1
Изобретение относится к испытательной технике и может быть использовано при автоматическом контроле полых, открытых с двух сторон издеий с помощью вакуума.
Известен автомат для испытания олых, открытых с двух сторон изелий, содержа щй Карусель, станину с позициями загрузки, разбраковки и выгрузки изделий, системы вакуумирования с золотниками, каналами дренажа и отсоса газа. подачи пробного газа в изделие и регистрации снижения вакуума в последнем и интенсивности утечки пробного газа, размещенные на карусели вакуумные колпаки и установочные гнезда для изделий с уплотнительными кольцами, блок управления и приспособление для блокировки устройства загрузки l j .
Недостаток этого автомата - сложность системы разбраковки по сниению вакуума в изделии, что сниает эффективность его использования при испытании на герметичность с, помощью вакуума неответственных изделий массового производства.
Наиболее близким lio технической сущности и достигаемому эффекту к изобретению является автомат для испытания изделий на герметичность, содержащий карусель с водилами, станину с позициями загрузки, разбраковки и выгрузки изделий, систе-му вакуумирования с золотниками, KanknaMH дренажа и отсоса газа и устройства загрузки и выгрузки изделий , размещенные на водилах карусели вакуумные колпаки и подпружиненные рычажные захваты для поджатия изделий к последним, механизмы управления захватами и золотниками, блок управления и уплотнительные элементы 21.
Однако известный автомат не позволяет испытьшать полые изделия, открытые с двух сторон, и не приспособлен для работы в составе автоматической линии, т.е. обладает ограниченными технологическими возможностями.
Целью изобретения является расширение технологических возможностей автомата путем испытания открытых с двух сторон полых изделий в составе автоматической линии.
321592
Поставленная цель достигается тем 5 что автомат для испытания изделий на герметичность, содержащий карусель с водилами, станину с по5 зициями загрузки, разбраковки и выгрузки изделий, систему вакуумирования с золотниками, каналами дренажа и отсоса газа и устройства загрузки и выгрузки изделий, разт
10 мещенные на водилах карусели вакуумные колпаки и подпружиненные рычажные захваты для поджатия изделий к последним, механизмы управления захватами и золотниками, блок уп15 равления и уплотнительные элементы, снабжен размещенными на позиции загрузки подвижной плитой с бобышками для фиксации изделий и упором, дуговыми направляющими для нее, вы0 полненными с наклоном по направлению вращения карусели, и ограничителями перемещения плиты с возвратной пружиной, толкателями, закрепленными на водилах с возможностью
5 взаимодействия с упором плиты, датчиками наличия изделий на плите и частоты вращения карусели и приспособлением для блокировки устройства загрузки, связанным с датчиками
0 через блок управления с возможностью автоматической синхронизации поступления изделий на позицию загрузки с частотой вращения карусели, а уплотнительные элементы установлены
5 на захватах.
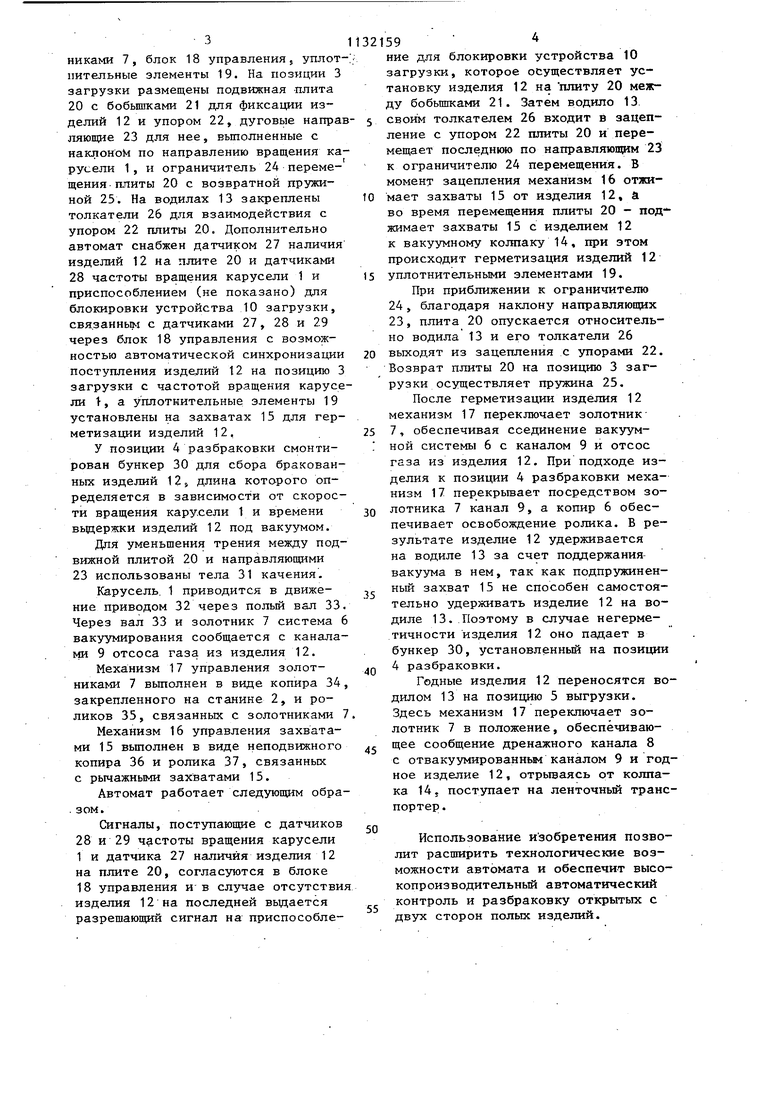
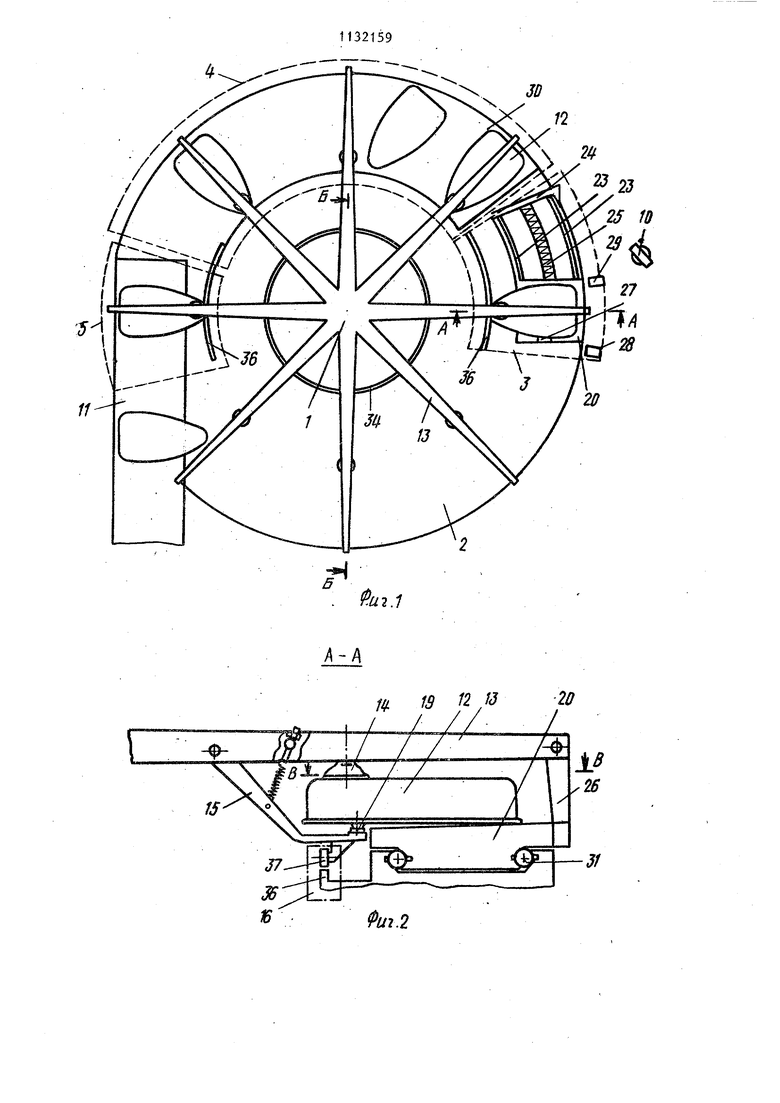
На фиг. 1 показанпредлагаемьй автомат,, вид сверху, на фиг. 2 сечение А-А на фиг. 1i на фиг. 3,сечение Б-Б на фиг. 1 J, на фиг. 4 о сечение В-В на фиг. 2} на фиг. 5 золотникJ на фиг. 6 - циклограмма работы автомата. f
Автомат для испытания изделий
на герметичность содержит карусель С 1, станину 2 с позициями 3, 4 и 5 . соответственно загрузки, разбраковки и выгрузки изделий, систему 6 вакуумирования с золотниками 7, каналами 8 и 9 соответственно дрена0 яса и отсоса газа и устройства. 10 и 11 соответственно загрузки и выгрузки изделий 12. На водилах 13 карусели 1 размещены вакуумные колпаки 14 и подпружиненные рычажные захваты 5 15 для поджатия изделий 12 к последним. Кроме того, в состав автомата входят механизмы 16 и 17 управления соответственно захватами 15 и золот3никами 7 , блок 18 управления, уплот иительные элементы 19. На позиции 3 загрузки размещены подвижная -плита 20 с бобышками 21 для фиксации изделий 12 и упором 22, дуговые напра ляющие 23 для нее, выполненные с наклоном по направлению вращения ка русели 1, и ограничитель 24 перемещения-плиты 20 с возвратной пружиной 25. На водилах 13 закреплены толкатели 26 для взаимодействия с упором 22 плиты 20. Дополнительно автомат снабжен датчиком 27 наличия изделий 12 на плите 20 и датчиками 28 частоты вращения карусели 1 и приспособлением (не показано) для блокировки устройства 10 загрузки, связанны с датчиками 27, 28 и 29 через блок 18 управления с возможностью автоматической синхронизации поступления изделий 12 на позицию загрузки с частотой вращения карус ли 1- , а уплотнительные элементы 19 установлены на захватах 15 для гер метизации изделий 12, У позиции 4 разбраковки смонтирован бункер 30 для сбора бракован ных изделий 12 S длина котарого определяется в зависимости от скорос ти вращения кару.сели 1 и времени вьщержки изделий 12 под вакуумом. Для уменьшения трения между под вижной плитой 20 и направляющими 23 использованы тела 31 качения. Карусель. 1 приводится в движение приводом 32 через полый вал 33 Через вал 33 и золотник 7 система вакуумирования сообщается с канала и 9 отсоса газа из изделия 12. Механизм 17 управления золотниками 7 вьтолнен в виде копира 34 закрепленного на станине 2, и роликов 35, связанных с золотниками Механизм 16 управления захватами 15 выполнен в виде неподвижного копира 36 и ролика 37, связанных с рычажными захватами 15. Автомат работает следующим обра . зом. Сигналы, поступающие с датчиков 28 и 29 частоты вращения карусели 1 и датчика 27 наличия изделия 12 на плите 20, согласуются в блоке 18 управления ив случае отсутстви изделия 12 на последней выдается разрешающий сигнал на приспособле59ние для блокировки устройства 10 загрузки, которое осуществляет установку изделия 12 на плиту 20 между бобышками 21. Затем водило 13. своим толкателем 26 входит в зацепление с упором 22 плиты 20 и перемещает последнюю по направл5по1цим 23 к ограничителю 24 перемещения. В момент зацепления механизм 16 отжимает захваты 15 от изделия 12, а во время перемещения плиты 20 - поджимает захваты 15 с изделием 12 к вакуумному колпаку 14, при этом происхрдит герметизация изделий 12 уплотнительными элементами 19. При приближении к ограничителю 24, благодаря наклону направляюш 1х 23, плита 20 опускается относительно водила 13 и его толкатели 26 выходят из зацепления с упорами 22. Возврат плиты 20 на позицию 3 загрузки осуществляет пружина 25. После герметизации изделия 12 механизм 17 переключает золотник 7, обеспечивая соединение вакуумной системы 6 с каналом 9 и отсос газа из изделия 12. При подходе изделия к позиции 4 разбраковки механизм 17 перекрьшает посредством золотника 7 канал 9, а копир 6 обеспечивает освобождение ролика. В результате изделие 12 удерживается на водиле 13 за счет поддержаниявакуума в нем, так как подпружиненный захват 15 не способен самостоятельно удерживать изделие 12 на водиле 13. Поэтому в случае негерме- тичности изделия 12 оно падает в бункер 30, установленный на позиции 4 разбраковки. Годные изделия 12 переносятся водилом 13 на позицию 5 выгрузки. Здесь механизм 17 переключает золотник 7 в положение, обеспёчивающее сообщение дренажного канала 8 с отвакуумированным каналом 9 и годное изделие 12, отрьгеаясь от колпака 14, поступает на ленточный транспортер. Использование изобретения позволит расширить технологические возможности автомата и обеспечи-т высокопроизводительный автоматический контроль и разбраковку открытых с двух сторон полых изделий.
u-i.1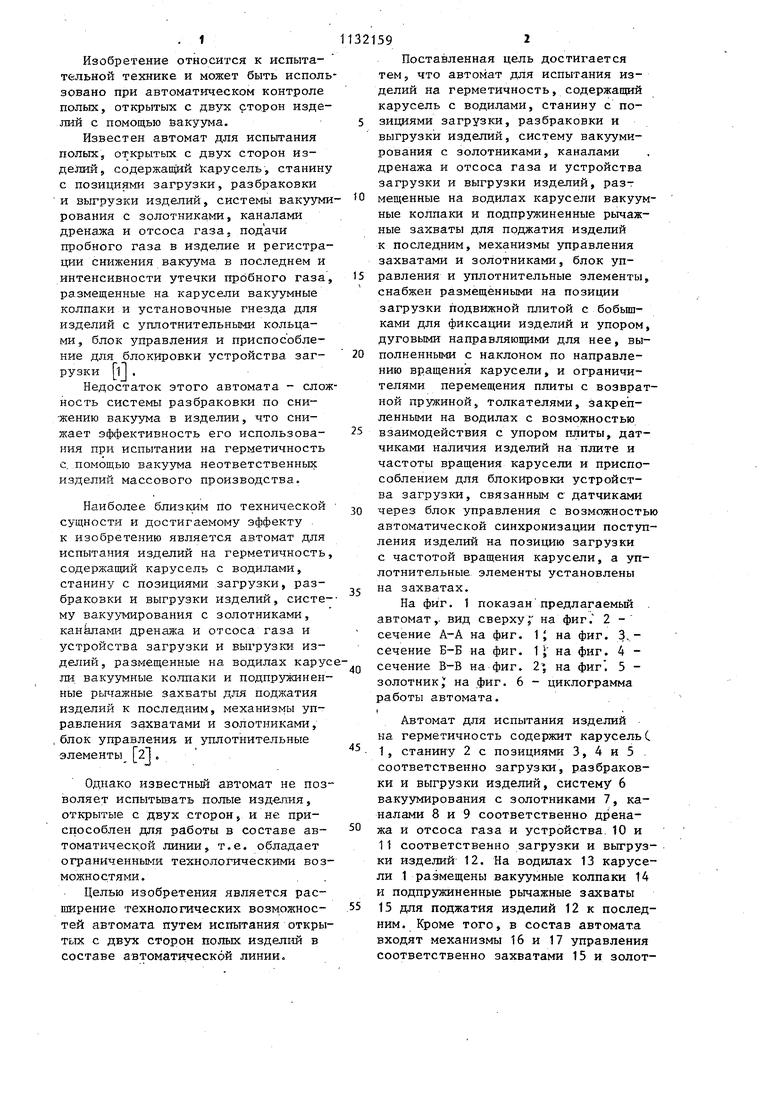
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для испытания изделий на герметичность | 1978 |
|
SU765678A1 |
| Автомат для проверки полых изделий на герметичность | 1984 |
|
SU1221523A1 |
| Устройство для испытания полых изделий на герметичность | 1985 |
|
SU1281944A1 |
| Автомат для откачки и наполнения ламп накаливания | 1987 |
|
SU1504691A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ ИЗДЕЛИЙ | 1970 |
|
SU264127A1 |
| Автомат для контроля герметичности полых изделий из магнитного материала | 1982 |
|
SU1168813A1 |
| Автомат для контроля герметичности трубок | 1980 |
|
SU905678A1 |
| Устройство для контроля параметров изделий | 1981 |
|
SU1022124A1 |
| Автомат для сборки и заваркигЕРКОНОВ | 1979 |
|
SU796938A1 |
| Автоматическая линия для изготовления гнутосварных дисков из пруткового материала | 1979 |
|
SU927465A1 |

АВТОМАТ ДЛЯ ИСПЫТАНИЯ ИЗДЕЛИЙ НА ГЕРМЕТИЧНОСТЬ, содержащий карусель с.водилами, станину с позициями загрузки, разбраковки и выгрузки изделий, систему ваккумировайия с золотниками, каналами дренажа и отсоса газа и устройства загрузки и выгрузки изделий, размещенные на водилах карусели вакуумные колпаки и подпружиненные рычажные захваты дляподжатия изделий к последним, механизмы управления захватами и золотникамиi блок управления и уплотнительные элементы, о тличающийс я тем, что, с целью расширения технологических возможностей путем испытания откры- . тых с двух сторон полых изделий в составе автоматической линии, он снабжен размещенными на позиции загрузки подвижной шштой с бобышками для фиксации изделий и упором, дуговыми направляющими для нее, выполненными с наклоном по направлению вращения карусели, и ограничителями перемещения плиты с возвратной пружиной, толкателями, закрепленными на водилах с возможностью взаимодействия с упором плиты, датчиками i наличия изделий наплите и частоты вращения карусели и приспособлением (Л для блокировки устройства загрузки, связанным с датчиками через блок управления с возможностью автоматической синхронизации поступления изделий на позицию :загрузки с частотой вращения карусели, а уплотнительные элементы установлены на захСАЭ ватах. to СП ;о.
П 19 /2 /J20 I / / / -/ / /I : j/ игЛ fe.J 7 2628 г/
ч
Р(кгс/см)
90
т
()
9ui.6
| Г | |||
| Авторское свидетельство СССР № 759882, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Автомат для испытания изделий на герметичность | 1978 |
|
SU765678A1 |
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
