(54) УСТРОЙСТВО ДЛЯ СВАРКИ ПРОДОЛЬНЫХ швов ОБЕЧАЕК
| название | год | авторы | номер документа |
|---|---|---|---|
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| УСТАНОВКА ДЛЯ СВАРКИ ПРОДОЛЬНЫХ ШВОВ ОБЕЧАЕК | 1967 |
|
SU407464A1 |
| Установка для сварки продольных швов многошовных цилиндрических обечаек | 1977 |
|
SU737178A2 |
| Устройство для сборки и сварки обечаек из сегментов | 1976 |
|
SU574296A1 |
| Установка для сварки продольных швов обечаек | 1980 |
|
SU912467A1 |
| Устройство для сварки продольных швов обечаек | 1990 |
|
SU1787729A1 |
| Устройство для сборки,сварки и торцовки обечаек из сегментов | 1983 |
|
SU1131622A1 |
| Поточная линия для сборки и сварки конструкций | 1979 |
|
SU863278A1 |
| Устройство для сборки и сварки продольных швов обечаек | 1978 |
|
SU770716A1 |
| Установка для сварки продольных швов цилиндрических обечаек | 1980 |
|
SU946869A1 |

Изобретение относится к сварочному производству, преимущественно к изготовлению сварных конструкций в виде пустотелых удлиненных емкостей.
Известно устройство для сварки продольных швов обеааек, содержащее смонтированную на общем основании П-рбразную раму с механизмом для перемещения сварочной головки, две ,продольные балки с расположенными на них гидроприжимами и подкладную балку с опорными площадками 1.
Недостатком этого устройства является ниэкие качество и производительность сварки.
Цель изобретения - повышение качества и производительности свйрки путем сварки обечаек различного диаметра без переналадки устройства
. . Это достигается тем, что опорные площадки смонтированы с возможность вертикального перемещения, а подкладная балка выполнена в виде калибрующей сменной оправки из мате-. риала, имеющего коэффициент линейного расширения больший, чем материал обечайки.
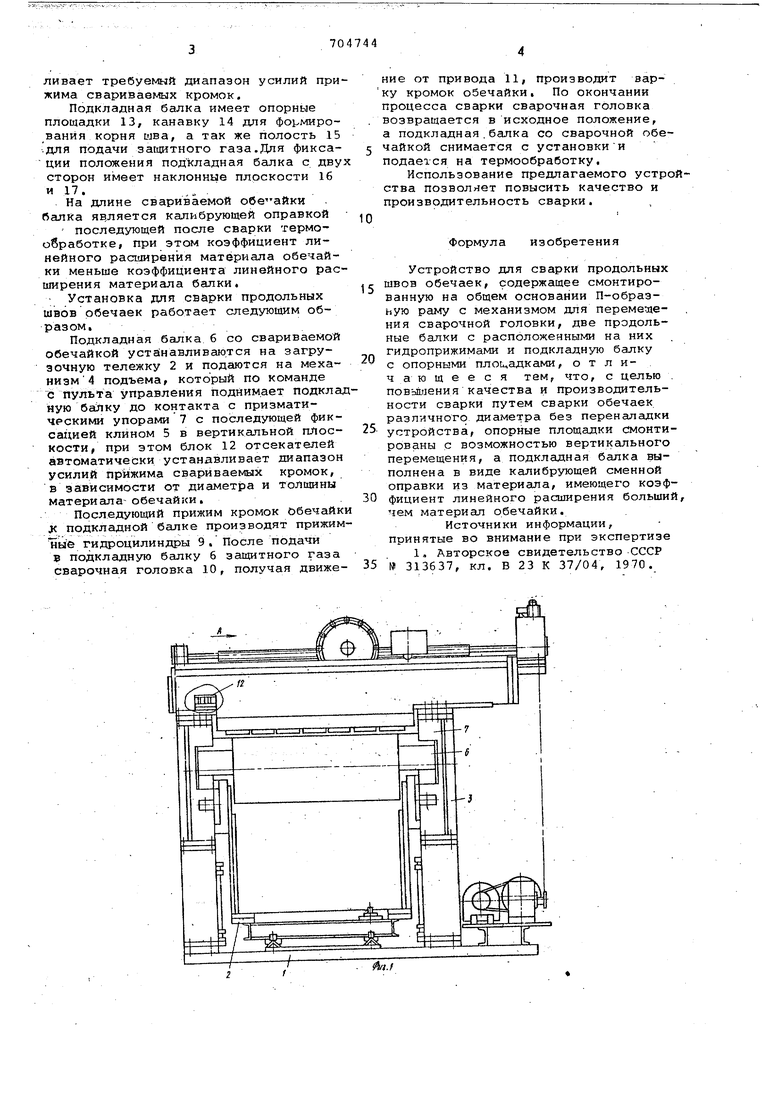
На фиг. 1 показано предлагаемое устройство дль сварки продольных швов обечаек; на фиг. 2 дан вид по стрелке А на фиг.1; на фиг. 3 представлена подкладная балка; на фиг. 4 приведен разрез Б-Б на фиг.З.
Устройство для сварки продольных швов состоит из основания 1, по ко.торому перемещается загрузочная те0лежка 2.
На основание установлены стойки 3 с механизмами подъема-опускания 4, фиксации клином 5 подкладной бал5ки 6 в призматических упорах 7.
Стойки по верху замыкаются двумя балками 8 с прижимными гидроцилиндрами 9, осуществляющими прижим кромок свариваемой обечайки к под0кладной балке.
Загрузка-выгрузка подкладной балки -со свариваемой обечайкой осуществляется загрузочной тележкой.
Сварочная головка 10 перемещается
5 по направляющим, установленным на верху балок, получая движение от привода 11. При установке подкладная балка взаимодействует с блоком 12 отсекателей, автоматически устанавливает требуемый диапазон усилий при жима свариваемых кромок. Подкладная балка имеет опорные площадки 13, канавку 14 для фо1.миро,вания корня шва, а так же полость 15 для подачи занитного газа.Для фиксации положения подкладная балка с дву сторон имеет наклонные плоскости 16 На длине свариваемой балка является калибрующей оправкой последующей после сварки термообработке при этом коэффициент линейного расгиирения материала обечайки меньше коэффициента линейного рас ширения материала балки. Установка для сварки продольных швов обечаек работает следующим образом. Подкладная балка б со свариваемой обечайкой устйнавливаются на загрузочную тележку 2 и подаются на механизм 4 подъема, который по команде С пульта управления поднимает подкла ную балку до контакта с призматическими упорами7 с последующей фикса1шей клином 5 в вертикальной плоскости, при этом блок 12 отсекателей автоматически устанавливает диапазон усилий прижима свариваемых кромок, в зависимости от диаметра и толщины Материала-обечайки. Последующий прижим кромок обечайки JK подкладной балке производят прижим ные гидроцилиндры 9. После подачи В подкладную балку 6 защитного газа сварочная головка 10, получая движение от привода 11, производит варку кромок обечайки. По окончании процесса сварки сварочная головка возвращается в исходное положение, а подкладная.балка со сварочной обечайкой снимается с установки и подается на термообработку. Использование предлагаемого устройства позволяет повысить качество и производительность сварки. Формула изобретения Устройство для сварки продольных швов обечаек, содержащее смонтированную на общем основании П-образьую раму с механизмом для перемещения сварочной головки, две продольные балки с расположенными на них гидроприжимами и подкладную балку с опорными пло надками, отличающееся тем, что, с целью noBbfcjeHHя качества и производительности сварки путем сварки обечаек различного диаметра без переналадки устройства, опорные площадки смонтированы с возможностью вертикального перемещения, а подкладная балка выполнена в виде калибрующей сменной оправки из материала, имеющего коэффициент линейного расширения больший, чем материал обечайки. Источники информации, принятые во внимание при экспертизе 1, Авторское свидетельство СССР № 313637, кл. В 23 К 37/04, 1970.
