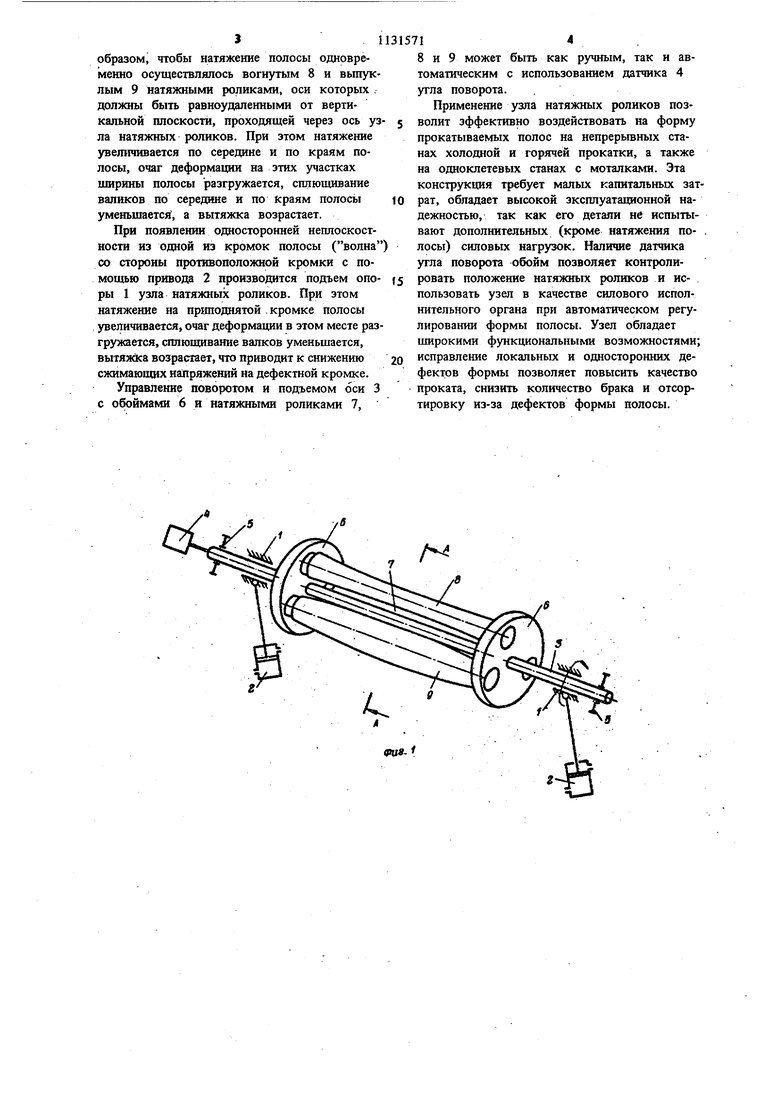
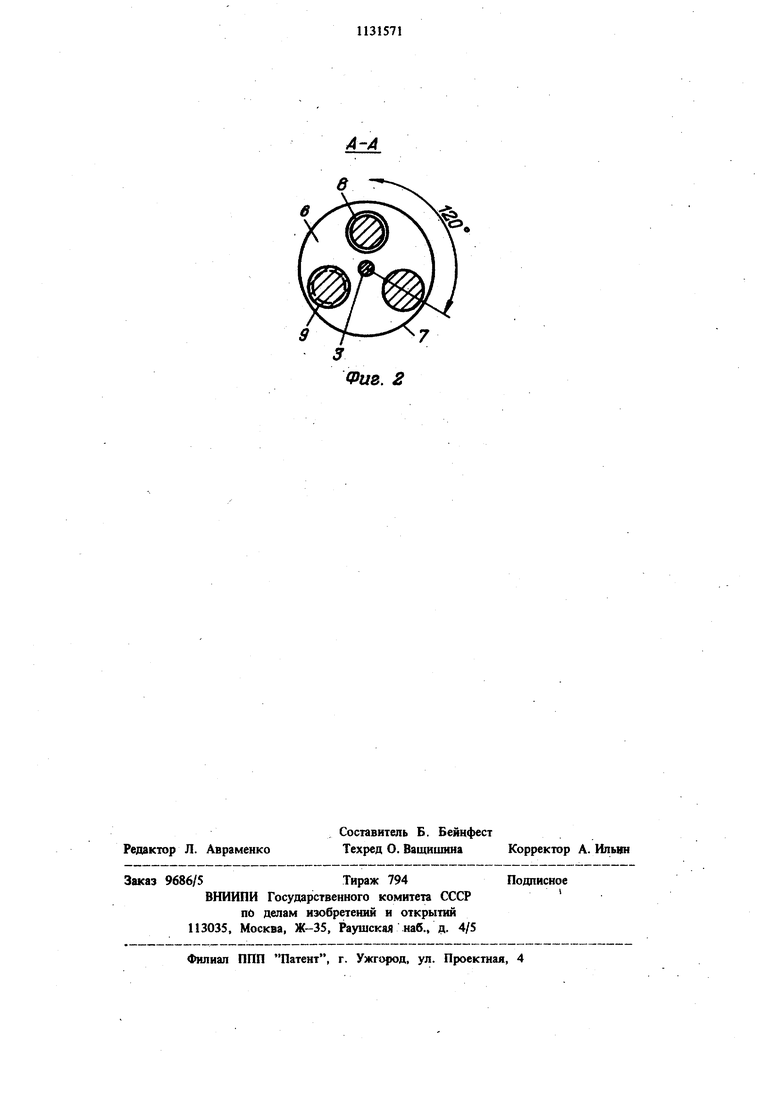
СП Изобретение относится к обработке металлов давлением, в частности к прокатке полос, и может быть использовано на тонко листовых станах горячей и холодной прокат ки. Известно, что в листопрокатном производстве для обеспечения плоскостности поло сы прикладывают внешнее неравномерное по ширине полосы натяжение, создаваемое, например, профилированными натяжными роли ками. Известен, в частности, узел натяжного ролика, который с целью стабилизации натяжки по ширине полосы снабжен установленным на эксцентриковом валу дополнительным циливдрическим опорным роликом, взаимодействующим с натяжным роликом, поверхность бочки которого выполнена вогнутой. Для создаюш выпуклого профиля i опорный ролик поджимает бочку натяжного ролика 1. Недостатками данного узла являются не возможность исправления односторонней и локальной неплоскостности полосы и возникнове1ше дополнительных напряжений в подшипниковых опорах натяжного ролика, вызванных изгибающими усилиями, что повлечет за собой снижение эксплуатационной надежности узла. Известен узел натяжных роликов тонколистового прокатного стана, содержащий установленные на горизонтальной оси с возможностью поворота обоймы, в которых монтированы с угловым шагом 120° подши никовые опоры трех натяжных роликов, один из которых выполнен цилиндрическим, а также привод поворота обоймы и средства вертикальной установки обоймы 2. . Конструкция этого узла позволяет поочередно вводить натяжные ролики в контакт с полосой, но поскольку ролики имеют оди наковую шшиндрическую форму, возможност воздействия на распределение вытяжек по цшрине полосы с помощью данного устройства не достигается. Цель изобретения - улучшение плоскосткости полосы путем стабилизации вытяжки по ее ширине. Поставленная цель достигается тем, что в узле натяжных роликов тонколистового прокатного стана, содержащем установленные на горизонтальной оси с возможностью поворота обоймы, в которых смонтированы с угловым шагом 120° подшипниковые опоры трех натяжных роликов, один из которых выполнен цилиндрическим, а также привод поворота обоймы и механизм вертикальной установки обоймы, второй и третий ролики выполнены профилированными соответственно с вогнутой и выпуклой бочками, а привод поворота обоймы снабжен датчиком угла ее поворота. Такое вьшолнение узла позволяет поочередно вводить в контакт с полосой ролики требуемой профилировки в зависимости от характера нарушения плоскостности полосы, и благодаря воздействию на распределение вытяжек по ширине полосы стабилизировать их и тем самым улучшить плоскостность полосы. На фиг.. 1 изображен узел натяжных роли-. ков; на фиг. 2 - разрез А-А на фиг. 1. Узел натяжных роликов включает опоры 1 с приводами 2 их перемещения в вертикальной плоскости, ось 3 с датчиком 4 угла .поворота и жестко посаженной на ней шестерней 5, связанной с гидроприводом поворота оси (не показан), двумя обоймами 6, в которых осесимметрично, с. угловым щагом 120° установлены на подшипниках шейки цилиндрического 7, вогнутого 8 и вьшуклого 9 натяжных роликов. Узел натяжных роликов непрерывного тонколистового стана работает следующим образом. В процессе работы стана натяжение плоской полосы осуа1ествляют цилиндрическим натяжным роликом 7, ось которого лежит в вертикальной плоскости, проходящей через ось узла натяжных роликов. При появлении дефекта неплоскостности . посередине полосы (короб) гидропривод поворачивает ось 3 с обоймами 6 и натяжными роликами 7, 8 и 9 таким образом, чтобы натяжение осуществлялось вогнутым натяжным роликом 8 и ось данного ролика лежала в вертикальной плоскости, проходящей через ось узла. При этом натяжение по краям полосы увеличивается, очаг деформации на зтих участках ширины полосы разгружается, сплющивание валков по краям полосы уменьшается, а вытяжка возрастает. При появлении дефекта неплоскостности по краям полосы (волна) гидропривод поворачивает ось 3 с обоймами 6 и натяж1П)1ми роликами 7, 8 и 9 таким образом, чтобы натяжение осуществлялось выпуклым натяжным роликом 9, ось которого должна лежать в вертикальной плоскости, проходящей, через ось узла. При этом натяжение посередине полосы величивается, очаг деформации в этом месте разгружается, сплющивание валков уменьшается, а вытяжка возрастает. При появлении дефектов на локальных прикромочных участках по ширине полосы гидропривод поворачивает ось 3 с обоймами 6 и натяжными роликами 7, 8 и 9 таким
образом, чтобы натяжение полосы одновременно осуществлялось вогнутым 8 н вьтуклым 9 натяжными роликами, оси которых . должны быть равноудаленными от вертикальной плоскости, проходящей через ось уз ла натяжных роликов. При этом натяжение увеличивается по середине и по краям полосы, очаг деформация на этих участках ширины полосы разгружается, сплющивание валиков по середине и по краям полосы уменьшается, а вытяжка возрастает.
При появлении односторонней неплоскостности из одной из кромок полосьЕ (волна со стороны противоположной кромки с помощью привода 2 производится подъем опоры 1 узла натяжных роликов. При этом натяжение на пршюднятой .кромке полосы увеличивается, очаг деформащ1и в этом месте разгружается, сплющивание валков уменьшается, вытяжка возрастает, что приводит к снижению сжимающих напряжений на дефектной кромке.
Управление поворотом и подъемом оси 3 с обоймами 6 и натяжными роликами 7,
8 и 9 может быть как ручным, так н автоматическим с использованием датчика 4 угла поворота.
Применение узла натяжных роликов позволит эффективно воздействовать на форму прокатываемых полос на непрерьтных станах холодной и горячей прокатки, а также на одноклетевых станах с моталками. Эта конструкция требует малых капитальных затрат, обладает высокой эксплуатационной надежностью, так как его детали не испытывают дополнительных (кроме натяжения полосы) силовых нагрузок. Наличие датчика угла поворота обойм позволяет контролировать положение натяжных роликов и использовать узел в качестве силового исполнительного органа при автоматическом регулировании формы полосы. Узел обладает широкими функщюнальными возможностями; исправление локальных и односторонних дефектов формы позволяет повысить качество проката, снизить количество брака и отсортировку из-за дефектов формы полосы.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел натяжного ролика прокатного стана | 1978 |
|
SU787127A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Петледержатель непрерывного прокатного стана | 1986 |
|
SU1405930A1 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Ролик | 1979 |
|
SU818686A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| Устройство для автоматического регули-РОВАНия плОСКОСТНОСТи пРОКАТыВАЕМыХпОлОС | 1978 |
|
SU827204A1 |
| СПОСОБ ГОРЯЧЕЙ ПРОКАТКИ ТОНКИХ ПОЛОС НА ШИРОКОПОЛОСНОМ СТАНЕ | 2014 |
|
RU2578328C2 |
| Узел валков прокатной клети кварто полосового стана | 1989 |
|
SU1713696A1 |
УЗЕЛ НАТЯЖНЫХ РОЛИКОВ ТОНКОЛИСТОВОГО ПРОКАТНОГО СТАНА, содержащий установленные на горизонтальной оси с возможностью поворота обоймьь в которых смонтированы с угловым шагом 120 нодшшпшковые опоры трех натяжных роликов, один из которых выполнен цилиндрическим, а также привод поворота обоймы и механизм вертикальной установки обоймы, отличаюшийся тем, что, с целью улучшения плоскостности полосы путем стабилизации вытйжки но ее ширине, второй и третий ролики выполнены профилированными соответственно с вогнутой и выпуклой бочками, а привод поворота обоймы снабжен датчиком угла ее поворота.
/
908-1
в
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Узел натяжного ролика прокатного стана | 1978 |
|
SU787127A1 |
| Выбрасывающий ячеистый аппарат для рядовых сеялок | 1922 |
|
SU21A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Авторское свидетельство СССР | |||
| Устройство для контроля и регулирования натяжения полосы в прокатном стане | 1952 |
|
SU99941A2 |
