Изобретение относится к контрольно-измерительной технике и может быть использовано для контроля герметичности прямых трубок.
Известна машина для испытания на герметичность незаполненных жестяных банок, содержащая устройство для подачи банок в разъемные испытательные камеры, расположенные на вращающейся карусели и проходящие позиции загрузки, контроля и выгрузки, сие-тему уплотнений изделий и камер, сортирующее устройство и блок правления с измерительными пневмоблоками и устройство для подачи банок в испытательные камеры С11 .
Данное устройство не обеспечива«ет возможность высокопроизводительного контроля трубок, поскольку содержит элемент для герметизации только одного торца трубки, а каждая камера одновременно может использоваться для контроля только одного изделия.
Наиболее близким по технической сущности к изобретению является автомат для контроля герметичности трубок, содержащий станину, установленные на ней ротор с приводом, загрузочное приспособление, пневматический блок управления с запоминающим устройством и многоканальным сигнализаторрм натекания, систему подачи сжатого газа с золотниковым распределителем и сортирующее устройство, закрепленные на роторе камеры с подвижными в осевом направлении уплотнительными элементами для трубок и размещенную на cтkнинe с возможностью
10 поступательного перемещения от пневмопривода герметизирую1чую крышку с центральным сквозным отверстием, сообщенным с системой подачи сжатого газа, и периферийными отверстиями,
15 сообщенными с многоканальнь1м сигнализатором натекания 121.
Однако известный автомат не обладает достаточно высокой производительностью контроля, требуемой при
20 массовом производстве трубок, так как в каждой камере одновременно контролируется одна трубка, а газ подается в каждую трубку.
Целью изобретения является повы25шение производительность контроля.
Поставленная цель достигается тем, что автомат снабжен направляющими гильзами для трубок, установленными в камерах соосно с уплотнитель30ными элементами, и связанньпчи с запоминающим устройством блока управления, сообщенными с системой подачи сжатого газа, и подпружиненными к камерам плунжерами со штоками для перемещения уплотнительных элементо
Кроме того, загрузочное приспособление выполнено в виде многопози ционного плунжерного питателя.
При этом сортирующее устройство выполнено в виде бункера, связанной с запоминающим устройством блока управления поворотной заслонки и накопителей годных и бракованных трубок ,
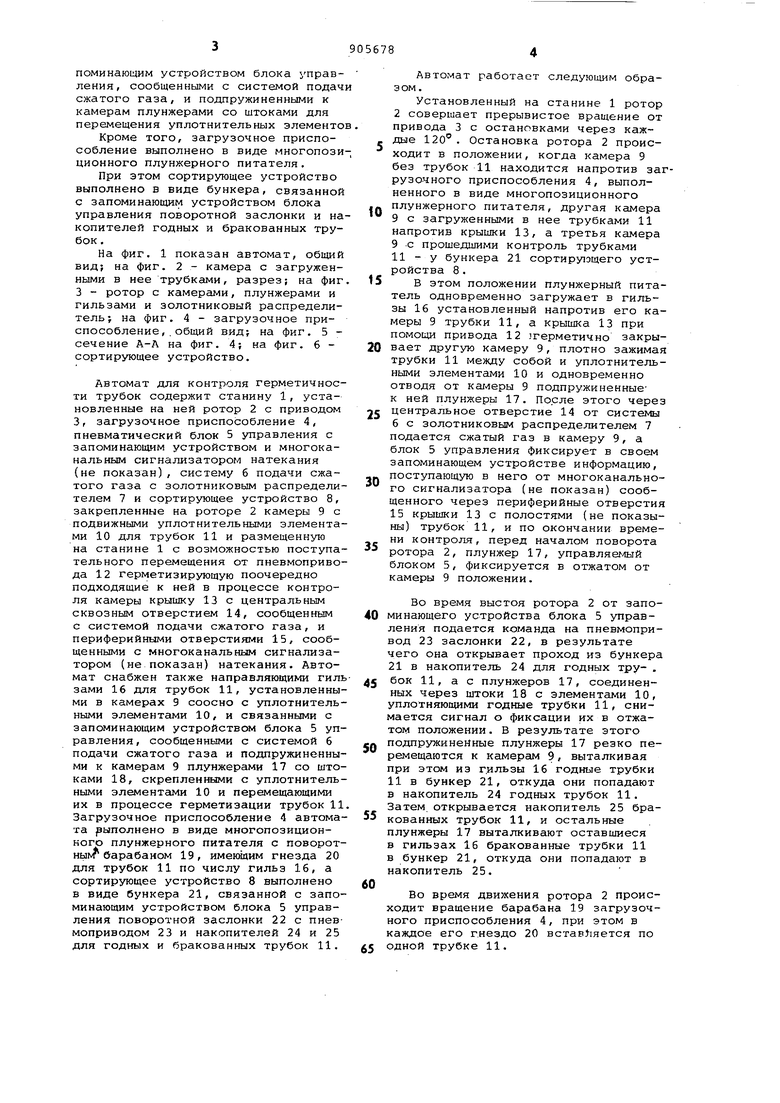
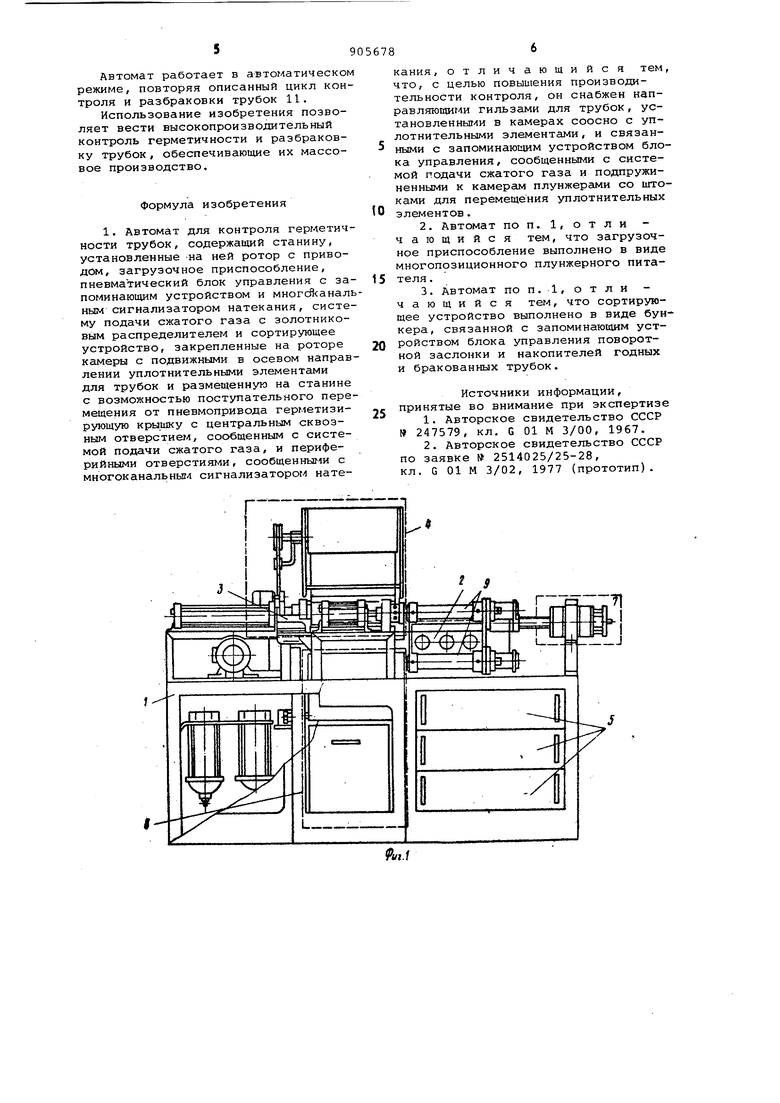
На фиг. 1 показан автомат, общий вид; на фиг. 2 - камера с загруженными в нее трубками, разрез; на фиг 3 - ротор с камерами, плунжерами и гильзами и золотниковый распределитель; на фиг. 4 - загрузочное приспособление, . общий вид; на фиг. 5 сечение А-Л на фиг. 4; на фиг. 6 сортирующее устройство.
Автомат для контроля герметичности трубок содержит станину 1, установленные на ней ротор 2 с приводом 3, загрузочное приспособление 4, пневматический блок 5 управления с запоминающим устройством и многоканальным сигнализатором натекания (не показан), систему б подачи сжатого газа с золотниковым распределителем 7 и сортирующее устройство 8, закрепленные на роторе 2 камеры 9 с подвижными уплотнительными элементами 10 для трубок 11 и размещенную на станине 1 с возможностью поступательного перемещения от пневмопривода 12 герметизирующую поочередно подходящие к ней в процессе контроля камеры крышку 13 с центральным сквозным отверстием 14, сообщенным с системой подачи сжатого газа, и периферийными отверстиями 15, сообщенными с многоканальным сигнализатором (не показан) натекания. Автомат снабжен также направляющими гильзами 16 для трубок 11, установленными в камерах 9 соосно с уплотнительными элементами 10, и связанными с запоминающим устройством блока 5 управления, сообщенными с системой 6 подачи сжатого газа и подпружиненными к камерам 9 плунжерами 17 со штоками 18, скрепленными с уплотнительными элементами 10 и перемещающими их в процессе герметизации трубок 11 Загрузочное приспособление 4 автомата выполнено в виде многопозиционного плунжерного питателя с поворотные барабаном 19, имеющим гнезда 20 для трубок 11 по числу гильз 16, а сортирующее устройство 8 выполнено в виде бункера 21, связанной с запоминающим устройством блока 5 управления поворотной заслонки 22 с пневмоприводом 23 и накопителей 24 и 25 для годных и бракованных трубок 11.
Автомат работает следующим образом.
Установленный на станине 1 ротор 2 совершает прерывистое вращение от привода 3 с остановками через каждые 120. Остановка ротора 2 происходит в положении, когда камера 9 без трубок 11 находится напротив загрузочного приспособления 4, выполненного в виде многопозиционного плунжерного питателя, другая камера 9 с загруженными в нее трубками 11 напротив крышки 13, а третья камера 9 .с прошедшими контроль трубками 11 - у бункера 21 сортирующего устройства 8 .
В этом положении плунжерный питатель одновременно загружает в гильзы 16 установленный напротив его камеры 9 трубки 11, а крышка 13 при помощи привода 12 згерметично закрывает другую камеру 9, плотно зажимая трубки 11 между собой и уплотнительными элементами 10 и одновременно отводя от кш.1еры 9 подпружиненные к ней плунжеры 17, После этого через центральное отверстие 14 от системы б с золотниковым распределителем 7 подается сжатый газ в камеру 9, а блок 5 управления фиксирует в своем запоминающем устройстве информацию, поступающую в него от многоканального сигнализатора (не показан) сообщенного через периферийные отверстия 15 крышки 13 с полостями (не показыны) трубок 11, и по окончании времени контроля, перед Началом поворота ротора 2, плунжер 17, управляеглый блоком 5, фиксируется в отжатом от камеры 9 положении.
Во время выстоя ротора 2 от запоминающего устройства блока 5 управления подается команда на пневмопривод 23 заслонки 22, в результате чего она открывает проход из бункера 21 в накопитель 24 для годных тру- . бок 11, а с плунжеров 17, соединенных через штоки 18 с элементами 10, уплотняющими годные трубки 11, снимается сигнал о фиксации их в отжатом положении. В результате этого подпружиненные плунжеры 17 резко перемещаются к камерам 9, выталкивая при этом из гильзы 16 годные трубки 11 в бункер 21, откуда они попадают в накопитель 24 годных трубок 11. Затем открывается накопитель 25 бракованных трубок 11, и остальные плунжеры 17 выталкивают оставшиеся в гильзах 16 бракованные трубки 11 в бункер 21, откуда они попадают в накопитель 25.
Во время движения ротора 2 происходит вращение барабана 19 загрузочного приспособления 4, при этом в каждое его гяездо 20 встав шется по одной трубке 11.
Автомат работает в автоматическом режиме, повторяя описанный цикл контроля и разбраковки трубок 11.
Использование изобретения позволяет вести высокопроизводительный контроль герметичности и разбраковку трубок, обеспечивающие их массовое производство.
Формула изобретения
1. Автомат для контроля герметичности трубок, содержащий станину, установленные на ней ротор с приводом, загрузочное приспособление, пневматический блок управления с запоминающим устройством и многс8 анальным сигнализатором натекания, систему подачи сжатого газа с золотниковым распределителем и сортирующее устройство, закрепленные на роторе камеры с подвижными в осевом направлении уплотнительными элементами для трубок и размещенную на станине с возможностью поступательного перемещения от пневмопривода герметизирующую крыижу с центральным сквозкъал отверстием, сообщенным с системой подачи сжатого газа, и периферийными отверстиягли, сообщенныгли с многокавальныг сигнализатором натекания, отличающий с я тем, что, с целью повышения производительности контроля, он снабжен направляющими гильзами для трубок, установленныг и в камерах соосно с уплотнительными элементами, и связанными с запоминающим устройством блока управления, сообщенными с системой подачи сжатого газа и подпружиненными к камерам плунжерами со штоками для перемещения уплотнительных элементов.
2.Автомат по п. 1, о т л и чающийся тем, что загрузочное приспособление выполнено в виде многопозиционного плунжерного питателя .
3.Автомат поп.1,отли чающийся тег, что сортирующее устройство выполнено в виде бункера, связанной с запоминающим устройством блока управления поворотной заслонки и накопителей годных
и бракованных трубок.
Источники информации, принятые во внимание при экспертизе
1.Авторское свидетельство СССР 247579, кл, G 01 М 3/00, 1967.
2.Авторское свидетельство СССР по заявке 2514025/25-28,
кл. G 01 М 3/02, 1977 (прототип).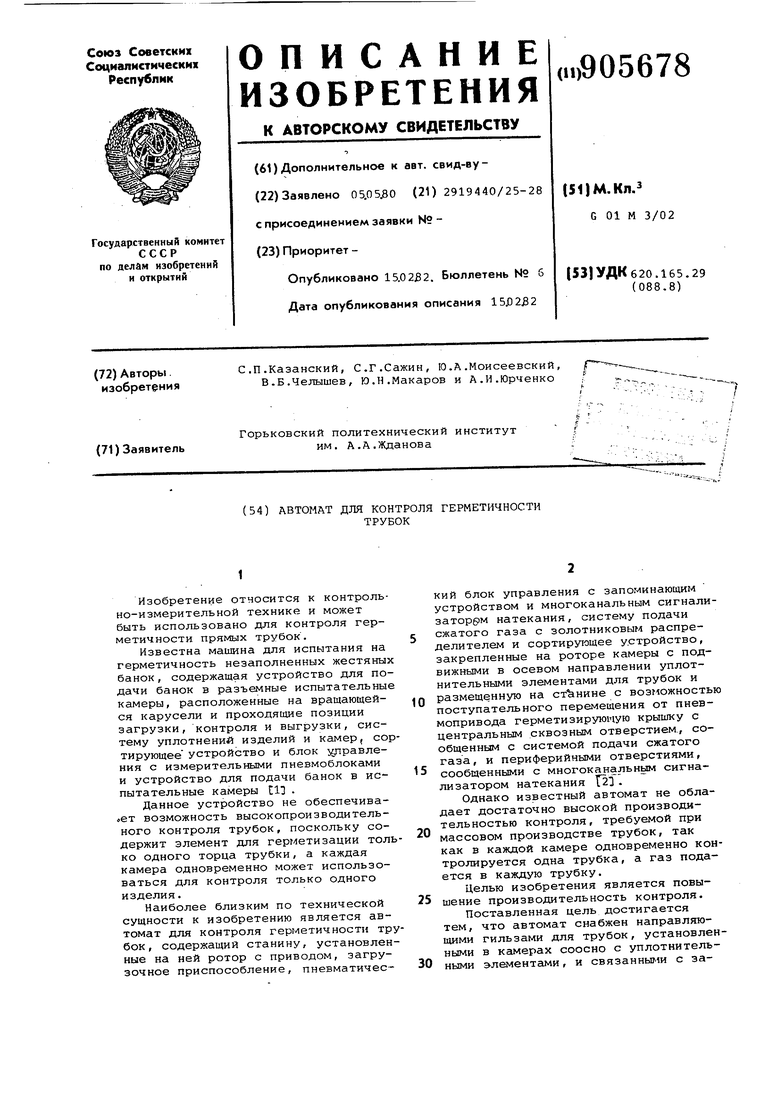
| название | год | авторы | номер документа |
|---|---|---|---|
| Автомат для котроля герметичности изделий | 1984 |
|
SU1201702A1 |
| Автомат для контроля герметичности полых аэрозольных баллонов из магнитного материала | 1980 |
|
SU938045A1 |
| МНОГОПОТОЧНАЯ РОТОРНАЯ МАШИНА | 1967 |
|
SU205799A1 |
| Автомат для сборки предохранителей | 1975 |
|
SU564664A1 |
| АВТОМАТ ДЛЯ РАЗМЕРНОЙ СОРТИРОВКИ ДЕТАЛЕЙ | 2017 |
|
RU2670732C9 |
| РОТОРНЫЙ АВТОМАТ | 1969 |
|
SU249122A1 |
| Устройство для дозирования жидкости в газовый поток | 1990 |
|
SU1765705A1 |
| Устройство для стабилизации усилия прижима сварочных губок к упаковочным автоматам | 1980 |
|
SU863466A2 |
| Поточная линия для контроля деталей | 1973 |
|
SU491415A1 |
| Стенд для испытания плунжерной пары | 1980 |
|
SU909267A1 |

Л-А
