занного поршня выполнена в виде усеченного конуса; образующая которого наклонена к геометрической оси ролика соответственно углу наклона внешней образующей дополнительного порщня, а щтоки обоих поршней установлены с одной стороны от центра ролика, при этом каждый из них снабжен индивидуальным приводом, а внутренняя поверхность бочки и взаимодействующего с ней поршня .выполнены цилиндрическими; и выполнение дополнительного поршня цилиндрическим при взаимодействии его с внутренней поверхностью бочки, причем штоки поршней установлены по противоположным концевым частям бочки и пропущены через цапфы.
На фиг. 1 изображен общий вид ролика, продольный разрез; на фиг. 2 - то же, вариант исполнения; на фиг. 3 - вариант исполнения устройства для регулирования профиля внешней образующей бочки ролика; на фиг. 4-6 конфигурация профиля внешней образующей бочки ролика в рабочем положении при регулировании натяжения по ширине пропитываемой полосы; на фиг. 7 - вариант исполнения устройства для регулирования профиля внешней образующей бочки ролика; на фиг. 8, 9 - положение рабочих элементов устройства для регулирования профиля внешней образующей бочки согласно варианту фиг. 7.
Ролик состоит из цапф 1, полой бочки, выполненной из двух усеченных полых конусов 2 и 3, сопряженных по меньшим основаниям в центре ролика. В полости бочки установлено устройство для регулирования профиля внешней образующей бочки, включающее в себя подвижный вдоль оси ролика конусный поршень 4 со штоком 5, связанным с приводом возвратно-поступательного перемещения, например поршневым, при этом предполагается вариант выполнения внешней образующей бочки, когда ее конические поверхности сопрягаются в центре ролика по большим основаниям (фиг. 2).
Изобретение предполагает также дополнительно две модификации исполнения устройства для регулирования профиля внешней образующей профиля.
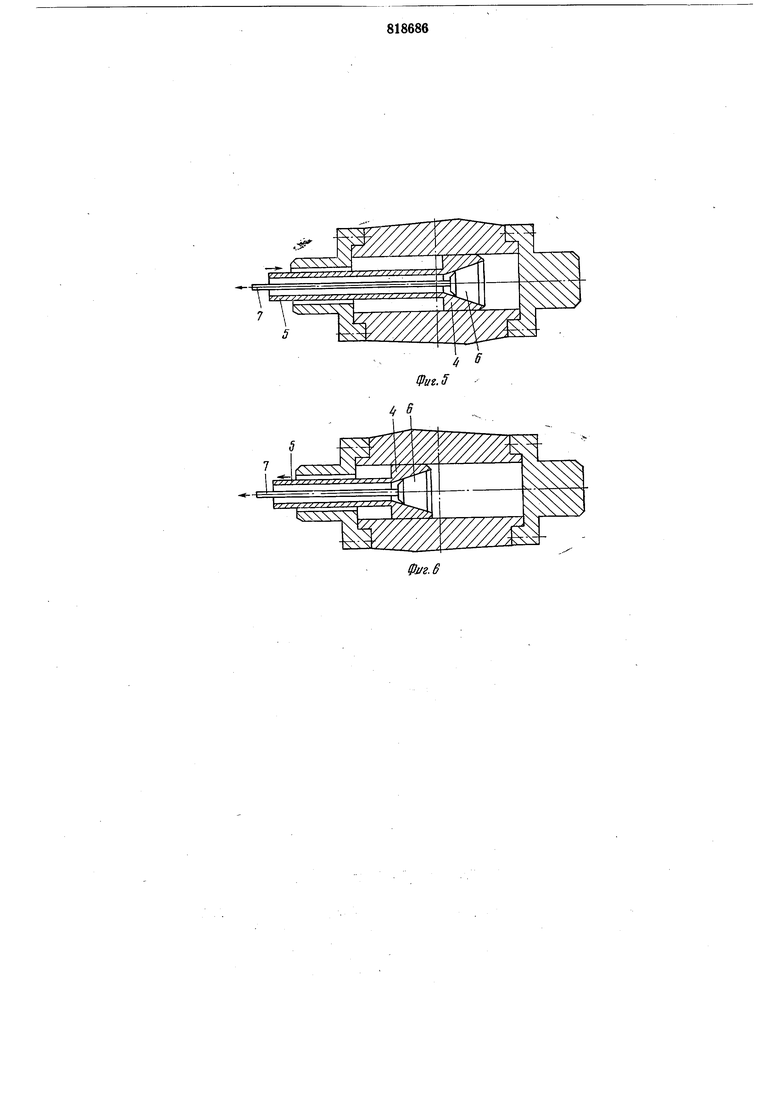
Взаимодействующий с внутренней образующей бочки поршень 4 и штрк 5 выполняются полыми и через них пропускается дополнительный конический поршень 6 со штоком 7. Полость поршня 4 выполняется в виде усеченной конической поверхности соответственно образующей линии конической поверхности поршня 4, при этом внешняя поверхность поршня 4 и внутренняя поверхность бочки выполнены цилиндрическими, а оба штока 5 и 7 снабжены приводами возвратно-поступательного перемещения (фиг. 3).
Другая модификация исполнения устройства для регулирования профиля образующей бочки заключается в том, что оба поршня 4 и 6 выполняются цилиндрическими, устанавливаются друг против друга так, что каждый из них взаимодействует с внутренней образующей бочки, а их штоки 5 и 7 пропущены через противоположные цапфы ролика.
Ролик петледержателя листового стана холодной прокатки работает следующим
образом.
В процессе работы стана при прокатке коробоватой полосы профиль внещней образующей бочки ролика имеет вогнутую форму (фиг. 1).
При вогнутом профиле ролика натяжение по краям полосы увеличивается, давление в очаге деформации на этих участках ширины полосы уменьшается, сплющивание валков прокатной клети по краям
полосы уменьщается, а вытяжка возрастает. Происходит выравнивание вытяжки по ширине полосы и улучшение плоскостности тонколистового проката.
При прокате волнистой полосы шток 5
перемещает поршень 4 вдоль внутренней полости бочки (фиг. 2). Поршень упирается во внутренний конус бочки, создает распор бочки ролика. Профиль бочки ролика приобретает выпуклую форму.
При этом натяжение по середине полосы увеличивается, давление металла на валки уменьшается, сплющивание валков уменьщается и вытяжка возрастает. Таким образом достигается выравнивание вытяжки по ширине полосы и улучшение плоскостности холоднокатаных полос. На фиг. 3 изображен вариант ролика петледержателя прокатного стана, который содержит бочку с вогнутым профилем наружных образующих и цилиндрической внутренней полостью, дополнительный поршень 6, пропущенный через поршень 4. При прокатке коробоватой полосы профиль внещней образующей бочки ролика имеет
вогнутую форму (фиг. 3).
При прокатке волнистой полосы шток 7
путем перемещения дополнительного порщня 6 во внутреннюю образующую поршня
4, установленного по середине бочки, создают внутренний распор бочки ролика. Профиль внешней образующей бочки приобретает при этом выпуклую форму. При прокатке волнистой по правому краю полосы поршень 4 перемещают на правый
край бочки (фиг. 4).
Шток 7, перемещая дополнительный порщень 6, создает распор бочки ролика по правому краю. При прокатке волнистой по левому краю
полосы поршень 4 перемещают на левый
край бочки (фиг. 5). Шток 7 перемещает
поршень 6, за счет чего создается распор
бочки ролика по левому краю.
Для модификации устройства для регулирования профиля внешней образующей
бочки с двумя рабочими поршнями изменение профиля бочки осуществляют следующим образом.
При прокатке коробоватой полосы профиль бочки имеет вогнутую форму, поршень 4 отведен в крайнее левое положение, а поршень 6 - в крайнее правое положение, внутреннее напряжение отсутствует (фиг. 7),
При прокатке волнистой полосы порщни 4 и 6 сведены к центру бочки валков, создается внутренний распор по центру бочки ролика. Профиль бочки ролика при этом приобретает выпуклую форму (фиг. 8).
При прокатке волнистой по правому краю полосы поршень 4 перемещается в крайнее правое положение, а поршень 6 перемещается за центр бочки. Создается внутренний распор по правому краю (фиг. 9) бочки.
Таким образом достигается выравнивание вытяжки по ширине полосы и улучшение плоскостности холоднокатаных полос.
Формула изобретения
1. Ролик, содержащий цапфы, полую бочку с регулируемым профилем внешней образующей и размещенное внутри полости бочки устройство для регулирования профиля внешней образующей бочки, отличающийся тем, что, с целью обеспечения возможности регулирования профиля прокатываемой полосы в линии листовых станов, устройство для регулирования профиля бочки выполнено в виде подвижного вдоль оси бочки штока с конусным поршнем, взаимодействующим с внутренней образующей бочки, а внешняя и внутренняя образующие бочки спрофилированы
в форме двух противонаправленных усеченных конических поверхностей, сопряженных по меньшим основаниям в центре ролика.
2.Ролик по п. 1, отличающийся тем, что внешняя образующая бочки выполнена в виде двух усеченных конических поверхностей, сопряженных в центре ролика по большим основаниям.
3.Ролик- по п. 1, отличающийся тем, что устройство для регулирования профиля бочки снабжено дополнительным подвижным щтоком с коническим поршнем, коаксиально размещенным в поршне, взаимодействующим с внутренней образующей бочки, причем внутренняя поверхность указанного поршня выполнена в виде усеченного конуса, образуюшая которого наклонена к геометрической оси ролика соответственно углу наклона внешней образующей дополнительного поршня, а штоки обоих поршней установлены с одной стороны от центра ролика, при этом каждый иЗ них снабжен индивидуальным приводом, а внутренняя поверхность бочки и взаимодействуюпхего с ней поршня выполнены цилиндрическими.
4.Ролик по п. 3, отличающийся тем, что дополнительный поршень выполнен цилиндрическим и взаимодействует с внутренней поверхностью бочки, причем штоки обоих поршней пропущены через цапфы ролика.
Источники информации, принятые во внимание при экспертизе
1.Целиков А. И. и др. Прокатные станы, М., Металлургиздат, 1958, стр. 130- 131.
2.Авторское свидетельство СССР № 348456, кл. В 21 В 27/00, 1970.

| название | год | авторы | номер документа |
|---|---|---|---|
| Валок прокатного стана | 1984 |
|
SU1169766A1 |
| РОЛИК ПЕТЛЕДЕРЖАТЕЛЯ | 2008 |
|
RU2373008C1 |
| Узел натяжного ролика прокатного стана | 1978 |
|
SU787127A1 |
| Петледержатель непрерывного прокатного стана | 1986 |
|
SU1405930A1 |
| Клеть стана для прокатки полосы | 1979 |
|
SU789169A1 |
| СПОСОБ РЕГУЛИРОВАНИЯ ПЛОСКОСТНОСТИ ПОЛОС ПРИ ПРОКАТКЕ | 2008 |
|
RU2386491C2 |
| Валковый узел прокатной клети кварто | 1990 |
|
SU1733136A1 |
| ШИРОКОПОЛОСНЫЙ СТАН ГОРЯЧЕЙ ПРОКАТКИ | 2004 |
|
RU2268794C1 |
| ПЕТЛЕДЕРЖАТЕЛЬ | 1997 |
|
RU2134170C1 |
| Рабочий валок клети кварто широкополосного стана горячей прокатки,комплект рабочих валков клети кварто широкополосного стана горячей прокатки и способ калибровки комплектов рабочих валков клетей кварто чистовой группы широкополосных станов горячей прокатки | 1985 |
|
SU1424889A1 |


..
Фиг.7
4 6
фуг. 8
7
