала 2 установлены сменные втулки 25 и 26 под размер диаметра обрабатываемой детали.
Толкатели 22 перемещаются по столу 27 и подают обрабатываемые детали к вальцам 28, установленным перед ножевой головкой 5, и к двум парам вальцов 29, расположенных за ножевой головкой 4. Стол 27 монтирован с возможностью его подъема и опускания посредством рычагов 30 и винта 31, в зависимости от диаметра обрабатываемой детали.
Привод вальцов 28 и 29 осуществлен от редуктора 32.
Станок снабжен разгрузочным устройством 33, снабженным счетчиком 34 готовых изделий.
На станке возможна работа с четырьмя скоростями подач: 6, 10, 14, 23 м/мин., что обеспечивает большую производительность станка за смену.
Процессы цилиндрического округления детали и ее фасонирование осуществляются последовательно ножевыми головками 3 и 4. Обработка деталей фасонного профиля происходит за счет раздвижения ножей, синхронизированного с подачей заготовок.
Предмет изобретения
1.Фасонно-круглопалочный станок для изготовления круглых деталей переменного сечения с применением автоматической подачи заготовок из магазинной коробки к подающим вальцам при помощи бесконечного цепного транспортера, с механизированной вальцовой подачей деталей к режущему инструменту, с двумя ножевыми головками-одной для цилиндрического округления деталей и другой для ее фасонирования, отличающийся тем, что, в целях повышения производительности, фасонная ножевая головка смонтирована на одном пустотелом валу с ножевой головкой цилиндрического округления и операция фасонирования круглой детали на переменное сечение осуществляется при непрерывной подаче деталей.
2.Станок по п. 1, отличающийся тем, что его фасонная ножевая головка с регулируемым от кулачкового копира раздвижением ножей, синхронно связана с автоматической подачей цепного транспортера.
| название | год | авторы | номер документа |
|---|---|---|---|
| Круглопалочный станок | 1988 |
|
SU1692831A1 |
| МНОГОРЕЗЦОВЫЙ ТОКАРНЫЙ АВТОМАТ | 1992 |
|
RU2087302C1 |
| КРУГЛОПАЛОЧНЫЙ СТАНОК | 1991 |
|
RU2012484C1 |
| Линия комплексной отделки щитовых деталей мебели | 1989 |
|
SU1676833A1 |
| Станок для обработки круглыхлЕСОМАТЕРиАлОВ | 1979 |
|
SU793768A1 |
| Агрегат для изготовления гнуто-пропильных деталей мебели | 1957 |
|
SU109496A1 |
| КРУГЛОПАЛОЧНЬГй СТАНОК ДЛЯ ИЗГОТОВЛЕНИЯ ДЕТАЛЕЙ ЦИЛИНДРИЧЕСКОГО И ФАСОННОГО ПРОФИЛЯ | 1969 |
|
SU240227A1 |
| Линия для изготовления деревянных деталей круглой формы | 1988 |
|
SU1639956A1 |
| КЛЕПКОФУГОВАЛЬНЫЙ СТАНОК | 2006 |
|
RU2322339C2 |
| Комбинированный станок для обработки спицы | 1939 |
|
SU80489A1 |
Фив 2
