Изобретение относится к испыта тельной технике и может быть использовано при контроле герметичности изделий сложной конфигурации.
Целью изобретения является упрощение конструкции автомата.
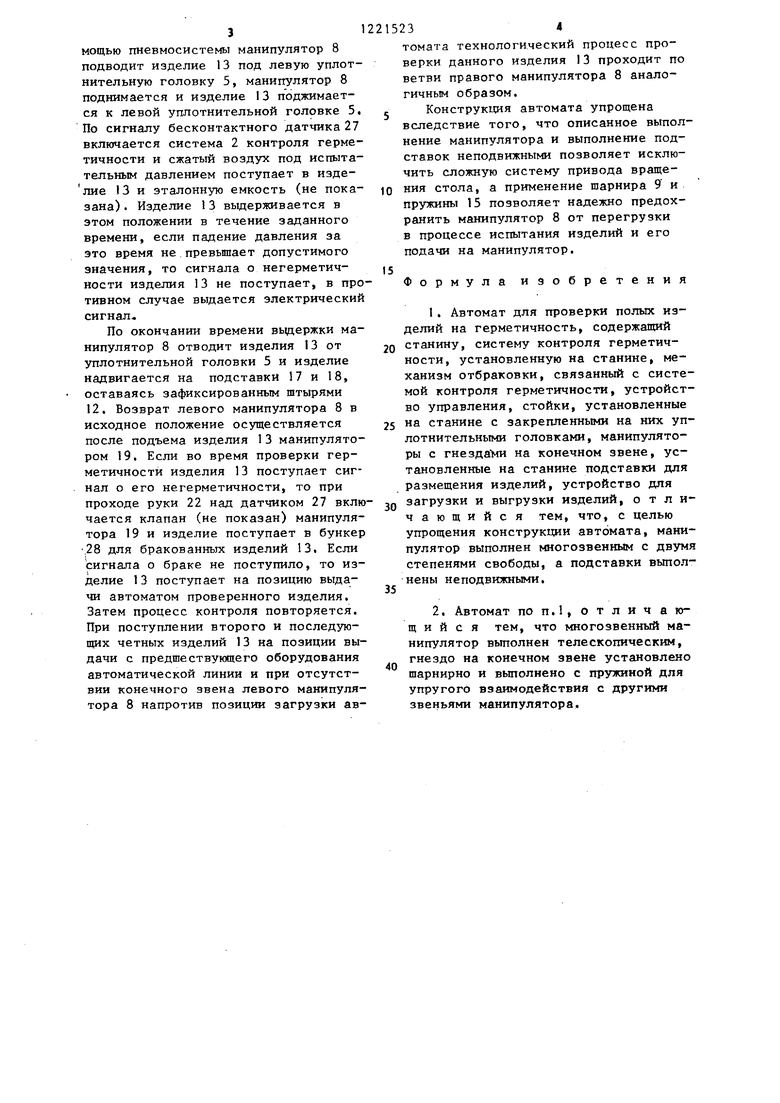
На фиг.} изображен автомат, вид сбоку; на фиг,2 - то же, ввд сверху; на фиг.З - узел Г на фиг.1; на фиг.4 узел И на фиг.) (уплотняющая головка с изделием); на фиг.З -- вид А на фиг.4.
Автомат для проверки полых изделий на герметичность содержит станину 1, систему 2 контроля герметичности, установленную на станине 1, механизм отбраковки (не показан), связанный с системой 2 контроля герметичности, и устройство 3 управления автоматом. На станине 1 установлены стойки 4, на которых закреплены уплотнительные головки 5. Через штуцеры 6 и шланг 7 к головкам 5 подводится испытательное давление от системы 2 контроля герметичности . На станине 1 установлены манипуляторы 8, выполненные в виде телескопического трехзвенника. На конечном звене манипулятора 8 установлены на шарнирах 9 гнезда 10, состоящие из Т-образных пластин 1) со штырями 12 для фиксации изделия 13. В пластинах 11 установлены уплотнякжще прокладки 14 К нижним торцам пластин 11 крепятся пружины 15 для взаимодействия с вторыми звеньями манипуляторов 8. Уплотнительные головки 5 установлены над местами, где звенья манипуляторов 8 находятся в следукяцем положении: базовые звенья манипуляторов 8 в крайнем правом положении, а конечные звенья в крайнем задвинутом положеНИИ.
1
35 по южение над позицией загрузки автомата, после чего пневмоцилиндр 23 вьщвигается и изделие 13 устанавливается на подставки 16 и 17 и фиксируется штырями 12, при этом гнездо 10 на конечном звене манипулятора 8 установлено таким образом, что изделие 13 установлено без упора на пластину 1), что позволяет избежать динамического удара по манипулятору 8
45 в процессе установки изделия 13. Затем цилиндр 24 задвигается, и рука 22 манипулятора I9 возвращается в исходное положение. Одновременно включается распределитель (не покаНа станине 1 установлены неподвижные подставки 16, 17 и 18, причем взаиморасположение их и пластин 11 позволяет изделиям 13 опираться во время загрузки и выгрузки на подставки 16 и 17 или 17 и 18 соответственно, находясь в то же время в зафикси- 50 эан) левого манипулятора 8 и цилиндр рованном положении при помощи штырей (не показан) задвигается. При этом 1Z. Устройство для загрузки и выгрузки изделий 13 состоит из манипуляторов 19, установленных на подставках 20. Манипуляторы 19 состоят из стоек
изделие 13 сходит с подставок 16 и I7 и опирается на пластину 11 и прокладку 14, а пружина 15 находит на 55 второе звено (звено подъема) манипулятора 8, что позволяет при испытании изделия 13 предохранить манипулятор 8 от перегрузки. Затем с по21, шарнирно установленных на них рук 22 с закрепленными на их концах пневмоцилиндрами 23 подъема и уста
новленньЕС на стойках 21 пневмоци- Линдрами 24 поворота рук. К пневмо- цилиндрам 23 крепятся вакуумные захваты 25. На кронштейне 26 установлен бесконтактный датчик 27. Рядом со станиной 1 установлен бункер 28 для бракованных изделий 13..
Автомат работает следующим образом.
Исходное положение рабочих органов следзлощее. Рука 22 манипулятора 19 находится над позицией выдачи проверяемого изделия 13 с предшествующего оборудования автоматической
линии, а пневмоцилиндр 23 задвинут. Технологический процесс проверки изделий 13 представляет собой последовательность следующих операций: загрузка изделий 13, подвод их под уплотнительные головки 5, испытание изделий системой 2 контроля герметичности, отвод изделия 13 от уплотни- тельной головки 5, возврат манипуляторов 8 в исходное положение и выгрузка изделий 13. При подходе изделия 13 на позицию вьщачи с предшест- вукяцего оборудования автоматической линии в устройство 3 управления автоматом поступает сигнал о наличии изделия 13 на данной позиции. При этом пневмоцилиндр 23 манипулятора 19 выдвигается, а вакуумные захваты 25 фиксируют изделие 13, затем пневмоцилиндр 24 поворачивает руку 22 в
по южение над позицией загрузки автомата, после чего пневмоцилиндр 23 вьщвигается и изделие 13 устанавливается на подставки 16 и 17 и фиксируется штырями 12, при этом гнездо 10 на конечном звене манипулятора 8 установлено таким образом, что изделие 13 установлено без упора на пластину 1), что позволяет избежать динамического удара по манипулятору 8
в процессе установки изделия 13. Затем цилиндр 24 задвигается, и рука 22 манипулятора I9 возвращается в исходное положение. Одновременно включается распределитель (не покаэан) левого манипулятора 8 и цилиндр (не показан) задвигается. При этом
эан) левого манипулятора 8 и цилиндр (не показан) задвигается. При этом
изделие 13 сходит с подставок 16 и I7 и опирается на пластину 11 и прокладку 14, а пружина 15 находит на второе звено (звено подъема) манипулятора 8, что позволяет при испытании изделия 13 предохранить манипулятор 8 от перегрузки. Затем с помощью пневмосистемы манипулятор 8 подводит изделие 13 под левую уплот- нительную головку 5, манипулятор 8 поднимается и изделие 13 поджимается к левой уплотнительной головке 5. По сигналу бесконтактного датчика 27 включается система 2 контроля герметичности и сжатый воздух под испытательным давлением поступает в изде лие 13 и эталонную емкость (не показана) . Изделие 13 вьщерживается в этом положении в течение заданного времени, если падение давления эа это время не превьшает допустимого значения, то сигнала о негерметичности изделия 13 не поступает, в противном случае выдается электрический сигнал.
По окончании времени вьщержки манипулятор 8 отводит изделия 13 от уплотнительной головки 5 и изделие надвигается на подставки 17 и 18, оставаясь зафиксированным штырями 12. Возврат левого манипулятора 8 в исходное положение осуществляется после подъема изделия 13 манипулятором 19. Если во время проверки герметичности изделия 13 поступает сигнал о его негерметичности, то при проходе руки 22 над датчиком 27 включается клапан (не показан) манипулятора 19 и изделие поступает в бункер
,28 для бракованных изделий 13. Если сигнала о браке не поступило, то изделие 13 поступает на позицию выдачи автоматом проверенного изделия. Затем процесс контроля повторяется. При поступлении второго и последующих четных изделий 13 на позиции выдачи с предшествующего оборудования автоматической линии и при отсутствии конечного звена левого манипулятора 8 напротив позиции загрузки ав2215234
томата технологический процесс проверки данного изделия 13 проходит по ветви правого манипулятора 8 аналогичным образом.
Конструкция автомата упрощена вследствие того, что описанное выполнение манипулятора и выполнение подставок неподвижными позволяет исключить сложную систему привода вращения стола, а применение шарнира 9 и пружины 15 позволяет надежно предохранить манипулятор 8 от перегрузки в процессе испытания изделий и его подачи на манипулятор.
10
Формула изобретения
1. Автомат для проверки полых изделий на герметичность, содержащий
станину, систему контроля герметичности, установленную на станине, механизм отбраковки, связанный с системой контроля герметичности, устройство управления, стойки, установленные
на станине с закрепленными на них уп- лотнительными головками, манипуляторы с гнезда ми на конечном звене, установленные на станине подставки для размещения изделий, устройство для
загрузки и выгрузки изделий, отличающийся тем, что, с целью упрощения конструкции автомата, манипулятор выполнен многозвенным с двумя степенями свободы, а подставки выполнены неподвижными.
2. Автомат поп.1,отличаю- щ и и с я тем, что многозвенный манипулятор вьтолнен телескопическим, гнездо на конечном звене установлено шарнирно и вьтолнено с пружиной для упругого взаимодействия с другими звеньями манипулятора.
фцг.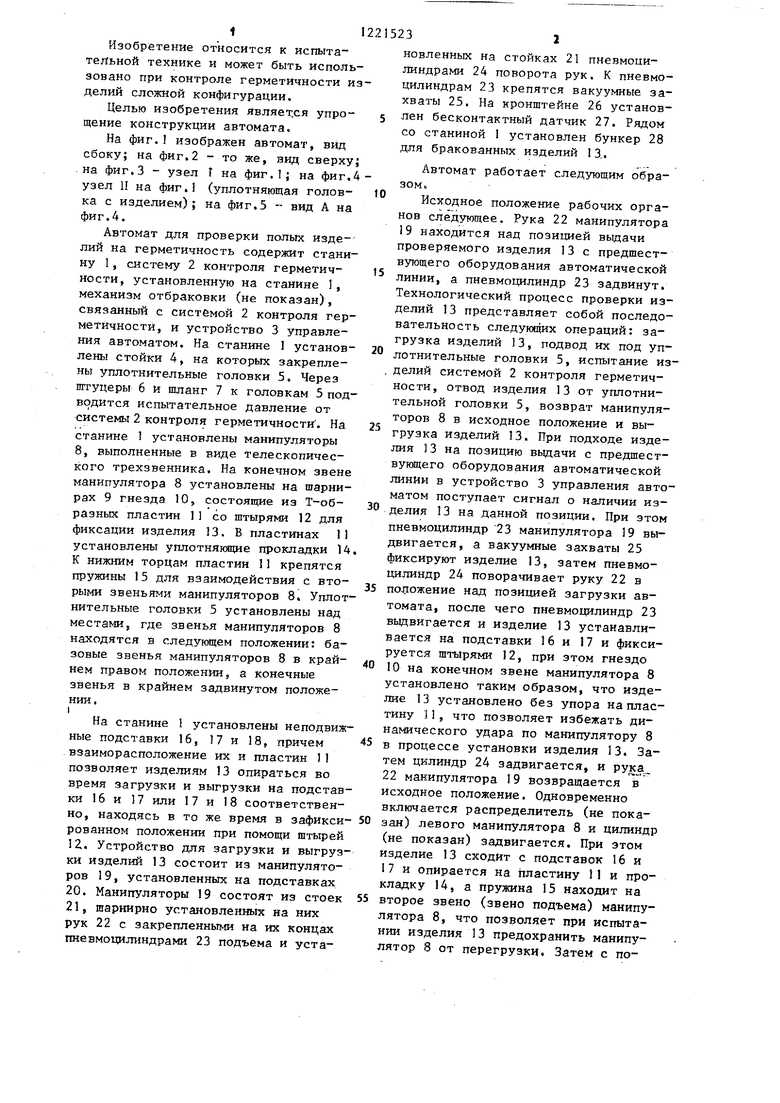
| название | год | авторы | номер документа |
|---|---|---|---|
| СТАНОК ДЛЯ СУПЕРФИНИШНОЙ ОБРАБОТКИ КОЛЕЦ | 1992 |
|
RU2033916C1 |
| Манипулятор для дозированной загрузки емкости сыпучим материалом | 1985 |
|
SU1281399A1 |
| Полуавтоматическая линия для сборки и клепки деталей | 1984 |
|
SU1225762A1 |
| Автомат для испытания изделий на герметичность | 1983 |
|
SU1132159A1 |
| МНОГОПОЗИЦИОННАЯ МАШИНА ВВАРКИ ФИКСАТОРОВ В ЭКРАН ЭЛЕКТРОННО-ЛУЧЕВОЙ ТРУБКИ | 1988 |
|
SU1653470A1 |
| Автоматический манипулятор для расклад-Ки шТучНыХ издЕлий B МНОгОпОзициОННуюТАРу | 1979 |
|
SU837856A1 |
| Гибкий производственный модуль для листовой штамповки | 1988 |
|
SU1667994A1 |
| Устройство для автоматической смены инструмента | 1983 |
|
SU1135593A1 |
| АВТОМАТ ДЛЯ КОНТРОЛЯ И СОРТИРОВКИ КОЛЕЦ ПОДШИПНИКОВ | 1991 |
|
RU2016673C1 |
| Устройство для клепки полусепараторов | 1979 |
|
SU971553A1 |


Изобретение относится к контролю герметичности и позволяет упростить конструкцию автомата для проверки полых изделий, который содержит станину, систему контроля герметичности, механизм отбраковки,, устройство управления, стойки с уплотнительными головками и многозвенные манипуляторы с двумя степенями свободы и с гнездам на конечном звене. Подставки для размещения изделия установлены на станине и выполнены неподвижными, а многозвенный манипулятор вьтолнен телескопическим, причем гнездо установлено шарнирно и выполнено с пружиной для упругого взаимодействия с другими звеньями манипулятора. Проверяемые изделия после загрузки манипулятором уплотняют уп- лотнительными головками, испытывают их системой контроля герметичности, отводят изделие от уплотнительной головки; затем манипулятор возвращается в исходное положение, а изделие выгружается. 1 з.п.;ф-лы, 5 ил. с € (Л to ю СП ю Од
8 5
фиг,2
28
--Э4 ut. 3
(Ptfi.
фиг. 5
| Авторское свидетельство СССР № 1167465, кл | |||
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
