Изобретение относится к области сварки металлов, в частности к устройствам для сборки и сварки обечаек и может быть использовано в машиностроительной промышленности.
Известно устройство для сборки и сварки обечаек, содержащее фундамент с подкладной и прижимной балкой и сварочной головкой 1.
Недостатками этого устройства является невозможность сварки большой номенклатуры обечаек различных форм и раз.меров на одной сварочной, установке и невысокая точность изготовления обечаек.
Целью изобретения является возможность сварки большой номенклатуры обечаек различных форм и размеров на одной сварочной установке, более высокая точность изготовления обечаек, для чего устройство снабжено тележкой, смонтированной на фундаменте, и узлом фиксации сегментов обечайки, закрепленным на тележке и выполненным в виде новоротной скобы, установленной на валу, одним своим концом смонтированным в разъемном, регулируемом по высоте подшипника, закрепленном на тележке также установленных на валу двух параллельных групп сменных и разжимных тяг, при этом подкладная балка закреплена на одной из упомянутых тяг, устройство дополнительно оснашено второй подкладной балкой, также закрепленной на однон из тяг, а на двух других тягах закреплены опорные планки, причем на подкладных балках с возможностью перемеш,ения установлены скобообразные прижимы для обечайки.
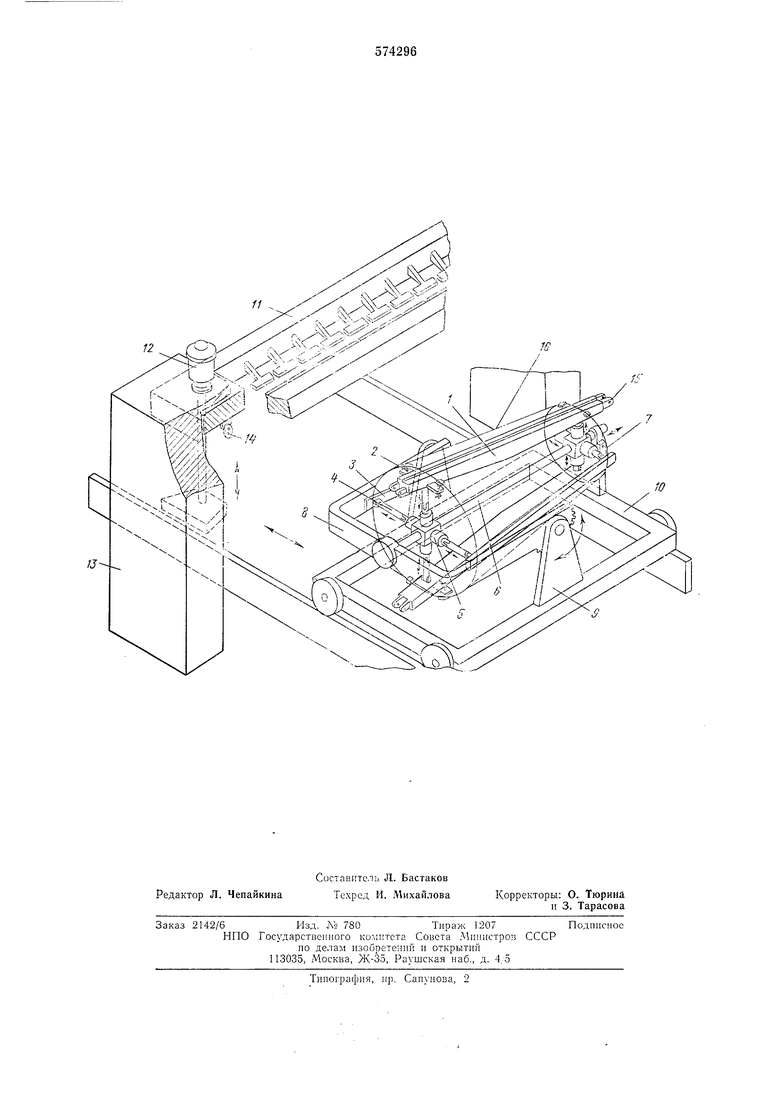
На чертеже изобрал-сено устройство для сварки обечаек, обш,ий вид.
Устройство содержит две подкладные ба.ики 1, с продольно перемещаюш,имися по ним прижимами 2, служаш,ими для предварительного крепления свариваемых элементов, и расположенные между ними онорные планки 3, сменные тяги 4, один из концов которых шарпарно связан с нодкладнымп балками I и опорными планками 3, а второй - с механизмами 5 радиального неремещеппя тяг 4. Механпзмы 5 (механического, нневматического или гидравлического действпя) устаповлены на валу 6, один конец которого подвижно онирается в разъемный подшипник 7, имеюидий возможность установочного перемещення по вертнкали, а второй конец подвижно закреплен в поворотной скобе 8. Ось поворота скобы 8 нернендикулярна валу 6. Опора 9 скобы 8 и разъе.мный нодшинник 7 установлены на телсл ке 10. Прижимная балка 11с номошью механизмов 12 ее вертикального перемеш,ения установлена на фундаментных опорах 13. По концам прижимная балка И имеет узлы 14 фиксации с отвернымп проуи1ииами 15 подкладных балок 1.
Сварка обечаек выполняется в следующем порядке.
В зависимости от размеров и формы обечаек 16 (диаметр, длина, конусность) устанавливают сменные тяги 4 соответствующей длины. Вертикальным перемещением разъемного подшипника 7 подкладную балку 1 приводят в горизонтальное положение. Зажимы 2 устанавливают в положение, соответствующее длине обечайки 16. Вал 6 поворачивают на 90° (верхнее положение одной из планок 3).
Сегмент обечайки 16 укладывают на опорную планку 3, совмещают его кромки с центром формирующей канавки на подкладной балке 1 и фиксируют прижимами 2. Затем вал 6 поворачивают на 180° и аналогичные операции проводят со вторым сегментом. Вал 6 вновь поворачивают на 90° (подкладная балка в верхнем положении). Прижимную балку 11 вертикальным иеремеп,енпем устанавливают в положение, соответствующее свариваемому типоразмеру обечайки.
Тележку 10 вкатывают под прижимную балку 11 и фиксируют с последней подкладную балку 1. С помощью секционированной прижимной балки 11 кромки сегментов обечайки прижимаются к подкладной балке 1 и ходом трактора или сварочной головки одной из известных конструкций осуществляют сварку. После заполнения первого шва подкладную 1 и прижимную 11 балки расфйксируют, вал 6 поворачивают на 180° в положение сварки следующего шва, вновь фиксируют подкладную 1 и прижимиую И балки и производят сварку второго шва. В случае если количество швов больше двух, в конструкцию установки вводится соответствующее количество подкладных балок 1 ц опорных планок 3, и процесс сварки последующих швов производится аналогичным образом.
После сварки всех швов тележку 10 выкатывают из-под прижимной балки 11, раскрывают подшипник 7, поворачивают скобу 8 на
90° (вертикальное положение вала 6), освобождают зажимы 2, механизмами 5 перемещают тяги 4 в направлении к центру вала 6 и с помощью стандартного подъемного устройства (кран-балка, тельфер и т. п.) обечайку 16 вынимают из сборочно-сварочной установки.
Во время работ по съему первой обечайки осуществляют сварку второй, собранной во время сварки первой обечайки на аналогичной тележке 10.
Формула изобретения
Устройство для сборки и сварки обечаек из сегментов, содержащее фундамент с подкладной и прижимной балкой и сварочной головкой, отличающееся тем, что, с целью обеспечения сборки обечаек различных форм
и размеров и повышения точности изготовления обечаек, устройство оснащено тележкой, смонтированной на фундаменте, и узлом фиксации сегментов обечайки, закрепленным на тележке и выполненным в виде поворотной
скобы, установленной на валу, одним своим концом смонтированном в разъемном, регулируемом по высоте подшипнике, закрепленном на тележке, и также установленных на валу двух параллельных групп сменных разжимных тяг, при этом подкладная балка закреплена на одной из упомянутых тяг, устройство дополнительно оснащено второй подкладной балкой, также закрепленной на одной из тяг, а на двух других тягах закреплены
опорные планки, причем на подкладных балках с возможностью перемещения установлены скобообразные прижимы для обечайки.
Источники информации, иринятые во внимание при экспертизе
1. Сварочное оборудование. Каталог-справочиик. ИЭС им. Е. О. Патона, АН Украинской ССР, 1968, т. 2, с. 365.
| название | год | авторы | номер документа |
|---|---|---|---|
| Устройство для сборки,сварки и торцовки обечаек из сегментов | 1983 |
|
SU1131622A1 |
| УСТРОЙСТВО ДЛЯ СБОРКИ ПОД СВАРКУ БАНДАЖЕЙ С ОБЕЧАЙКАМИ | 2021 |
|
RU2755229C1 |
| Установка для сборки и автоматической сварки продольных швов обечаек | 1981 |
|
SU965685A1 |
| Установка для сварки обечаек из сег-MEHTOB | 1979 |
|
SU804323A1 |
| Устройство для сварки продольных швов обечаек | 1976 |
|
SU704744A1 |
| Центратор для сборки под сварку цилиндрических изделий | 1979 |
|
SU897448A1 |
| Установка для автоматической сборки и сварки обечаек | 1984 |
|
SU1159749A1 |
| Устройство для сборки и формирования обратной стороны кольцевых стыков | 1987 |
|
SU1530386A2 |
| Установка для сварки продольных швов обечаек | 1978 |
|
SU785005A1 |
| Устройство для сборки под сварку изделий кольцевой формы | 1980 |
|
SU948594A1 |