Отличительной особенностью предлагаемого станка является совокупное применение в нем механизмов для цепной подачи заготовки, двух круглых пил для оторцовки, механизма для съема оторцованной заготовки и укладки ее на держатели, копировального аппарата для обработки спицы и ленточного транспортера для ее удаления.
Станок производит в основном три процесса: 1) точную торцовку клепки на нужный размер; 2) обработку клепки на спицу; 3) уборку от станка готовой спицы.
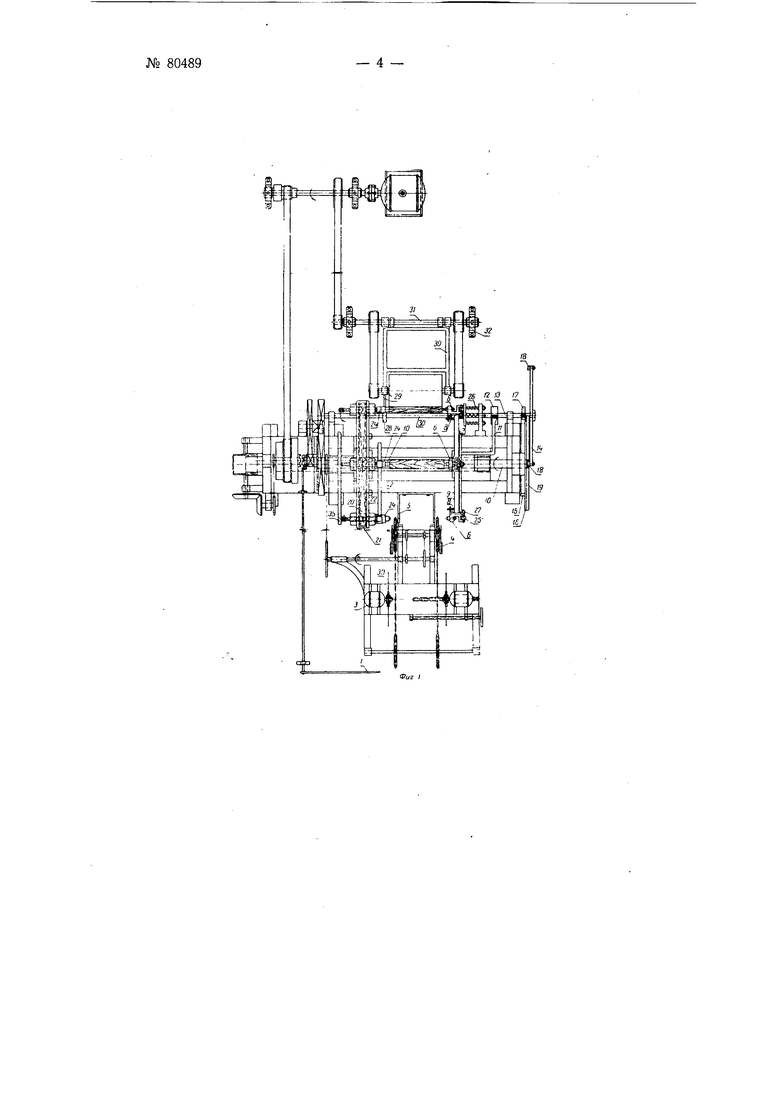
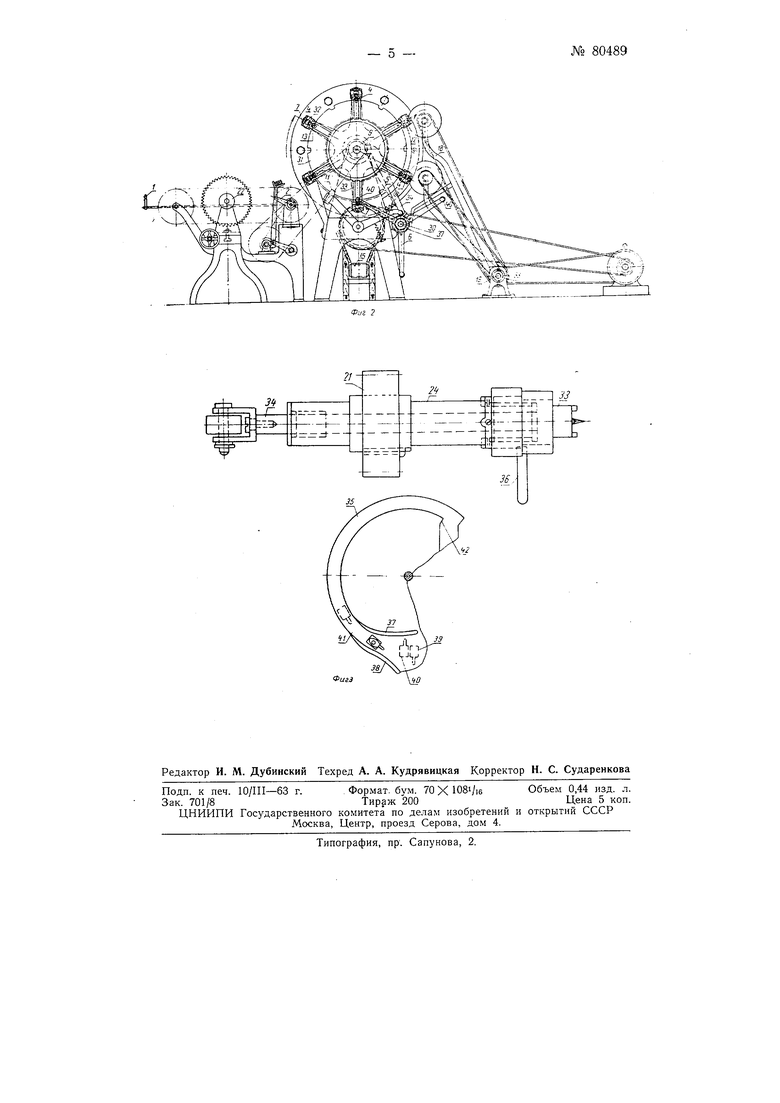
На фиг. 1 схематически изображен предлагаемый станок; на фиг. 2 рабочий шпиндель; на фиг. 3 - шпиндельный диск:
Рукояткой / производится включение следуюших механизмов: цепной подачи точной торцовки; механизма для съема клепки с цепей и ее укладки на держатели; подачи клепки сиицы к ножевым головкам, которая осушествляется периодически. Причем в это время одновременно производятся следующие операции: а) выключение врашения рабочего шпинделя при строго определенном положении прямоугольного копира; б) зажим в шпинделях клепки спицы; в) освобождение обработанной спицы; ленточного транспортера для удаления обработанной спицы; вращения рабочих шпинделей.
Сначала клепка проходит через торцовые пилы 2, приводящиеся в движение моторами 3, где она получает точный размер по длине, после чего снимается механизмом 4 и укладывается на держатели 5. При этом освобожденные шпиндели поворотом на Ve окружности становятся против торцов клепки, а задний шпиндель 6 освобождается опусканием сектора 7; пружина 8 продвигает по направляюшим зубчатого диска 9 задний шпиндель 6, и клепка зажимается в шпиндели. Каждый зуб диска 9 кончается направляющими заднего щпинделя 6. Сектор 7 может поворачиваться на валу 10. Поворот получается благодаря тому, что сектор 7 имеет плечо //, на конце которого шарнирно закреплен ролик, который катится но эксцентрику 12, а эксцентрик в
положении, а коиир должен занимать направление соответственно положению клепки. С этой целью, приводящая в действие рабочий шпиндель шестерня 21 соединена шпонкой с гильзой шпинделя 24, а патрон 55 .этого шпинделя соединяется в рабочее время с гильзой посредством расположенных под углом 90° четырех выступов на краях патронов и впадин для этих выступов в гильзе. Для того чтобы патроп 55 вывести из зацепления, нужно нажать шток 34. Выведенный из зацепления копир может поворачиваться на гильзе, а это дает возможность ставить прямоугольной копир в пеобходммое положение. После освобождения спицы ролик штока 34 встречает на своем пути направляющую 55 и выключает патрон 55 с копирами, благодаря продвижению штока 34 по гильзе шпинделя 24. При этом производится поворот прямоугольного копира и вала 10 на i/e окружности дальнейшим поворотом системы шпинделей, причем прямоугольный копир штифтом 36 встречает на своем пути направляющие 57 и 55 в точке 39 или 40 и продвижением вперед занимает положение 41. Далее направляющая 42 создает прямоугольному копиру постояпное положение, и как только на задний копир начинает действовать магазин пружин 26, направляющая 42 кончается, клепка проходит еще такое расстояние, при котором прямоугольный копир при повороте не мог задеть своей направляющей 42; в это время и кончается направляющая 55, и патрон включается в рабочее положение, а следовательно, клепка начинает вращаться, получив нужное положение копира, готовая встретить ножи ножевой головки.
Предмет изобретения
Комбинированный станок для обработки спицы, отличающийся совокупным применением в нем известных механизмов для цепной подачи заготовки, двух круглых пил для оторцовки, мехапизма для съема оторцованной заготовки, копировального аппарата для обработки спицы и ленточного транспортера для ее удаления.
- 3 -№ 80489

| название | год | авторы | номер документа |
|---|---|---|---|
| Агрегат для обработки клепки остова бочек | 1958 |
|
SU117231A1 |
| ТОРЦОВОЧНО-СОРТИРОВОЧНЫЙ АГРЕГАТ | 1971 |
|
SU309810A1 |
| СПОСОБ ОБРАБОТКИ ИЗДЕЛИЙ ИЗ ДРЕВЕСИНЫ ПОПЕРЕК ВОЛОКОН В ДВУХ И БОЛЕЕ ПЛОСКОСТЯХ РАЗЛИЧНЫХ ФОРМ ПОПЕРЕЧНЫХ СЕЧЕНИЙ | 2012 |
|
RU2516781C1 |
| Торцовочный станок | 1985 |
|
SU1308472A1 |
| Копировальный станок-автомат для колесных спиц | 1950 |
|
SU99539A1 |
| ПОТОЧНАЯ ЛИНИЯ ДЛЯ ПРОИЗВОДСТВА БАРАНОЧНЫХ ИЗДЕЛИЙ | 1965 |
|
SU214451A1 |
| Роторный автомат | 1984 |
|
SU1255392A1 |
| Станок для резки длинномерного материала | 1987 |
|
SU1696177A1 |
| Станок для обработки концов труб | 1982 |
|
SU1065088A1 |
| КОНЦЕРАВНИТЕЛЬНЫЙ СТАНОК ДЛЯ ТОРЦОВКИ ДЕРЕВЯННЫХ ЗАГОТОВОК | 1973 |
|
SU363584A1 |

Фг/гл
33
