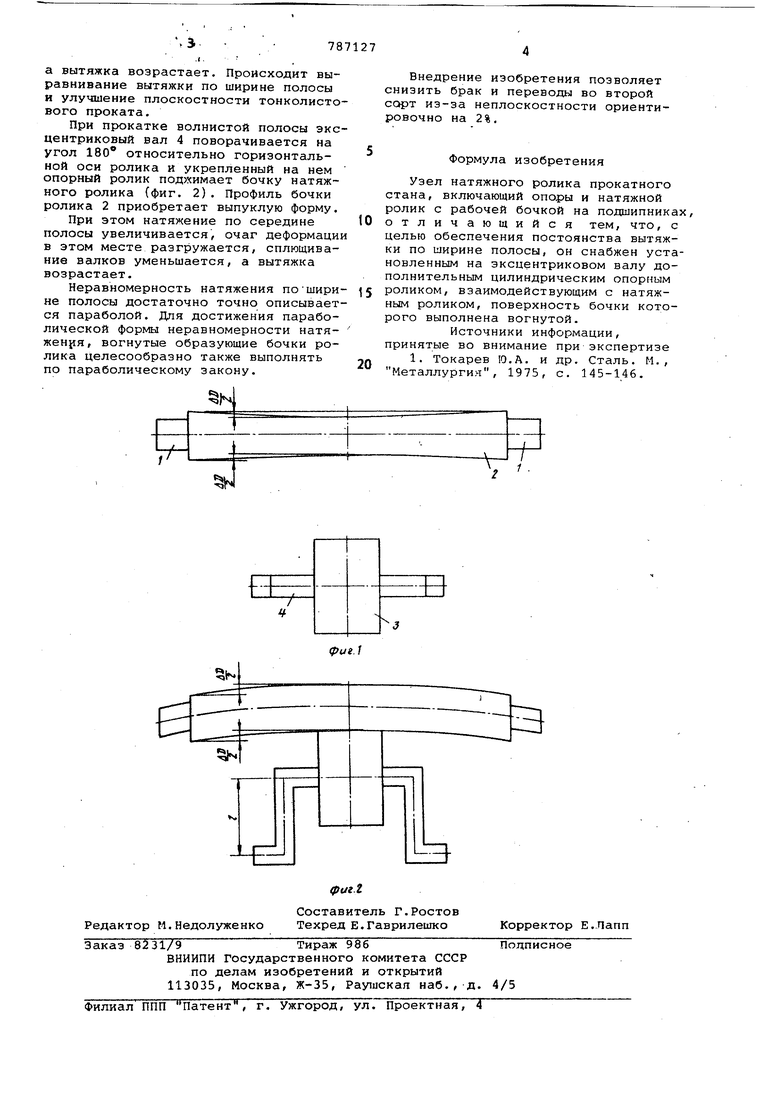
Изобретение относится к обработке металлов давлением, в частности к прокатке. Известно, что в листопрокатном пр изводстве для обеспечения плоскостно сти полосы применяется внешнее нерав номерное по ширине полосы натяжение создаваемое, например, за счет применения профилированных роликов. Известен узел натяжного ролика прокатного стана, включающий опоры и натяжной ролик с рабочей бочкой и шейками, которыми он установлен в опорах на подшипниках 1. Недостатком данного узла является невозможность перераспределения натяжения по ширине полосы во время прокатки, т. е. целенаправленного влияния на процесс прокатки, выравнивания вытяжки и улучшение пяоскос ности полосы. Цель изобретения - обеспечение постоянства вытяжки по ширине полосы за счет изменения неравномерности на±яжения. Цель достигается тем,что узел на тяжного ролика прокатного стана, вкл чающий опоры и натяжнойролик с рабочей бочкой и шейками, которыми он установлен в опорах на подшипниках, снабжен установленным на эксцентриковом валу дополнительным цилиндрическим опорным роликом, взаимодействующим с натяжным роликом, поверхность бочки которого выполнена вогнутой. На фиг. 1 изображен узел натяжного ролика; на фиг. 2 - то же, в момент поджатия натяжного ролика опорным. Узел натяжного ролика включает опоры (на чертеже не показаны), натяжной ролик, который содержит шейки 1 и бочку 2 с вогнутым профилем образующих, опорный.ролик цилиндрического профиля 3, эксцентриковый вал 4. Узел натяжного ролика прокатного стана работает следующим образом. В процессе работы стана при прокатке коробоватой полосы эксцентриковый вал 4 повернут на 90 относительн горизонтальной оси ролика и опорный ролик 3, укрепленный на нем, не соприкасается с натяжным роликом 2. Профиль натяжного ролика имеет вогнутую форму (фиг. 1). При вогнутом профиле ролика натяжение по краям полосы увеличивается, очаг деформации на этих участках ширины полосы разгружается, сплющивание валков по краям полосы уменьшается. а вытяжка возрастает. Происходит выравнивание вытяжки по ширине полосы и улучшение плоскостности тонколисто вого проката. При прокатке волнистой полосы экс центриковый вал 4 поворачивается на угол 180 относительно горизонтальной оси ролика и укрепленный на нем опорный ролик поджимает бочку натяжного ролика (фиг. 2). Профиль бочки ролика 2 приобретает выпуклую форму. При этом натяжение по середине полосы увеличивается, очаг деформаци в этом месте разгружается/ сплющивание валков уменьшается, а вытяжка возрастает. Неравномерность натяжения пошири не полосы достаточно точно описывает ся параболой. Для достижения параболической формы неравномерности натяженря, вогнутые образующие бочки ролика целесообразно также выполнять по параболическому закону. Внедрение изобретения позволяет снизить брак и переводы во второй сорт из-за неплоскостности ориентировочно на 2%. Формула изобретения Узел натяжного ролика прокатного стана, включающий опоры и натяжной ролик с рабочей бочкой на подшипниках, отличающийся тем, что, с целью обеспечения постоянства вытяжки по ширине полосы, он снабжен установленным на эксцентриковом валу дополнительным цилиндрическим опорным роликом, взаимодействующим с натяжным роликом, поверхность бочки которого выполнена вогнутой. Источники информации, принятые во внимание при экспертизе 1. Токарев 10.А. и др. Сталь. М. , Металлургия, 1975, с. 145-146.
| название | год | авторы | номер документа |
|---|---|---|---|
| Узел натяжных роликов тонколистового прокатного стана | 1983 |
|
SU1131571A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| Петледержатель непрерывного прокатного стана | 1986 |
|
SU1405930A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| УЗЕЛ ВАЛКОВ ПРОКАТНОЙ КЛЕТИ ПОЛОСОВОГО СТАНА | 1998 |
|
RU2129927C1 |
| Ролик | 1979 |
|
SU818686A1 |
| НЕРЕВЕРСИВНЫЙ СТАН ДЛЯ ПРОКАТКИ ТОНКИХ И ТОНЧАЙШИХ ЛЕНТ | 2004 |
|
RU2254945C1 |
| Способ профилирования валков прокатного стана | 1979 |
|
SU863029A1 |
| СПОСОБ УПРАВЛЕНИЯ ТЕПЛОВЫМ ПРОФИЛЕМ ВАЛКОВ ПРОКАТНОГО СТАНА | 1997 |
|
RU2115494C1 |
| РАБОЧАЯ КЛЕТЬ ДЛЯ ПРОКАТКИ ПОЛОС | 2007 |
|
RU2349399C1 |
