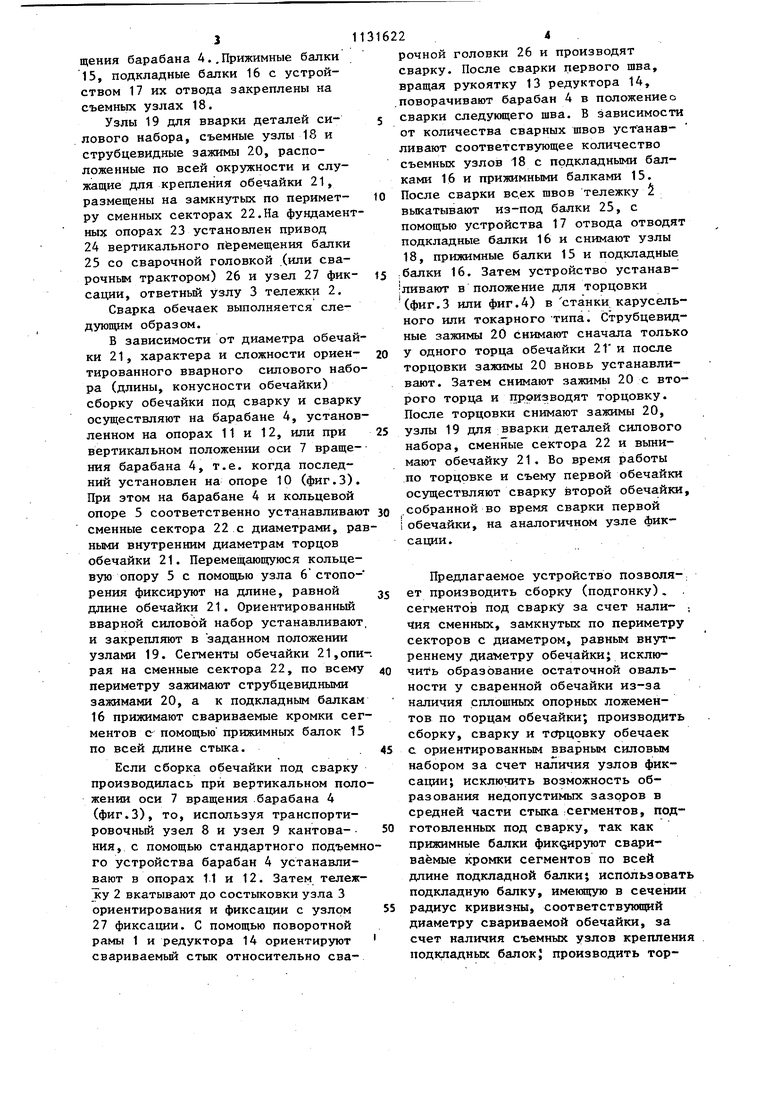
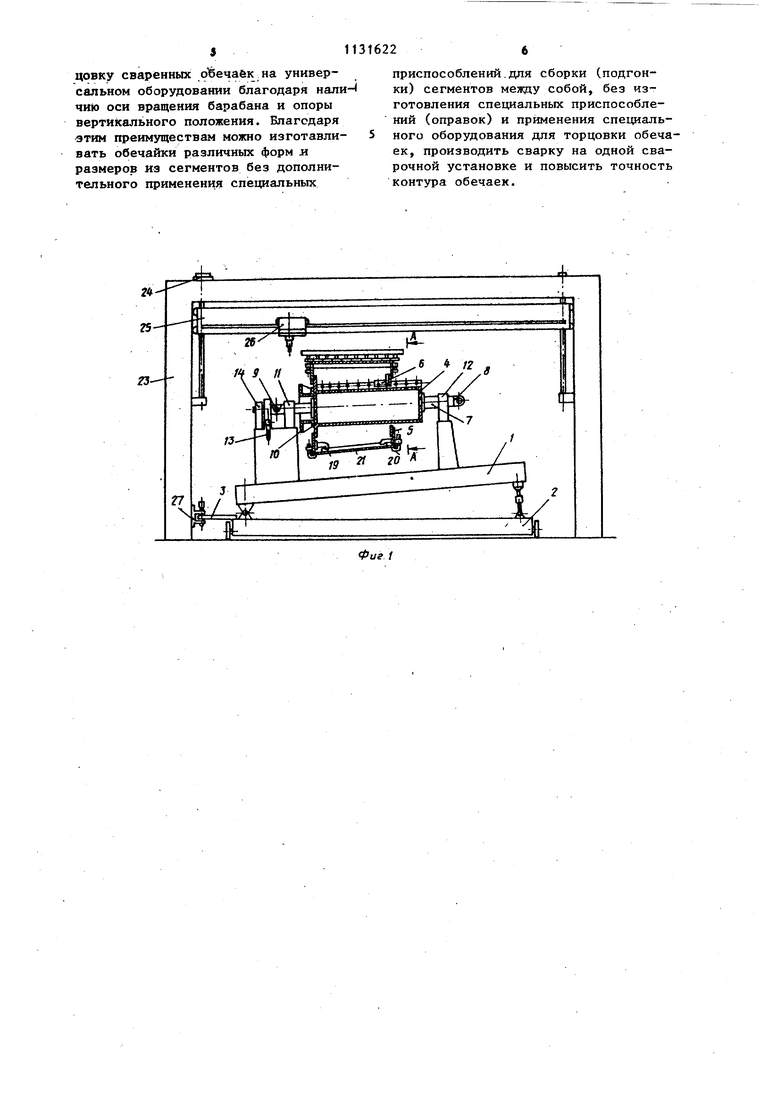
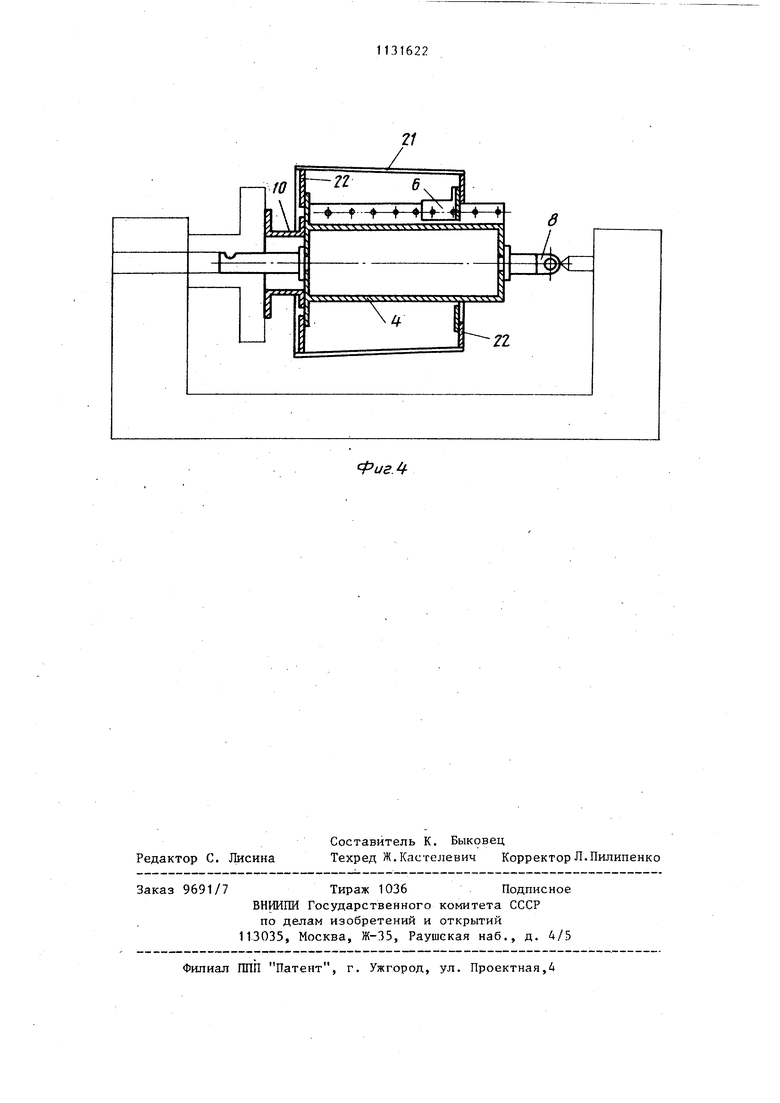
Изобретение относится к сварке металлов, в частности к устройствам для сборки и сварки обечаек, и.может- быть использовано в машиностроительной промышленности. Известно устройство для сборки и сварки обечаек, содержащее фундамент с подкладкой и прижимной балкой и сварочной головкой L1D. Недостатками этого устройства являются невозможность сварки большой номенклатуры обечаек различных форм и размеров, а также сварки обе4аек, имеющих сварной ориентирован ный силовой набор, и невысокая точность изготовления обечаек. Наиболее близким к предлагаемому по технической сущности и достигаемому результату является устройство для сборки и сварки обечаек из сегментов, содержащее тележку, смонтированную на фундаменте с узлом фиксации сегментов обечайки, закрепленным на тележке. Узел фиксации выполнен в виде поворотной скобы, установлен- ной на валу, одним своим концом смонтированным в разъемном, регулируемом по высоте подшипника, закрепленном на тележке. Для придания заданного контура обечайке при сборке на валу установлены две параллельные группы сменных и разжимных.тяг, на которых закреплены подкладные балки На последних установлены перемещающи ся скобообразные прижимы для обечайки. Однако известное устройство имеет следующие недостатки: оно позволяет только сваривать готовые сегменты, а для подгонки сегментов часто требу ется дополнительное приспособление, отсутствуют сплошные опорные ложемен ты по торцам обечайки, что приводит к появлению остаточной овальности; сварка различных по диаметру обечаек на подкладной шине, имеющей в сечении постоянный радиус кривизны, также искажает контур; в средней части стыка сегментов, подготовленных под сварку тонкостенных обечаек, возможно образование недопустимых зазоров из-за их малой жесткости, наличия прижимов только с торцов сегментов у подкладной шины и отсутствия прижимной балки в конструкции узла фиксации; нельзя производит сборку и вварку обечаек с ориентированным сварным силовым набором отсутствует возможность торцовки сваренных обечаекJ т.е. для торцовки необходимо применение специаль- ных оправок, приспособлений, а иногда и специального оборудования. Цель изобретения - расширение технологических возможностей путем обеспечения сборки, сварки и торцовки обечаек различных форм и размеров и повышение точности контуров обечаек. Поставленная цель достигается тем, что в устройстве для сборки, сварки и торцовки обечаек из сегментов, содержащем фундамент, верхнюю балку со сварочной головкой, подкладные и прижимные балки, тележку, смонтированную на фундаменте с узлом фиксации сегментов обечайки, узел фиксации сегментов обечайки выполнен в виде поворотной рамы и съемного барабана с опорой вертикального положения и осью вращения, имеющей на одном конце транспортировочный узел, а на другом - узел кантования, при этом на барабане размещены сменные, замкнутые по периметру сектора, на которых закреплены съемные узлы для подкладных и прижимных балок и передвижная кольцевая опора. Сменные сектора съемного барабана снабжены узлами фиксации деталей силового набора и струбцевидными зажимами.. На фиг.1 изображено предлагаемое устройство для сборки, сварки и торцовки обечаек, общий вид, на фиг.2 - сечение А-А на фиг.1; на фиг. 3 - узел фиксации сегментов обечайки в положении для торцовки обечайки на станках карусельного типа и сборки под сварку сегментов обечайки в вертикальном положении; на фиг.4 - узел фиксации сегментов обечайки в положении для торцовки обечайки на станках токарного типа. Устройство содержит поворотную раму 1, установленную на тележку 2, с узлом 3.ориентирования и фиксации, съемньй барабан 4 с одной перемещающейся кольцевой опорой 5, имеющей узел 6 стопорения, с осью 7 вращения, с транспортировочным узлом 8, с узлом 9 кантования и опорой 10 вертикального положения, которые размещены в опорах 11 и 12. Рукоя.тка 13 редуктора 14 служит для вращения барабана 4.,Прижимные балки 15, подкладные балки 16 с устройством 17 их отвода закреплены на съемных узлах 18.
Узлы 19 для вварки деталей силового набора, съемные узлы 18 и струбцевидные зажимы 20, расположенные по всей окружности и служащие для крепления обечайки 21, размещены на замкнутых по периметру сменных секторах 22,Еа фундаментных опорах 23 установлен привод
24вертикального перемещения балки
25со сварочной головкой .(или сварочным трактором) 26 и узел 27 фиксации, ответный узлу 3 тележки 2.
Сварка обечаек выполняется следуюпщм образом.
В зависимости от диаметра обечайки 21, характера и сложности ориентированного вварного силового набора (длины, конусности обечайки) сборку обечайки под сварку и сварку осуществляют на барабане 4, установленном на опорах 11 и 12, или при вертикальном положении оси 7 вращения барабана 4, т.е. когда последний установлен на опоре 10 (фиг.З). При этом на барабане 4 и кольцевой опоре 5 соответственно устанавливают сменные сектора 22 с диаметрами, равными внутренним диаметрам торцов обечайки 21. Перемещающуюся кольцевую опору 5 с помощью узла 6стопорения фиксируют на длине, равной длине обечайки 21. Ориентированный вварной силовой набор устанавливают и закрепляют в заданном положении узлами 19. Сегменты обечайки 21,опирая на сменные сектора 22, по всему периметру зажимают струбцевидными зажимами 20, а к подкладным балкам 16 прижимают свариваемые кромки сегментов е помощью прижимных балок 15 по всей длине стыка.
Если сборка обечайки под сварку производилась при вертикальном положении оси 7 вращения барабана 4 (фиг.З), то, используя транспортировочный узел 8 и узел 9 кантования, с помощью стандартного подъемнго устройства барабан 4 устанавливают в опорах 11 и 12. Затем тележку 2 вкатывают до состыковки узла 3 ориентирования и фиксации с узлом 27 фиксации. С помощью поворотной рамы 1 и редуктора 14 ориентируют свариваемьй стык относительно сварочной головки 26 и производят сварку. После сварки первого шва, вращая рукоятку 13 редуктора 14, .поворачивают барабан 4 в положениео сварки следующего шва. В зависимости от количества сварных швов устанавливают соответствующее количество съемных узлов 18 с подкладными балками 16 и прижимными балками 15. После сварки вс.ех швов тележку 2 выкатывают из-под балки 25, с помощью устройства 17 отвода отводят подкладные балки 16 и снимают узлы 18, прижимные балки 15 и подкладные :балки 16. Затем устройство устанавливают в положение для торцовки (фиг.З или фиг.4) в станки карусельного или токарного типа. Струбцевидные зажимы 20 снимают сначала тольк у одного торца обечайки 21 и после торцовки зажимы 20 вновь устанавливают. Затем снимают зажимы 20 с второго торца и производят торцовку. После торцовки снимают зажимы 20, узлы 19 для вварки деталей силового набора, сменные сектора 22 и вьшимают обечайку 21. Во время работы по торцовке и съему первой обечайки осуществляют сварку второй обечайки .собранной во время сварки первой 1 обечайки, на аналогичном узле фиксации.
Предлагаемое устройство позволяет производить сборку (подгонку) . сегментов под сварку за счет налиЧкя сменных, замкнутых по периметру секторов с диаметром, равным внутреннему диаметру обечайки; исключить образование остаточной овальности у сваренной обечайки из-за наличия сплошных опорных ложементов по торцам обечайки; производить сборку, сварку и тсгрцовку обечаек с ориентированным вварным силовым набором за счет наличия узлов фиксации исключить возможность образования недопустимых зазоров в средней части стыка сегментов, подготовленных под сварку, так как прижимные балки фиксируют свариваемые кромки сегментов по всей длине подкладной балки; использоват подкладную балку, имекяцую в сечении радиус кривизны, соответствующий диаметру свариваемой обечайки, за счет наличия съемных узлов креплени подкладных балок; производить торцовку сваренных обечаек.на универсальном оборудовании благодаря наличию оси вращения барабана и опоры вертикального положения. Благодаря тим преимуществам можно изготавливать обечайки различных форм я размеров из сегментов без дополнительного применения специальных
приспособлений.для сборки (подгонки) сегментов между собой, без изготовления специальных приспособлений (оправок) и применения специального оборудования для торцовки обечаек, производить сварку на одной сварочной установке и повысить точность контура обечаек.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Устройство для формирования обратной стороны сварного шва | 1979 |
|
SU959975A1 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сварки продольных швов обечаек | 1976 |
|
SU704744A1 |
| УСТРОЙСТВО ДЛЯ АВТОМАТИЧЕСКОЙ СВАРКИ СЕКТОРНЫХ ОТВОДОВ ТРУБОПРОВОДОВ | 2008 |
|
RU2376119C1 |
| Устройство для сборки и сварки обечаек из сегментов | 1987 |
|
SU1704996A1 |
| Способ вварки кругового элемента в оболочковую конструкцию | 1976 |
|
SU774867A1 |
1. УСТРОЙСТЮ ДЛЯ СБОРКИ, СВАРКИ И ТОРЦОВКИ ОБЕЧАЕК ИЗ СЕГМЕНТОВ, содержащее фундамент, верхнюю балку со сварочной головкой, подкладные и прижимные балки, тележку, смонтированную на фундаменте с узлом фиксации сегментов обечайки. отличающееся тем, что, с целью расишрения технологических возможностей путем обеспечения сборки, сварки и торцовки обечаек различных форм и размеров и повышения точности контуров обечаек, узел фиксации сегментов обечайки выполнен в виде поворотной рамы и съемного барабана с опорой вертикального положения и осью вращения, имеющей на одном конце транспортировочный узел, а на другом - узел кантования, при этом на барабане размещены сменные, замкнутые по периметру сектора, на которых закреплены съемные узлы для подкладных и прижимных балок и передвижная кольцевая опора. 2. Устройство, по П.1, о т л ичающёеся тем, что сменные сектора съемного барабана снабжены узлами фиксации деталей силового набора и струбцевидными зажимами. 00 О) го 1x9
Риг.З
;
РигЛ
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Сварочное оборудование.Каталог-справочник ИЭС им | |||
| Е.0 | |||
| Патона Ч | |||
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Станок для нарезания зубьев на гребнях | 1921 |
|
SU365A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| Прибор для равномерного смешения зерна и одновременного отбирания нескольких одинаковых по объему проб | 1921 |
|
SU23A1 |
