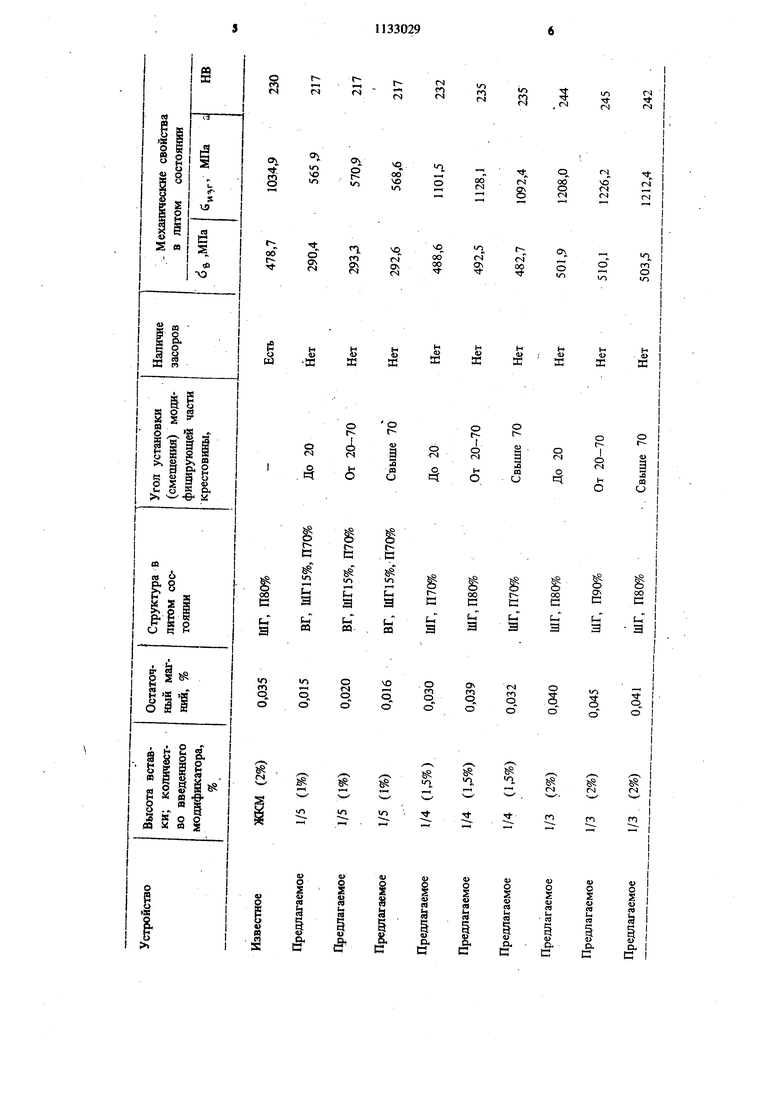
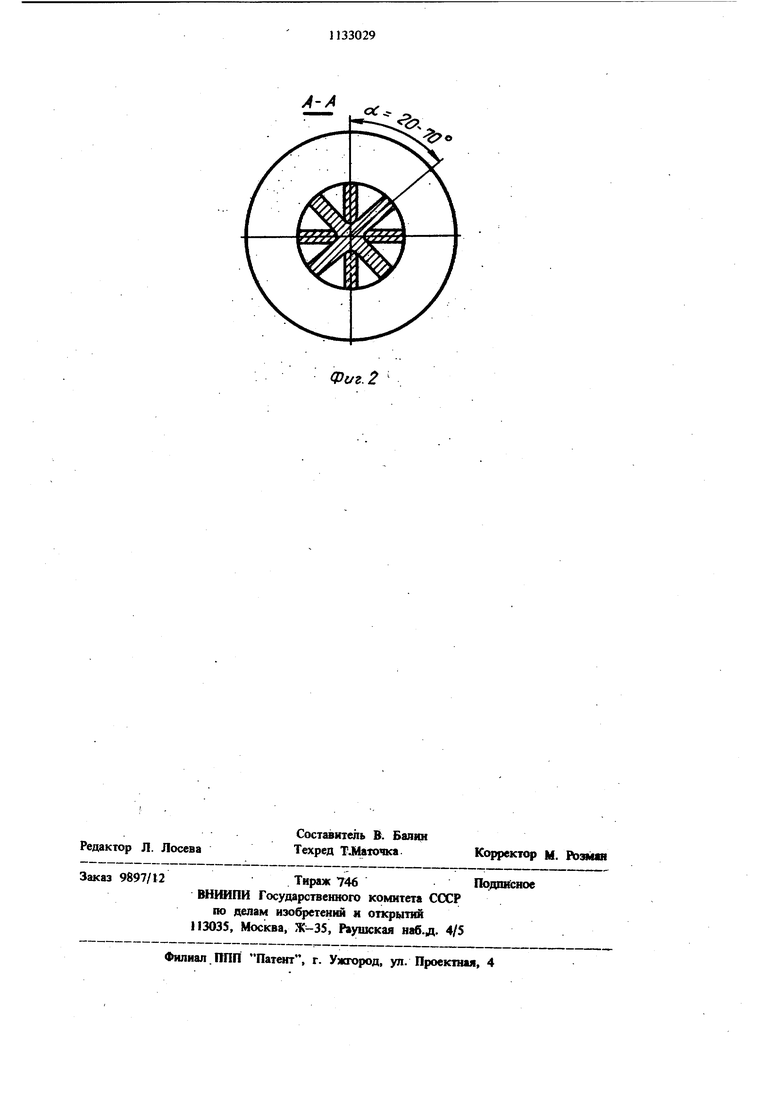
Изобретение относится к металлургии, в частности к литейному производству и может быть использовано при модифицировании серо и высокопрочного чугуна в форме. Известно устройство для модифицирования жидкого металла в процессе его разливки, включающее дозатор для порошкоо юзного материала, установлеиный над разливочным же лобом, и трубку с вороикой, введенную концентрйфю в сливное отвфстие разлгаочного желоба {11. Однако это устройство не позволяет устранять попадание в отливку нерастворившихся часлш модификатора и повысить степень усво ею1я модификатора. Кроме того, давление, создаваемое в к«жусе, меньше атмосферного и способствует инжектированию воздуха в струю жидкого металла, что ведет к увеличению брзкя отливок по газовым раковинам. Наиболее близким к изобретению является устройство, состоящее из бункера-дозатора, подводящего канала, вихревой ЧШЕШ, стояка и крестсфины из огнеупорного материала 2. Однако это устройство тоже не позволяет noeHOCTbio устранить попадгшие в отливку нерастворившихся частиц модификатора и повысить прочностпие свойства отливки. Исследования показали, что для ферроснлиция в зависимости от температуры и скорости запивки, продолжительность растворения колеблется от 9 до. 16 с, а позтому, если по являются частички модификатора, врем растворения которых болыие указанного, то они свободно Moryt попадать внутрь отливки. Целью изофетения является улучшение качества отливок путем повьешення степени усвоения модафякакфа. . Указгшная цель достигается тем, что в ройстве, )включакнцем вихрюую чашу, связанную подводявтм каналом со стояком, и размещенную в последнем крестовину из огнеупорного , верхняя часп крестовины на 1/4-1/3 высоты выполнена из материала кодификатора я ее перегородася смещены по отнсниению к перегородасам нижней части под углом 20-70 . Такое ксшструктивное исполнениеустройств для модифицировамя мЛалла позволяет повы сить степень модификатора за счет того, что жидкий металл, омывая модифицирующую крестовину; скшвает с нее такое количество модификатора, которое успело-раствориться в нем за период его прохождения вокруг крестовины. Максимальное усвоение модифицирующей крестовины 1/4-1/3 от общей высоты крестовин. 11 2 Равномерность распределения модификатора . достигается тем, что крестовина выполнена составной из двух частей и поток жидкого металла тщательнее перемешивается, разделяясь на 8 частей, так как части крестовины развернуты одна относительно другой под углом 20-70°. На фиг. 1 изображено устройство, продольный разрез; на фиг. 2 - разрез -А-А на фиг.1. Устройство имеет подводящий канал I, вихревую чашу 2, крестовину, выполненную из двух частей верхняя часть 3, составляющая 1/4-1/3 высоты крестовины, изготовлена из материала модификатора и установлена по отношению к нижней огнеупорной части 4 под углом 20-70 , и стояк 5. Устройство работает следующим образом. Расплав через подводящий канал 1 тангенциально поступает в вихревую чашу 2, в котрой в результате вращения расплава образуется вихревая воронка. Вращающийся расплав, омывая модифицирующую часть крестовины 3, растворяет модификатор, который равномерно распределяется во всем объеме металла за счет интенсивного перемещения. Дальше модифицированный металл поступает в стояк 5. Огнеупорная часть крестовины 4 препятствует вращению расплава в нижней части вихревой части 2 и совместно с верх1гей модифицируюШей частью 3, перемешивает и разделяет поток на восемь отдельньи частей, разрушая таким образом воздушную полость и тем самым предотвращая ее проникновение в литейную форму. Для определения размеров частей крестовины было проведено зкспериментальное опробование предлагаемого устройства для модифицирования и известного. Модифицированию подвергали чугун следующего химического состава (вес. % ): С 3,35, Мп 0,85, Р 0,09, S 0,03, используя известное устройство для модифицирования и предлагаемое. Температура жидкого чугуна составляла 1390-1400С. В предлагаемом устройстве верхняя часть крестовины, выполняется прессованием из порошка железокремний-магниевой лигатуры (ЖКМ 2). Изготовлено несколько модафицирующих вставок, составляющих 1/5, 1/4 и /3 высоты всей крестовины, что соответствует 1,0; 1,5 и 2,0% лигатуры от ,„е1ал„оемкости формы, Эти вставки устанавливали по отношению к нижней огнеупорной части под углом менее 20 , более 70 и в пределах от 20 до 70 . Степеиь усвоения модификатора и качество литого металла определяли химическим путем, металлографическим анализом и механическими испыьаниями. Результаты представлены в
таблице, гдеВГ - вермикупярный графит;
ШГ - шаровидный графт; П - перлит.
.Как видно из таблицы модифицирование предлагаемым устройством со вставкой, состшляницей 1/4-1/3 высоты всей крестовины,5
ПО сравнению с известным увеличивает усвое ния .модификатора, примерно на 11-13%, улучшая также и механические свойства отливки.
Модифицирование вставкой менее .1/4.высо- to ты крестовины не оказывает существенного влияния на изменение структуртл и механических свойств чугуна (даже ухуюиает).
Модифицирование чугуна вставкой более 1/3 ВЫСОТЫ крестовины нецелесообразно, так как 5 пруктурл и высокопрочного чугуна остаются практически на одном уровне, в товремя, как расход лигатуры неопревданно увеличивается. . .
Установлено также, что р положенке верхней 2о модифшшруюшей части по. охиошению нижней огнеупорной под углом Менее 20 и более 70° веде к неравномерному растворению модифицирующей крестовины. Это объясняется . тем, что 11ри углах 20 и Сюлее 70 . 2s через пространство А (фиг. 3) протекает зна
чятепьт меиьше металла чем через Б, а, еледовательно, модифицирующая крестовина со стороны пространства А растворяется значительно меньше. В результате неравномерного растворенмя модифицирующей крестовины общее количество модификатора, 1юпадающее в металл уменьшается. Об зтом свидетельствует степень усвоения модификатора - остаточный магний (см. табл. ).
Предлагаемое устройство имеет следуюише преимущества во сравкешио с известным: дает возможность получения на одной формовочной линии отливок разной тссы и коифиг ацин (за счет устансюки в форму различных lio размерам крестовин); исключить попадание в отливку нераствс ривЕвегося модификатора, t. е. 1ювысить степень его усвоения; (жизить брак по засорам на сложных отливках, что позволяет сократить объем выборки и заварки -дефектов в среднем на 25%, что составляет 12,5% от общего объема дефектов; 1федпагаемое устройство .снизить расход модификатора за счет повыщши степени его усвоения, примерно на 11-13% по сравнению с известным.
Фиг. 2
оС
ъ

| название | год | авторы | номер документа |
|---|---|---|---|
| СПОСОБ ИЗГОТОВЛЕНИЯ ТОЛСТОСТЕННЫХ ОТЛИВОК ИЗ ЧУГУНА С ШАРОВИДНЫМ ГРАФИТОМ | 2012 |
|
RU2510306C1 |
| Устройство для модифицирования жидкого металла | 1982 |
|
SU1069944A1 |
| Способ обработки чугуна | 1986 |
|
SU1360892A1 |
| Литниковая система для обработки жидкого металла присадками | 1985 |
|
SU1284681A1 |
| Способ обработки металла в литейной форме | 1977 |
|
SU727325A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1986 |
|
SU1348055A1 |
| Литниковая система | 1985 |
|
SU1339132A1 |
| Литниковая система | 1982 |
|
SU1060296A1 |
| Устройство для модифицирования расплавленного металла | 1989 |
|
SU1705353A1 |
| Литниковая система для внутриформенного модифицирования чугуна | 1982 |
|
SU1057167A1 |
УСТЮЙСТВО ДЛЯ МОДЩФИЦИЮВАНЙЯ ЖИДКОГО МЕТАЛЛА, включающее вихревую чашу, связанную подводящим каналом со стояком, и размещенную в последнем крестовину из огнеупорного материала, о т f личающееся тем, что, с целью улучшения качества отливок путем пов1«иення степени усвоения модификатора, верхняя часть крестовины на 1/4-1/3 высоты выполн«{й из материала модификатора н ее перегородаи смещены по отношению к перегородкам нижней части под углом 20-70 .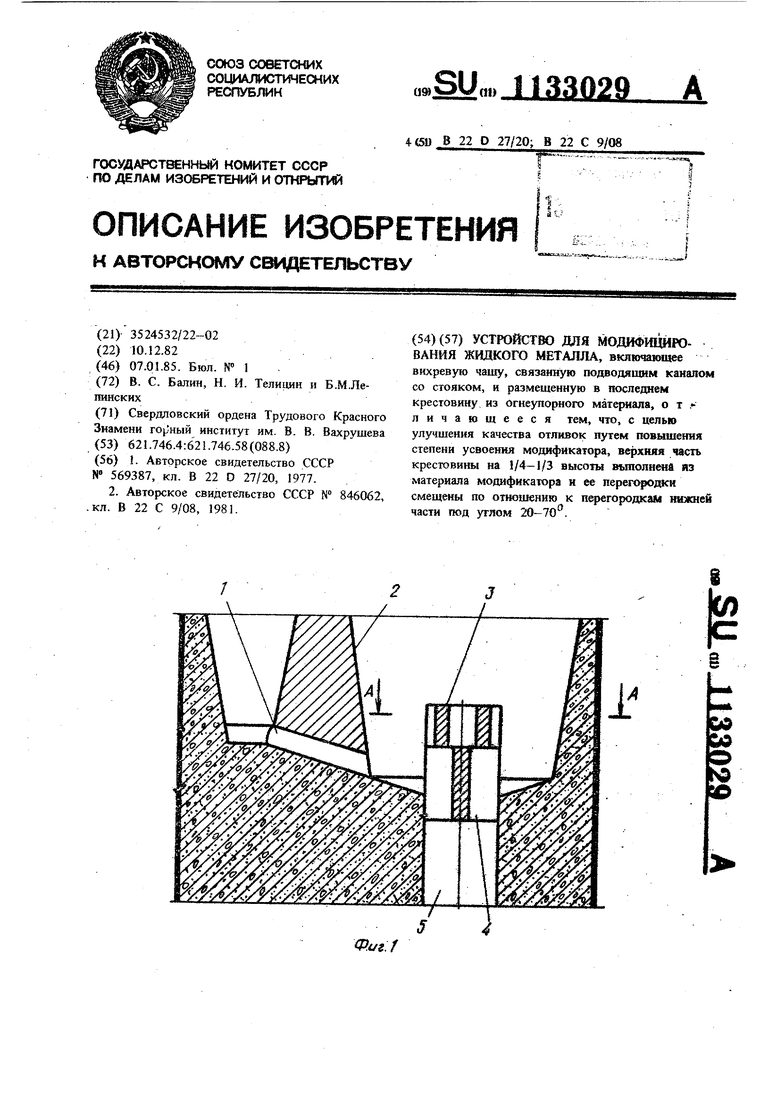
| Печь для непрерывного получения сернистого натрия | 1921 |
|
SU1A1 |
| Устройство для модифицирования жидкого металла | 1976 |
|
SU569387A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
| Аппарат для очищения воды при помощи химических реактивов | 1917 |
|
SU2A1 |
| Литниковое устройство | 1979 |
|
SU846062A1 |
| Машина для добывания торфа и т.п. | 1922 |
|
SU22A1 |
